CNCCookbook's G-Code Tutorial
Introduction
Remember the Coordinate Transformation Pipeline, which transforms coordinates in g-code into the active coordinate system utilized by the CNC machine for movement:
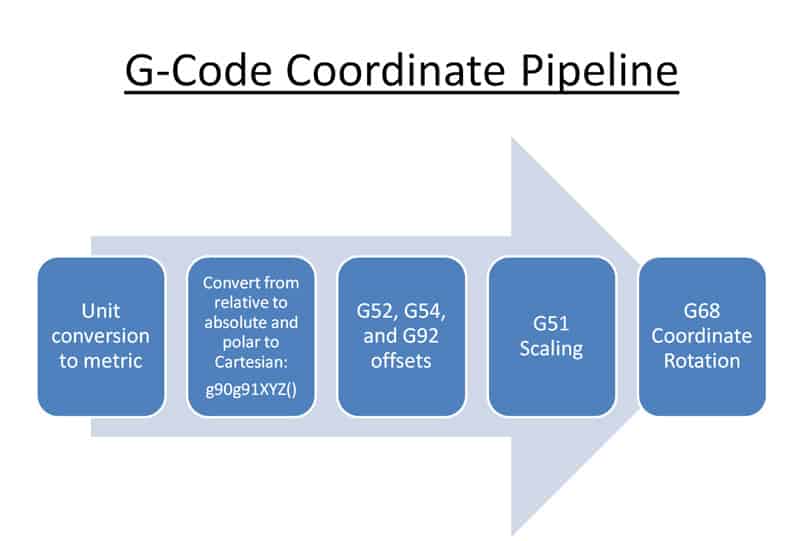
The 5 Step G-Code Coordinate Pipeline...
This chapter on g-code programming is all about G52, G54, G92 and related work and fixture offset commands. After the prior steps in the pipeline, our coordinates have been converted to the proper units (Imperial or Metric), converted to absolute coordinates (via G90/G91 status) and now we're ready to offset those coordinate systems to the actual work location.
Why Offset Coordinates to a Work Location?
Why would we want to offset the coordinate systems to a work location?
Think of work offsets as being like bookmarks. They identify places in your cnc machine's work envelope (the range of positions it can move to) that are of interest.
For example, suppose we have 4 machinist's vises on the table capable of holding 4 parts for machining. This can speed up production as we can stick 4 workpieces in the vises, push the "Start" button, and not have to worry about it until the cnc machine has finished 4 parts. This requires much less effort than swapping out every single part as it is finished.
What would a cnc program for such a 4 part setup look like?
Well, ideally, we don't want to have to change the CNC program to handle the coordinates of each part position. We'd like to write the CNC program relative to part zero, and then let some other function magically change the active coordinate system as we work on each part. After all, they're just shifted over relative to one another, but other than that, the CNC programs would be identical. Being able to do this is extremely handy in scenarios where you need to offset one or more axes.
A specialized fixture may be set up for a number of part positions, and it may be intended that each position have a work offset assigned to make it easy to program g-code for the fixture. The most complex examples of this are 4th axis and tombstones that may even combine different kinds of parts and use a variety of offsets to keep it all straight.
Sometimes there are offsets associated with some feature of the cnc machine. Maybe you've mounted a tool sensor at a particular place on the table and used a work offset to keep track of that location.
Dealing with those kinds of situations is what offsets were made for.
How Are Work Offsets Specified in G-Code?
Basic work offsets are very simple to specify: simply enter one of G54, G55, G56, G57, G58, or G59. Most cnc machines startup with G54 selected. It's a good practice to put a G54 into the safety line at the top of all of your g-code programs to make sure you know what work offset is being used unless you have reason to want to leave that aside.
When you execute the work offset g-code, the XYZ offset will be added to all of your coordinates from that point forward. Note that this does not cause any motion-the next move will be relative to the new offset.
Let's return to our 4 vise setup. You might want to set 4 offsets to be the coordinates of the left rear vise jaw corner of each vise. You want to choose the non-moving jaw because that one's position is more accurate. Use an edge finder or probe to locate the position of that vise jaw corner and then set that work offset based on the way your cnc machine controller sets up offsets. Once you have G54 through G57 set to the four vise jaw positions, you're ready to go.
You could issue a work offset manually based on which vise you stick the workpiece in, but it's more productive to do it right in the g-code. The overall scheme looks like this:
G54
( Code for part in first vise )
G55
( Code for part in second vise )
G56
( Code for part in third vise )
G57
( Code for part in fourth vise )
G54, G55, G56, and G57 each establish a new active coordinate system that subsequent g-code uses to determine current position (or current extruder position if working with a 3D printer).
For now, you'll probably just cut and paste copies of the code. Assuming your cnc machines control supports them, once you learn to use subprograms, you can keep one copy of the part code, and call it as a subprogram from each work offset block. By way of example, here's how a subprogram setup might look to make 4 identical parts with wooffsets:
G54
( Call the part subprogram )
M98 P2000
G55
( Call the part subprogram )
M98 P2000
G56
( Call the part subprogram )
M98 P2000
G57
( Call the part subprogram )
M98 P2000
M30 (Stop the program )
O2000 (Part Subprogram)
( g-code to make a part )
M99 (Return to Main program)
As you can see, subprograms can make it very slick and easy for you to make a lot of identical parts.
Extending the Number of Work Offsets
With G54 to G59, you have 6 work offsets. That's pretty helpful, but what if you have even more parts to be made. There might be room for dozens of small parts on a big fixture plate for a CNC machine with long travels.
Over the years, the makers of CNC Controllers have come up with several ways to extend the syntax to allow a lot more work offsets. One common approach is to use "G54.1 Pxxx" where the "xxx" is a number. Typical ranges for the number are 1..48 or 1..300. You'll want to look up the specifics in your cnc machine's programming manual. To use work offset #45, you'd simply issue the following g-code:
G54.1 P45 ( Use Work Offset #45 )
Some controls allow the ".1" to be omitted, so you could write "G54 P45".
Using this new syntax, you get the original 6 offsets plus however many more new offset are available.
Extra Offsets for Haas CNC Machines
Haas allows G110..G129 to reference offsets just as G54.1 Px does.
Setting Up G-Wizard Editor's Work Offsets
GW Editor offers a number of Work Offset options that may be customized in the Post. Reading over them will give you a good overview of how the many g-code dialects handle work offsets.
Here are the relevant post variables that control new offset schemes:
Offsets.G54toG59Offsets
Set this checkbox if your controller allows G53..G59 g codes.
Offsets.G54Mach3Offsets
Mach3 allows the syntax G59 P1..P255 for an additional 255 offsets.
Offsets.Okuma
Okuma controls use G15 H0..H50 for their work offset syntax.
Offsets.OkumaOneShot
These offsets are used once and then the system goes back to the prior offset that was used. The syntax is G16 H0..H50 for a one shot work offset.
Offsets.Plus300Offsets and Offsets.Plus48Offsets
As mentioned G54.1 Pxx is a popular syntax for more offsets. xx may range from 1..300 or 1..48. You can also set the Haas G110..G1xx offsets on the 1..48 tab where they are called out.
Offsets.G110HaasOffsets
Haas allows G110..G129 to provide additional offsets beyond the basic 6.
Offsets.G154HaasOffsets
In addition Haas allows the syntax "G154 Pxxx" where "xxx" is number from 1..99.
More G-Wizard Editor Tools for Work Offsets
The whole purpose of G-Wizard Editor is to make all this g-code programming easier, right? Well, here's what we've added to make using work offsets easier:
Work Offset Hints
The Hints feature in G-Wizard Editor tells you what a line (what’s officially called a “block”) of g-code does in plain English. It’s really handy when learning g-code, but it tells you all sorts of things that just aren’t in the g-code even if you know how to read it already. For example, on an arc, it calls out the arc center as well as a bunch of other information. In this latest release, when a new work offset is put in place, it tells you the XYZ coordinates of the Work Offset. Something like this:
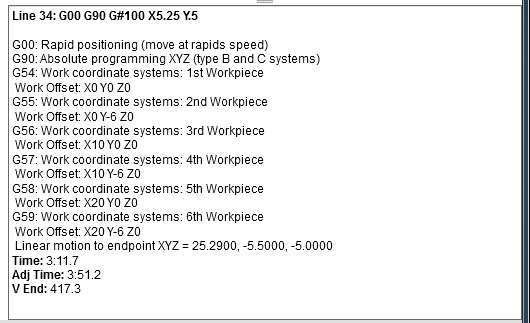
This gcode sets several work coordinates as part of a loop and each of them is recorded in the hint…
That hint is particularly nifty because the offsets are being set as #variables. The line G#100 executes a gcode based on the value of variable #100. In this case, the value goes from 54 to 59, so we set all the offsets from G54 to G59. You get to see the Work Offset X axis, Y axis, and Z axis coordinates for each value of the variable below. That can be really helpful in a sophisticated gcode like this one in helping understand what’s going on and keep up with the active coordinate system.
Work Offset Editing + Haas G110..G129 Offset Editing
By defaults, the offsets are all zeroes. This isn’t very interesting, so you’ll want to set real work offsets just like you do on your CNC machine. Doing so is easy. Go to Setup Post Variables and click the sub-tab for the type of Work Offset Variables you want. Here’s the one that corresponds to G54.1 P1..P48 on Fanuc CNC controls (and similar) :
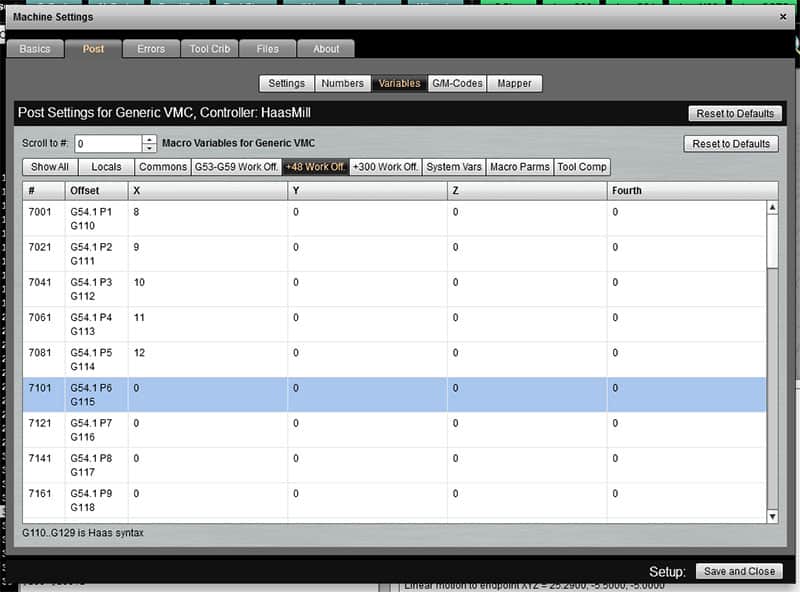
The Work Offset Editor…
In the Work Offset Editor, you can enter XYZ values for each offset, see which #variables correspond, and also see which ones go with the Haas G110..G129 g-codes. Pretty handy stuff.
Work Offset Spreadsheets
Here’s on more goodie if you work with #variables a lot. GWE stores those variables in spreadsheet CSV files. This means you can open up the file to see all the variables laid out at once. You could even substitute a file to set up for different jobs. To find these files, go to the Setup Files tab. All the setup files are called Preferences files and that tab tells you the directory where they are kept.
G92 G Code: A Programmable Temporary Work Offset
Suppose you want a programmable temporary work offset. There are a lot of ways to accomplish this, but one that is tried and true is to use G92. The G92 g code establishes a new offset based on the offset coordinates you provide. So, if that vise jaw corner we've talked about is located from the current tool position at offset X10Y10Z0, you could execute the following:
G92 X10Y10z0
Now the coordinates of the vise corner are X0Y0Z0. You've just established your own work offset using the G92 g code.
To cancel the G92 offset, just program the opposite offset using another g92:
G92 X-10Y-10
Some cnc machines have special g-codes to cancel the G92. G92.1 is pretty common for that purpose.
So, here are the parameters used by G92:
- X: Offset in the X-Axis
- Y: Offset in the Y-Axis
- Z: Offset in the Z-Axis
- A: Offset in the A-Axis
- B: Offset in the B-Axis
- C: Offset in the C-Axis
Note that G92 is additive to ALL of the G54-style work offsets that may already be in effect. That's why it is called a "temporary work offset."
Let's consider another example where a G92 or one of the other ways of programming a work offset might be handy. Let's suppose you have a fixture plate that has a grid of parts on it. You know in advance that the parts are 4 across and 2 down, so there will be 8 parts. The plate is made so that the X and Y distance between each part is constant (within tolerances of course). So, the parts are maybe 5 inches apart in X and 5 inches in Y.
Since G92 is an offset from the current tool position, we move the tool to part zero on the first part at the beginning of the g-code program. We can then use G92 to add offsets relative to that position, 5 inches in X and 5 inches in Y for each part as we step through them. Pretty handy, huh?
Note that G92 is available on mills and some lathes, but most lathes use G50 for this function.
G52: Offset the Offsets
Given the number of features associated with offsets on CNC machines, it must be obvious how handy they can be. So much so that there are a lot of different ways to achieve similar results. Suppose you've set up offsets for each part on the table, perhaps using an edge finder. Now further suppose each part has some identical features located at different points on the part. You could use even more work offsets to identify those identical features so you can use the same g-code to machine them, or you could use G52 to create a temporary offset on the offset. That might look like this:
G54 (Select the work offset for the part)
G52 X10Y10 ( Select an offset from part zero for the first feature. That feature is now at part zero after G52. )
(Machine feature)
G52 X20 (select another offset from part zero for the second identical feature)
...
G52 X0Y0 (Turn off the G52 offset so things are back to "normal")
I'll bet you can see where G52 would come in handy right away, right?
G10 to Set Work Offsets in G-Code
G10 is a handy g-code that lets you program the G54 style work offsets from within your cnc program. The typical syntax would be:
G10 L2 Poo Xxx Yyy Zzz
Where "oo" is the work offset number, "xx" is the X axis offset, "yy" is the Y axis offset, and "zz" is the Z axis offset.
For full details on how to use G10, see the special chapter of our G-Code Course.
Tip:
If you have an older control that doesn't have very many offsets, you can use G10 to reuse the available offsets with different coordinates.
Work Offsets and Macro Variables
On CNC machines that allow parameterized programming, there are usually also macro variables that correspond to each coordinate of each work offset. On a Fanuc CNC control, for example, the following variables are used for G54:
#5221 G54 X Axis Offset
#5222 G54 Y Axis Offset
#5223 G54 Z Axis Offset
#5224 G54 Fourth Axis Offset
You can access these variables to see what the values are or to change them.
Stop Using Work Offsets Entirely With G53 G Code
To stop using the offsets, use G53. This forces the machine to use the machine zero coordinates with no offset whatsoever as part zero. This is not done very commonly, but it is possible to do so.
Work Offset Alternative: Relative Coordinates
Another way to avoid using a work offset is to use relative coordinates. The idea is to position the operation in absolute coordinates then switch to relative coordinates in the code that would've used an offset. You can learn more about relative coordinates in our chapter on g90 g code and g91 g code.
Frequently Asked Questions (FAQs)
What is G54 and G55?
G54, G55, G56, G57, G58, and G59 (referred to as G54-G59) are a group of CNC g-codes that specify the "work offset" or location of the workpiece on the machine's table. Suppose you had 4 vises mounted on the table and wanted to make the same part in each vise. You could set the vice locations to G54, G55, G56, and G57 and use work offsets to make each location look identical to the rest of the g-code.
Is G54 Modal?
Yes, G54 is Modal. Once it is set, all subsequent moves are affected, at least until a different work offset is set.
What is the G-code G57?
Sets a specific location in the CNC as the zero location of the program.
What is G54 used for?
The G54 command tells the CNC machine where your part is located. It does so by setting the work offset zero location to be used by the g-code program.
Conclusion
Now you know how to use Work Offsets, which make it easy to set up for making multiple parts or quickly accommodating multiple fixtures on your cnc machines.
Exercises
1. Set up GW Editor to use your controller's work offset syntax.
2. Write a cnc program that uses multiple offsets to create multiple identical parts. Set the values of the offsets in G-Wizard Editor by changing the #variable values for the offsets so you can see all the parts on the backplot.
Try the Free Trial Version of G-Wizard CNC Program Editor...

No credit card required-just your name and email.
Next Article: Helical Interpolation: Making holes bigger than any cutter you've got
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.