Our final survey for 2014, which almost did not make it as it was launched on December 31st, aimed to investigate the techniques people were employing to secure their work-pieces (such as vises, clamps, fixture plates, and more) onto their milling machine tables. Here are the findings:
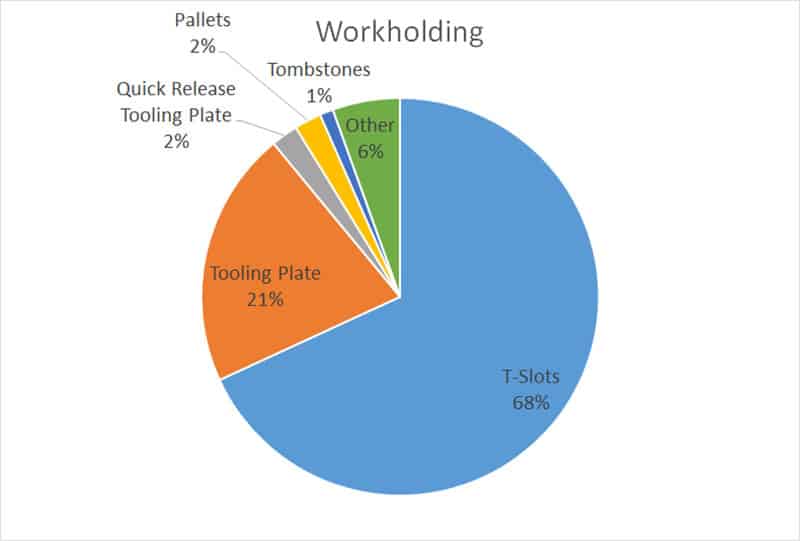
How do you affix workholders (vises, clamps, fixture plates, and so on) to your milling machine tables...
Not surprisingly, the most common method was T-Slots at 68%. I had expected this number to be higher, but some 26% use a method that allows for extremely rapid change of setup on a machine. In a low volume high mix situation, common for job shops, being able to rapidly change your setups is worthwhile competitive advantage. The less time a machine is down before it can start on the next job, the sooner you're making money with it again.
The other category largely involves CNC Router situations (spoil boards and vacuum tables) which this survey was not very well set up for. We should do a separate survey for the router crowd and I'll bet we'd find interesting results there too.
For more surveys and results, try our CNC Survey Home page.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.