Introduction
Workholding refers to any apparatus employed to securely grip your workpiece during its machining on the CNC machine.
Closely related terms are “jigs” and “fixtures.”
A fixture holds your workpiece while it is being cut. A jig holds the workpiece and also guides the cutter. Given CNC machining, there's little need for jigs as the g-code guides the cutter, so the term is largely related to manual machining.
“Fixtures” are colloquially workholding manufacturing tools that are custom made for a particular part or situation.
There are two components to workholding:
– The actual workholding device, such as a milling vise.
– The method of locating your work holding devices and securing that workholding device to your machine. This includes the ubiquitous T-Slots but goes on to include modular fixture plates, 4th axis solutions, and much more.
We'll go through the various methods of welding and assembly process locating the workholding devices and then follow up with a description of your choices for workholding devices.
But first, let's talk about why Jigs and Fixtures are important and how to know when you need to make a special jig or fixture.
Jigs and Fixtures: Show Me the Money
There's an old saying among machinists–fixtures are where you make your money. If you're good at making fixtures that save time, you'll turn a bigger profit. Or so the saying goes.
But is it really true? Is it always true? Will every job benefit from fancy fixturing?
I put together a Free Fixture Calculator that makes it easy to find out whether the fixture design is a good idea for your job or not. It will even figure out what the savings (ROI) will be if you build the fixture by comparing two different workholding options. This will give you a much better handle on your production costs.

The free fixture calculator makes it easy to compare scenarios, and it even has one click options so you can factor in:
- Repeat Runs: What are the savings once the fixture is made and the customer reorders another run?
- Modular Fixturing: Setup time is saved when you can just drop a fixture on the pins with a modular fixturing plate and run.
- Pallet Changer: Perhaps the ultimate is a pallet changer that allows you to load/unload a pallet while the CNC machine is working on another pallet.
I've also made a video that walks you through the savings that are possible from fixtures and demos how to use the free fixture calculator to determine what the savings on particular scenarios might be:
The essence of knowing whether production cycle times will improve with a fixture is in understanding how much they improve vs the cost to create the fixture. If the parts are simple and relatively few in number, a fixture may not be justified as production cycle times savings never outpaces the cost to build the fixture.
I want to give a special shout out to Dave Bishop over at MiteeBite. Dave and the MiteeBite gang have forgotten more about fixturing than most of us will ever know, and he gave me some great suggestions to improve the fixture calculator. Also, if you're doing job cost estimation, be sure to check out our G-Wizard Estimator software. The Fixturing Calculator started out there, and there are many other useful calculators and functions in the software to help with job cost estimation.
Now that you have the means to see how custom jigs, and fixtures can benefit your work, let's dig into the details of the manufacturing process and how it's done!
Positioning for Workholding Devices
T-Slots

T-Slots are the most common method of positioning and holding down your workholding solution on your machine tool...
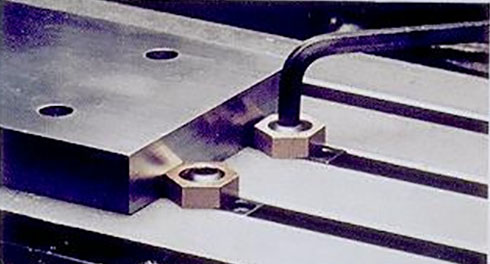
T-Slots are by far the most common way of positioning and holding down your Workholding solution. They are simple, robust, and they work. To attach something to a T-Slotted table, use T-Slot nuts and suitable studs or other fasteners that fit the nuts:
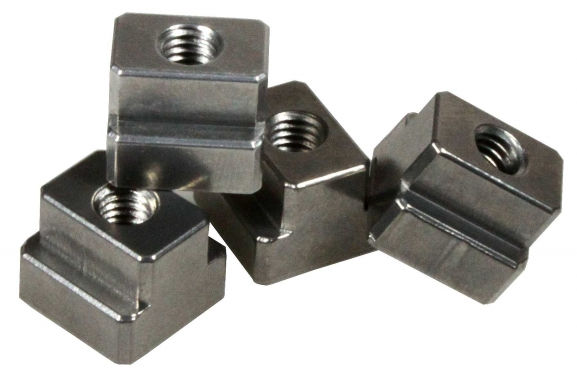
T-Slot Nuts...
While they are common, they have some disadvantages relative to other solutions. Aside from the fact that T-Slots can collect chips and other debris, their biggest disadvantage is that it's hard to get your vise or other Workholding fixture back onto the table in exactly the same place and orientation. This can result in extra work every time a machine tool needs to be set up with new workholding for a new job. Over time, the cost of that lost production efficiency can be quite large.
Just imagine, what if instead of having a tool changer and a tool table you had to dial in each tool every time it was used? Wouldn't that be a huge production efficiency block in your whole machining tool and workflow? Well, setup time can be a big productivity block too, and T-Slots are not helpful for that.
There are some solutions and manufacturing tools that've been tried to make them a little better:
Truing the Slots
We can check the T-Slots of machine to make sure they run parallel to the axis motion by sweeping them with a Dial Test Indicator (DTI). If they don't, we can mill them true. A lot of folks hate the idea of intentionally milling their table, but if the T-Slots aren't true and you need them to be, it's hard to see what choice you have. But there is a choice that involves using something other than T-Slots as we will see shortly.
Keyed Vises and Fixtures
If your T-Slots are true, you can install keys on the bottom of vises or fixture plates that line up with the T-Slots. You can also install keys in the T-Slots that line up the edge of a plate or vise base. Doing so can save you quite a lot of time tramming vises and such, and it isn't hard to do, so it is definitely worth considering.
The trouble is, these kinds of solutions will help with one dimension (typically the short dimension of the table is the Y dimension and is aligned perpendicular to the slots), but we still have the problem of positioning along the axis of the T-Slot.
Fortunately, there is a better way in the form of Fixture Sub-Plates (also called Tooling Plates).
Fixture Sub-Plates, Tooling Plates, and Modular Fixturing
Fixture Sub-Plates (also called Fixture Plates or Tooling Plates) are plates that are installed on top of a T-Slot table to provide a new way to position and secure Workholding. A typical Tooling Plate looks like this:

A typical Tooling Plate...
Tooling Plates typically use a grid of holes that alternate between holes for precision dowel pins for positioning and threaded mounting holes for fasteners. If this grid is precisely positioned (or even if it isn't and the positions are precisely known) you have a very repeatable way to install Workholding on the plate. The dowel pins provide precision location that is repeatable to perhaps half a thousandth. Imagine being able to drop a vise mounted on its own cnc fixture plate with dowel pins and fastener holes onto a Tooling Plate and have it be repeatable to half thousandth. If all your fixtures can drop onto the Tooling Plate, you can change the machine to a new Workholding configuration very quickly. The savings in time adds up to pay off the cost of such manufacturing equipment very quickly.
With an air ratchet in hand, a vise can be installed on one of these fixture plates within a minute or two. A CNC Machine can be reconfigured in 5 or 10 minutes for a completely different job. And the skills required of the machine operators, as well as production costs such as the potential for mistakes, are greatly reduced if the milling fixtures don't have to be carefully dialed in each time. There are advantages for the creation of modular g-code too, because it can rely on the positioning grid of the Tooling Plate.
If accuracy of more than half a thousandth is required, it is often better to use probing together with selected g-code parameterization to correct for the remaining error. You could try to dial things in more precisely by hand, but a probing solution can rely on things being nearly right to determine the last little bit of error correction that needs to be applied in the g-code itself. For example, it's possible to apply rotation to the g-code based on a probes results to tram (that's aligning things to the axis motion) very precisely from an almost right situation.
Tooling Plates are typically made of either Cast Iron or Aluminum, though there are steel ones available too. They can be purchased or made from scratch. For a complete guide, be sure to visit our Fixture Plate page.
While we're on it, consider that a good tooling plate can also reduce the cost of human error in machining operations. If you're just dropping tooling into place on precision dowels, that's far less demanding than try to dial in the setup. So, there will be far fewer human errors with the simplified machining process.
Modular Fixturing
One other thing Tooling Plates help facilitate is Modular Fixturing. Once we have a fixed grid to rely on, we can purchase ready-made fixturing components that will fit the grid. This can save quite a lot of cost on your machining operations versus having to fabricate everything to some custom arrangement.
Ball Locks and Other Quick Change Tooling Plate Solutions
By now I hope you're seeing how much Setup Time could be saved by using Tooling Plates. What could be better? Why there are at least two different ways to improve on the theme: quick change tooling plates and pallets.
With a Quick Change system, the time required to deal with the dowel pins and fasteners is reduced through some kind of integrated solution that allows precise position and locking very quickly. One such is the Jergens Ball Lock system:
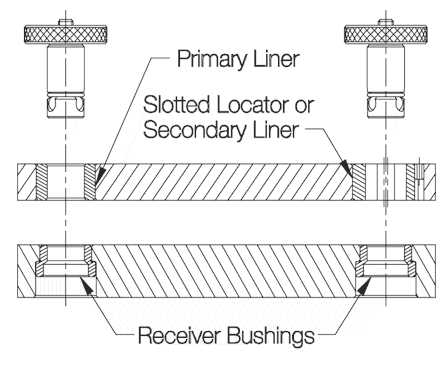
Ball Locks are a Quick Release system for Tooling Plates...
With this system, you get precise positioning and secure holding with 4 Ball Locks. Just align the plate to the sub-plate (which has the Receiver Bushings and is mounted to the table), drop the Ball Lock Shanks into t slot plates in the hole, twist the bolt on top of the Ball Lock Shank, and you are done. Twisting four bolts and no fooling around with dowel pins or extra fasteners is really quick and easy. Jergens talks about 30 second cnc fixture change times lean production system which is very fast indeed.
Pallet Changers
The next step up are Pallet Changers. Think of them as power operated Tooling Plates whereas everything else we've talked about has been hand operated. A typical machine with Pallets allows you to be setting one or more Pallets up while the machine is working on another. A Pallet change operation cycles the old Pallet outside of the machine's milling area and brings the new one in. This minimizes the time the machine has to be offline and allows Setup to be done in parallel with machining operations.
Some machines have what are called “Pallet Pools”, which allow multiple pallets to be set up in advance and scheduled to run. A Pallet Pool can allow a machine to run unattended for quite a long time and can be a useful building block for total automation.
Pallet Changers are typically only seen on Horizontal Machining Centers and some high end Vertical Machining Centers. They're definitely a full-on production feature that is fairly expensive, so the cost has to be justified by the need to keep the machines churning out parts constantly.
Manual Pallets
It's possible to gain a lot of the productivity of a Pallet Changer using Manual Pallets. We have some great articles on this:
4th Axis, Trunion Fixtures, Tombstones, and Tool Columns
Sometimes it is helpful to be able to apply another dimension to our thinking–in this case a 4th Axis. In CNC, a 4th Axis is commonly a rotary axis that is aligned to spin along an axis parallel to one of the machine's other 3 axes. On Vertical Mills, the 4th Axis is frequently parallel to X or Y, and is laid down. On a Horizontal Mill, the 4th Axis is also parallel to X or Y, but it is standing up. Both methods work great, but the horizontal mill's standing 4th axis frequently has more clearance available since the work is never trapped between the table and the axis.
From a Workholding standpoint, a 4th Axis can be used to bring new orientations into play for two purposes:
1. It allows access to more sides of the part so the mass production processes and process machining can continue without having to flip parts around by hand.
2. It allows access to more parts which may be arrayed around the 4th Axis.
To find out more about these uses for Workholding, check out our excellent series on 4th Axis Basics.
Conclusion
I hope you can see that jigs and fixtures are important when assessing the production process. As manufacturing aids they can really help speed up the setup phase of the manufacturing process. It will be hard to keep spindle utilization up on your cnc machine without including jigs and fixtures in your manufacturing process. As such they are critical manufacturing tools to keep handy in your toolkit.

A pair of milling vises sit side by side on a machine table...
It's not too much of a stretch to say that the most popular Workholding Solution today is the Milling Vise. While there are many manufacturer's of such vises, the poster child is Kurt who shipped their first “Kurt Vise” in the 1950's.
For much more in-depth coverage of Machinist Vises, see our Complete Guide to Machinist Vise. It's chock full of great info.
Plates, Plate Fixtures, and Clamps
As useful as vises are, they have a sweet spot for part size. They have a difficult time with really large plate work, though as mentioned you can move the jaws to the outside positions for medium-sized plates. And, they can also be less than optimal for very small parts. Sure, you can fit multiple parts in a set of Soft Jaws, but the space between adjacent vises and the space required for the vise mechanism makes it hard to fully fill the table with as many small parts as you might otherwise be able to.
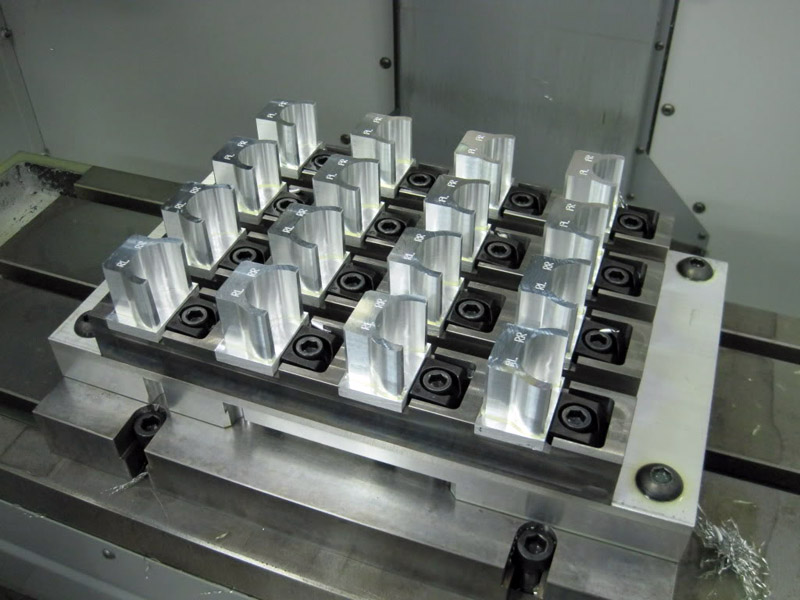
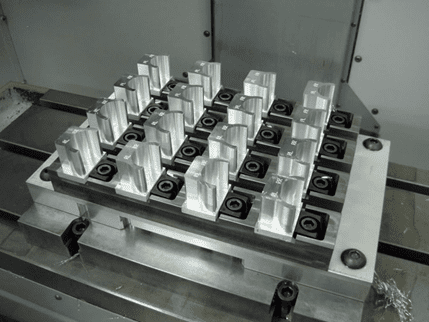
It's hard to achieve this dense packing of smaller parts with a vise, but a plate fixture makes it easy. This one uses Mitee Bite Pit Bull clamps. The effect is not unlike tiny milling vises designed to fit each part just right.
When its time to machine large plates or a great many small parts, it's usually time to pull the vises off the table and use a workholding solution based on cnc clamps.
Step Clamps
The most common type of clamps are called step clamps because they have little steps machined on them. They're commonly used with T-Slots, although you can also use bolt them into a Tooling Plate. Here are some typical Step Clamps:
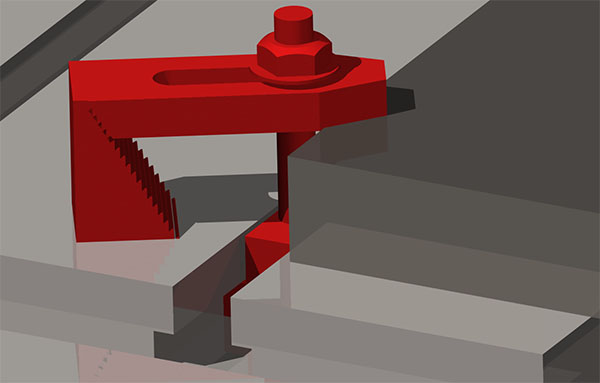
Step Clamp holding down plate, step block supporting end of clamp, and bolt goes through T-Slot Nut...

A typical Step Clamp Set...
Pictured is a typical Step Clamp Set. It can be handy to stock up on a an extra set so you've got more clamping parts to work with. By stacking the Step Blocks and using longer bolts, you can clamp workpieces that are quite tall. When using step clamps, keep the bolt close to the workpiece rather than the step block. Also, it can be helpful to angle the clamp down on the part by raising it up a step or two from level. You may also want to put a shim of soft material between the clamp and the workpiece if you want to avoid marring the workpiece. Soda can makes a great shim for this purpose if you slice out some strips with your snips.
Toe Clamps
Step Clamps grip the top of the workpiece, which is sometimes inconvenient because you might need to machine the area being gripped. Toe Clamps grip the side of the workpiece to give you full access to the top of the workpiece. There are a wide variety of different styles available:

This toe clamp moves the clamp down a ramp when tightened to press against the workpiece...
These Mitee Bite Edge Clamps have an eccentric bolt head that forces the hex against the workpiece as you tighten it...
Tab Supports: Workholding Via CAM Software
What if your CAM software could solve some major workholding problems for you, wouldn't that be neat?
Turns out some CAM software can help out with workholding quite a lot by automatically creating tabs. Here's a video of MeshCAM's facility for creating tab supports to help machine a part that has to be machined on 2 sides and is awkward to hold otherwise:
Using MeshCAM to add tab supports so you can machine a part on 2 sides...
We offer MeshCAM at CNCCookbook because it's one of the easiest to use CAM packages there is.
We offer MeshCAM at CNCCookbook because it's one of the easiest to use CAM packages there is.
Double Sided Tape, Glue, Wax, and Low Melting Point Alloys
Some workpieces can be very difficult to hold because they're too thin or because their shaped so there's just no way to clamp on. Some solutions for these situations are in the form of Double Sided Tape, Glue, Wax, and Low Melting Point Alloys.
The Glue needs to be something that will release when needed. For example, Super Glue releases at a particular temperature just like LocTite. The fumes from it are toxic, so take care to release with plenty of ventilation. Double sided tape can work great, especially for really thin materials.
Wax and Low Melting Point Alloys (typically Bismuth alloys) can be used to embed the workpiece and create grippable area. When the machining is done, one can melt the wax or alloy away and save raw material for reuse.
Vacuum Fixtures
Need to apply uniform pressure to hold a part down? Maybe a vacuum fixture is the answer. Sea level air pressure is 14.7 lbs per square inch. A vacuum fixture pumps a vacuum under the part so that air is pressing down on every square inch of the top with 14.7 lbs of pressure. That can create considerable holding force if there is enough surface area regardless of the shape of the top or how thin the material may be. We have a nice article on how to create your own vacuum fixtures that's very popular. For more in-depth information on vacuum workholding visit our Vacuum Table Page and our DIY Vacuum Table Page.
Perhaps the biggest disadvantage of vacuum fixtures is their hold-down force is limited by surface area–that means small parts can pop off relatively easily. When cutting forces exceed the hold-down force a vacuum table can pull, the part pops off and is generally ruined. This is a common problem for vacuum table users, especially for smaller parts that don't have much surface area.
Until now, fixing the problem has been hit or miss, but our G-Wizard Calculator software now has the ability to limit cutting forces from the cutting tool to what your vacuum table can handle. Using this tool can be a real revolution for your own manufacturing operations process For more information, check out our article on this special feature.
Chucks and Collets: For Round Parts
While we typically think of machining round parts on lathes, there are many times when you may need to mill them as well. If you've got a Mill-Turn machine, it may not be necessary to put them on a mill, but if you don't, or if you just need to work on some round parts on the mill, you can use the same workholding solutions Lathes use. Just bolt or clamp them down to your mill table. For example, use a 3 jaw chuck or a bank of collet chucks.
Lathe Chucks are particularly common on 4th Axes because we often start from round stock.
Every now and then we put round parts on the mill because it's just downright faster. Consider this setup for CNC machining round parts:
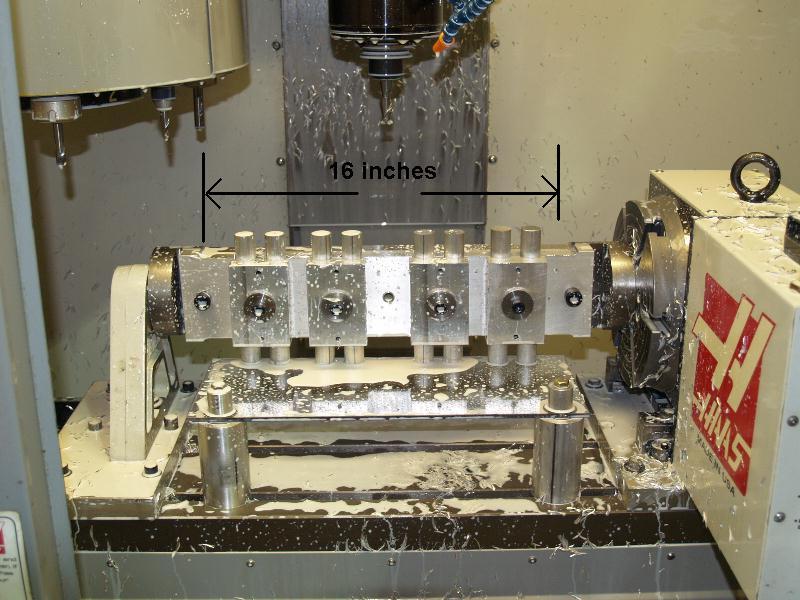
I never would have guessed it, but Geof on CNCZone says the following 4-axis mill set up was able to machine these aluminum bars to length, ensure the faces were square, and drill and tap a hole faster than he could do it in a lathe. You can imagine each of those round parts being a 5C collet and suddenly you fit quite a few more parts on your 4th Axis. There's probably room to do them on all 4 points of the compass on a rig like this. Talk about making the machining process more efficient!
Expanding Mandrels, Arbors, and Studs
Toe Clamps are one solution to keeping the workholding away from the milling, but we can do even better using expanding mandrels, arbors, or studs. The idea is to put an expanding cylinder in a hole on the underside of the workpiece and expand it to lock the workpiece in place. Once that's done, you can access the workpiece from every direction except the bottom without encountering the workholding (do remember where the mandrels are though so you don't have one in the middle of a pocket waiting to be hit!).
Here is a cnc fixture using expanding studs:

Turn the bolt opens the expanding stud so it can clamp the workpiece...
There are a wide variety of these kinds of gizmos available for your workholding needs. They're particularly common for lathes, but as we mentioned, you can use lathe workholding all day long provided you find a way to mount it to your table.
5-Axis Workholding
5-Axis workholding, like most things 5-axis, is a whole other world. I won't go into any detail here other than to say you need different kinds of workholding when you can access a part from virtually any direction. It becomes more challenging in this kind of workholding that the workholder not get in the way of milling the part.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.