Vacuum Chucks, Fixtures, and Clamping Systems can greatly boost productivity in any shop setting, and they are particularly useful for quick prototyping and sheet work such as signs and electrical panels. In turning processes, vacuum chucks are favored for turning wooden bowls and spheres as they can secure the piece without damaging its surface.
Note: If you're looking for information on CNC Router Vacuum Tables, we have a page for that too.
Example of a Shopmade Vacuum Chuck for Fixturing on a Vertical Milling Machine
I've been interested off and on in vacuum chucks and fixturing for quite a while. My first contact was a great article showing how to build a vacuum table over on the MicroSystemsGeorgia web site and it was the impetus for several hours spent researching this method of fixturing.
Let's go over that work in detail because it gives a great overview of how vacuum chucks and fixturing work. Here is the vcuum table design by Chris Kokourek that got me going:
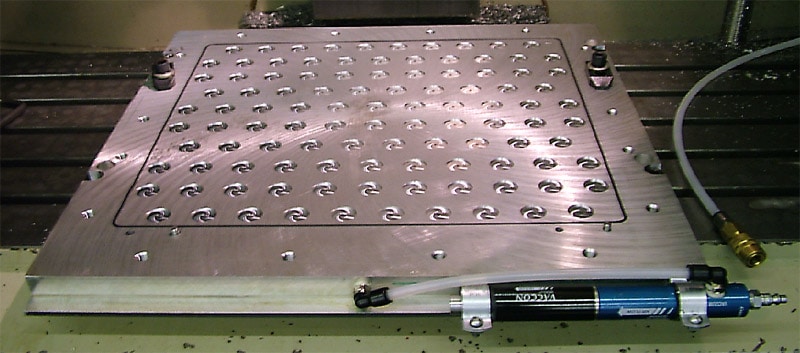
The vacuum table mounts on the VMC table with the usual T-Slot hardware. That outside groove was done with a 1/8" ball nose end mill and is used to hold rubber cord that seals the edge. The round vacuum ports are milled 1/16" deep and each one has a hole in the center leading to the passages behind...

Any vacuum system needs a vacuum pump, and this one uses a venturi vaccum pump. It takes compressed air (20 CFM) and uses a venturi to generate the vacuum. In addition, it tries to silence the noise a bit. Not cheap, but some of these are available on eBay.
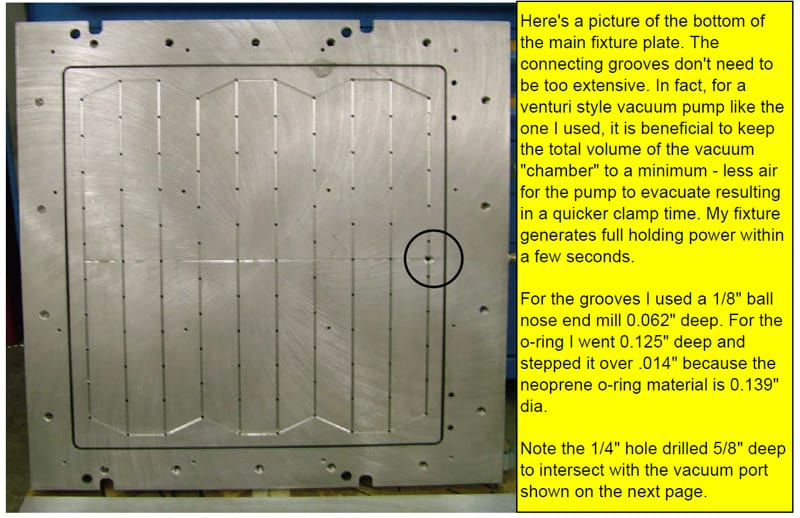
Here are the air passages on the back side of the vacuum table...
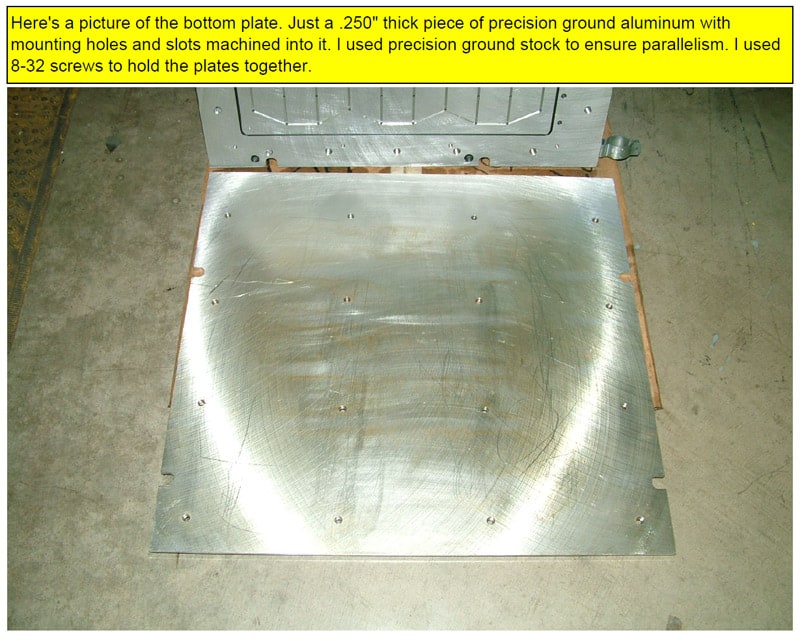
The air passages are sealed with a simple plate...
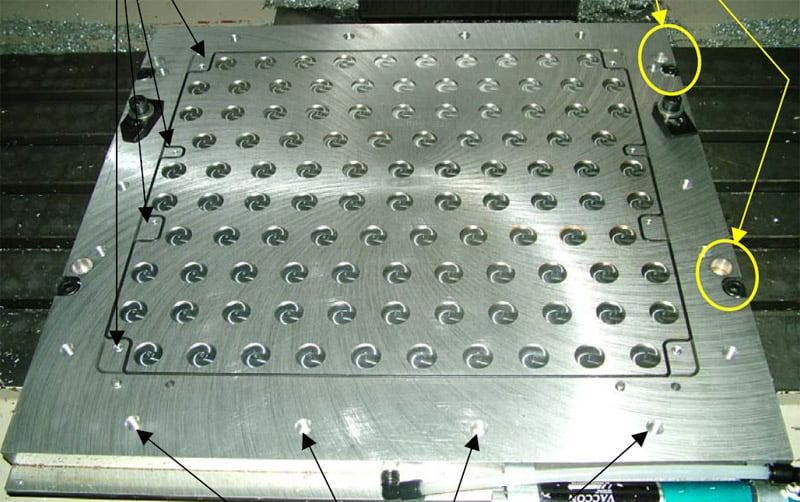
These are the changes Chris made to get to his 2nd generation vacuum table:
Fewer holes. Originally there were holes around every edge to use additional clamps. The clamps are needed to prevent the work from sliding sideways from milling forces. But, he discovered the two clamps shown on the table were sufficient to prevent the sliding. Filling the holes means one less place for liquid coolant to collect and splash back if you use an air hose to clean the chips.
He re-routed the groove for the outer gasket so there are no open bolt holes, hence it is inset around the holes. If you don't do this, you have to tape the holes on the workpiece or you have a vacuum leak.

Chris has provided some dowel pins to repeatably locate the workpiece on the vacuum table. You'd think these would help minimize the sliding tendency as well. Or, you could put the dowel pins along two edges and butt the workpiece up against them to locate it.
A nice vacuum table like this could save you a lot of time loading and unloading your work-perfect if you do a lot of work with large plates!
Build Vs Buy Your Vacuum Chuck or Fixture
Vacuum Chucks and Fixtures are pretty easy to build. You're just making holes and cutting grooves in flat plates for the most part. But, time is money and it may make sense to purchase your vacuum fixtures ready to go.
Vacuum Chucks and Fixtures can be had off-the-shelf in a variety of configurations ranging from plates to round chucks to vacuum tombstones:
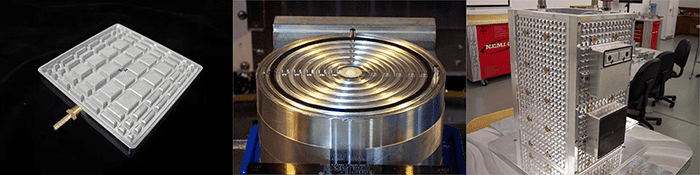
Vacuum Plate Fixture, Round Chuck, and Vacuum Tombstone from Nemi...
Vacuum Pallet Changers
Another great application for a vacuum system is to set it up as a pallet change. It's function is to make changing setups fast and easy. Here is a typical system from Pierson Workholding:
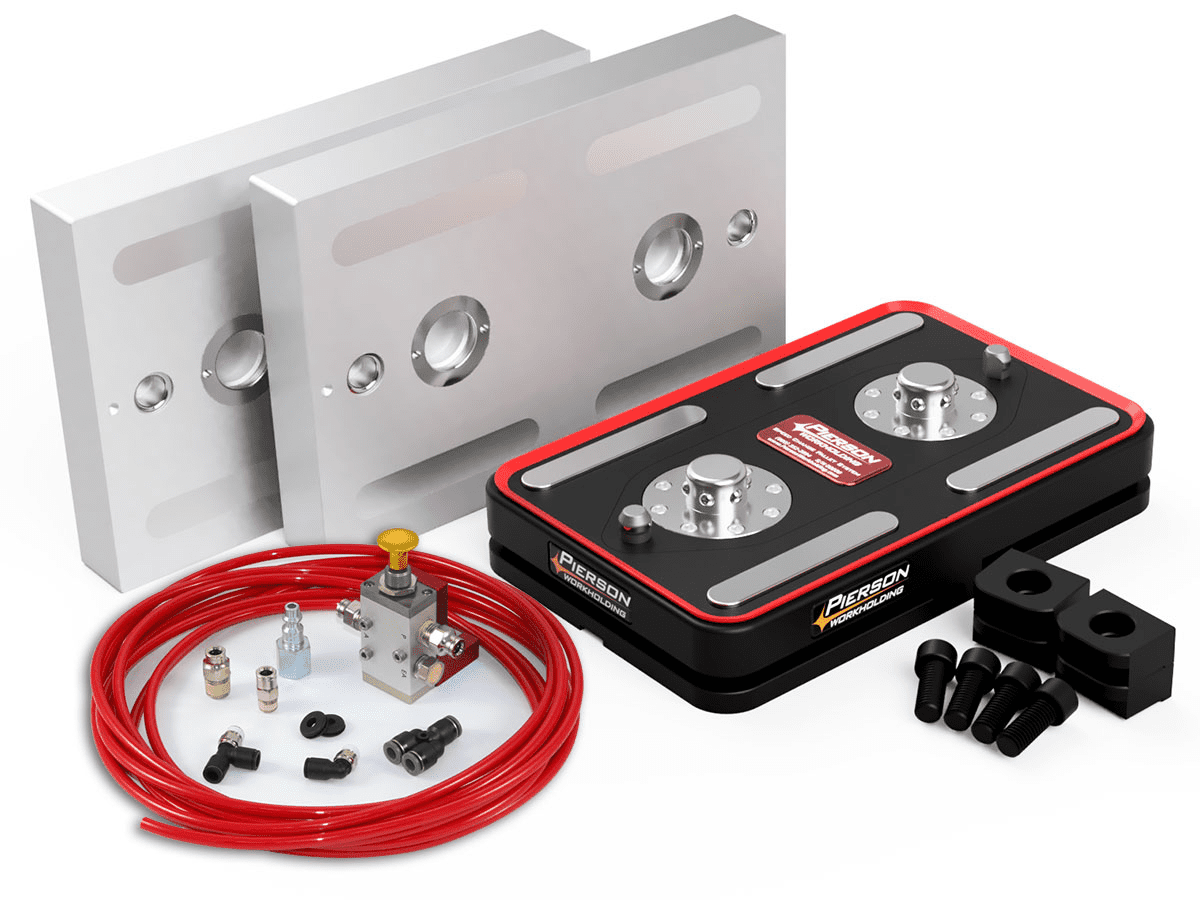
The black plate is the base, and is mounted to your VMC Table. Also shown are two machinable fixture plates.
With a system like this, the vacuum keeps the fixture plates locked onto the base. But, bleed the vacuum and you can instantly unlock the fixture plates and change to some other workholding solution.
Vacuum Chucks for Woodturning
Woodturning of bowls and spheres is another application that benefits from Vacuum Chucks. Here's a typical vacuum chuck for lathe as sold by Woodcraft:
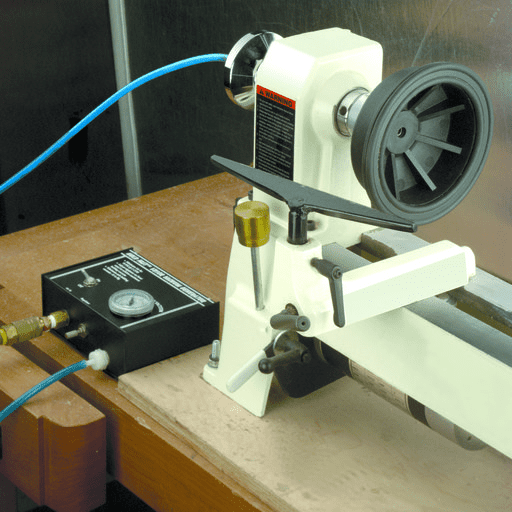
It's important to note that wood is a porous material, and some is more porous than others. If the wood leaks too much vacuum, the part will not be held securely. Even with relatively non-porous wood, a vacuum chuck doesn't hold as securely as a chuck with a mechanical lock on the part.
DIY Vacuum Chucks and Fixturing
In this section I have collected tips, techniques, and article links useful for those who want to DIY a Vacuum Chuck or Fixture.
- One post suggests using Gast rotary vane vacuum pumps. This may be a lot quieter than a compressed air venturi pump and a cursory look at these pumps on eBay suggests they don't cost any more. You'll probably want to pair one up with a tank so there is a little extra capacity, so that would increase the cost a tad. If you do use a pump on a machine with flood coolant, you'll also need to figure out some way to keep coolant out of the pump.
- The same thread suggests All Star Adhesives for gasketing supplies to use in conjunction with vacuum fixtures.
- From the same thread, here are some pix of a vacuum table used for diamond drag engraving small plates:

The white material is an open cell foam used for gasketing. Note that it is also in the center to support the workpiece from bowing. Each pocket holds a workpiece...
- Long-time contributor Geof converts a compressor to a vacuum pump for some serious capacity. Here is his vacuum table with improvised coolant trap (important to avoid screwing up the pump!):

Household water filter serves as a coolant trap for the vacuum line...
Converting a compressor like this results in a much more efficient vacuum pump than the venturi systems, but you do have to be pretty serious about vacuum fixturing and have a spare compressor laying around somewhere! Interesting thought: to pull a vacuum, the compressor must overcome a pressure differential of 14.7 lbs per square inch. To compress to normal shop air pressures, it needs 10x that much pressure differential. Doing duty as a vacuum pump is much easier on the compressor. Geoff suggests a 2HP converted to vacuum pump is plenty. He just happened to have the 5HP available.
- Vac-Magic is Mitee Bite's vacuum pallet system:
- Advice from TXFred on CNCZone about using vac tables:
1. Only a single vacuum port is needed unless you plan to set up multiple pieces at a time. I put the port near the bottom left corner, and made that corner the origin for all my programs. You can see that I put in lots of holes for ports. This was a mistake, because I had to divert the gasket around each one of these holes.
2. I used 1/8" closed cell foam tube from MSC as my gasket material.
3. The grooves were milled with a 1/8" end mill. Feedrate was kept low to create the smoothest possible surface.
4. Face the top after the grooves are milled. Then chamfer the edges of the grooves, or they'll tear up your seal. Round the corners of each raised square, for the same reason. Once that's all done, flip it over and face the bottom.
5. The grooves should be spaced so that the distance from the outside edge of one groove to the opposite edge of the next is a fraction of an inch. Your stock will likely be measured in whole inches. You need to be sure that the stock completely overlaps the seal. If your grooves are on 1/4", 1/2" or 1" centers, this won't happen.
6. The grooves should be about .08" deep or less. The foam compresses a lot, and you want a good seal. I made my grooves 0.1" deep, and sometimes had a hard time getting a good seal. Put a vacuum gauge on your pump so you can verify the seal. Also put a ball valve on the pump, so you can quickly apply or release vacuum without power cycling the pump.
7. The Harbor Freight vacuum pump works fine, but does put out some oily smoke. Also, it is not compatible with flood coolant. It will inhale any coolant that leaks past the seal, and that coolant winds up in the pump's crankcase. [Fred also mentions filling his coolant trap with flood coolant very quickly, about 1 minute!]
8. When programming, touch off your Z to the table, then jog up to set your zero. Since your zero is relative to the table, you can do clever tricks like cutting almost all the way through material without breaking the seal or milling into the table. And when you're done you can break the material into pieces along the lines that you milled.
Scary Vacuum Fixture Mishap
Any workholding solution has major problems when a part breaks loose. But vacuum chucks and fixtures can be more prone to it unless special precautions are taken.
I jumped about two feet when this plate broke loose from the vacuum fixture while the pocket floor was being machined.
Here's a still frame of the plate in mid-air:

He had actually dialed things back quite a bit to try to keep it happy, and I would have thought the majority of the worst cutting forces were done, but the part still broke loose. Nobody harmed, fortunately, but the part was scrapped.
That cutter grabbed the part, lifted it off the table, and had it spinning fast not long after. In this case, the part was light enough and the cutter large enough diameter, it all held together long enough to hit the E-Stop.
A heavier part might have broken the cutter right away and gone sailing off into the enclosure. A super heavy part might've sat there without spinning at all and just shifted a bit.
It's always scary when a part gets loose from the workholding (especially big parts on CNC Lathes-oy vey!). Enclosures and definitely eye protection are important.
So what's the cure?
Your holding force is proportional to the amount of vacuum times the surface area it can act on. Stronger vacuum helps, but you can only get strong to a point. A perfect vacuum gives you 100% of your atmospheric pressure pushing down on every square inch of the part that has vacuum. Getting a stronger vacuum is a function of having a strong enough pump and making sure leaks are minimized.
More surface area for the vacuum is ideal and can often increase holding force more than increasing the vacuum. If the gaskets crush so the workpiece sits directly on the vacuum fixture, there's not much surface area for vacuum to work with-just the area of the grooves. Ideally, you want the entire under surface area of the part to have vacuum so you generate a lot more holding force.
Another answer is to limit cutting forces so they don't exceed the amount of downforce the vacuum fixture can create. Our G-Wizard software has a built-in mini-calculator that is aimed at doing just that.
Here's what the Vacuum Mini-Calc looks like:
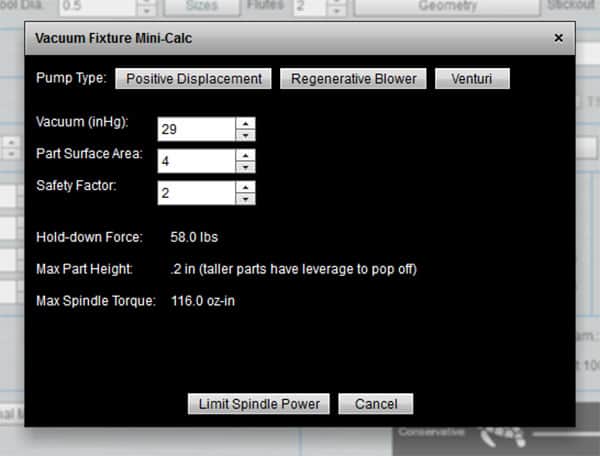
G-Wizard Table Vacuum Cutting Force Calculator...
The calculator is pretty simple. First thing it wants to know is your pump type:
- Positive Displacement
- Regenerative Blower
- Venturi driven by compressed air
These are the common vacuum pump types nad each one produces a little different amount of vacuum. If you have a vac gage you can even enter the exact amount into the vacuum field.
Next, you want to enter your part’s surface area. Easy for square parts. For irregular parts, your CAD package can almost always calculate the area. Note that if your vacuum fixture is aluminum or something non-permeable, you actually want the surface area of the vacuum chambers under the part. It’s okay to estimate this information without getting too crazy, as the very next thing is a safety factor. By default, we use a 2x safety factor on the calculator. So whatever we calculate the hold-down force to be, we will halve that (or divide by whatever factor you give) just to give some margin for error and things like vacuum leaks.
Note the “Max Part Height” info. This is valuable because tall parts with not very big bases are tough on vacuum fixtures. When you machine the part that’s way up high, you gain leverage against the hold down. Such parts are not the best idea for a vacuum fixture, and if you exceed the height, I would hump up the safety factor to be sure things stay put.
The last thing is G-Wizard Calculates the maximum spindle torque. Here again, we make a fairly conservative assumption in these calculations. We are protecting against ALL of that force being translated into an upward force that pulls the part off the table.
Okay, now here’s the nifty part. Click the “Limit Spindle Power” button and you come back to G-Wizard. When you do, you will see the torque limit of 112 oz-in. Now any feed and speed you calculate will be automatically adjusted to stay within that limit so the part won’t pop off the vacuum table.
Having the ability to limit cutting forces with a safety margin can really help with vacuum fixturing!
If you've never tried G-Wizard, check out our free 30-day trial-it's chock full of useful utilities for CNC'ers. And the best part is even if you don't purchase, you get to keep a lot of the calculators fully operational after the trial ends for free.
Tips for Machining with Vacuum Chucks and Fixtures
Tip #1: Plan how to avoid releasing vacuum during roughing
When you cut all the way through the workpiece, the cut can bleed off vacuum which can cause the part to break loose.
Gaskets are often used to "zone" the vacuum area and limit the bleed off. For example, you might gasket just inside the finished out edge of a part and any through-holes in the part.
Another approach is called "onion skinning". Do your roughing, which has the heaviest cutting forces, without cutting all the way through. Leave a very thin floor of material that is cut by a final finish pass using very low cutting forces.
Even if you do cut all the way through, you may want to leave tabs that limit the parts ability to move and potentially pop loose.
Tip #2: Keep it clean!
Dust, grit, and other contamination will make it harder to hold the vacuum seal. Keep all surfaces clean!
Tip #3: Use locating pins as stops for repeatability and to stop sliding motion
Need to flip parts on a vacuum table and keep things lined up? You’ll need to provide some way to align the parts. Dowel pins are a common solution. Either put holes in the parts and table (sacrificial MDF bleeder board only!) that match up with dowel pins for alignment, or arrange the pins to act as work stops against the part sides. Using the part sides only works if the part is symmetrical so flipping it will still line up against the same stops. But if you can use pins in holes in the part, you can arrange the holes to be symmetrical regardless of the part shape.
Tip #4: Consider a backing material that resists slip and keeps you from cutting into your vacuum chuck
There's a product called "VacuCard" that is essentially a paper separator that goes between your part and the vacuum table. One of my long time readers uses cereal box cardboard:
I’m working on a 4’x4′ CNCRouterParts machine. I purchased the basic model, and have added to over time. I’m using a Bosch router rather than a spindle – being in the garage in Alberta it seemed like the best choice.
Anyways, I’ve been cutting type out of acrylic. To aid with hold down I made a vacuum table, using a shop vac as the pump, and it has served me well; however, despite the use of dial indicators and surfacing I haven’t quite gotten the z accuracy down to the 0.003 that it requires in order to use the plastic backing on the acrylic as a fixturing aid. If the bit is just too high I end up with an edge around some of the type. If the backing is cut, vacuum is lost, little parts fly around the garage, the vacuum table surface is marred, etc.
Recently I discovered a way to alleviate my troubles. I cut the panels from a cereal box, and using spray glue I affixed them to the plastic backing of the acrylic – in essence, creating a cardboard spoilboard. The cardboard is thick enough that I can cut into it without cutting through it. I glued the plastic to the raw side, and used the coated side to aid with achieving a solid vacuum hold. Problem solved.
The cardboard has very little flex, but it is enough that the plunge speed may need to be adjusted so it doesn’t ‘pop’ the bit as it pushes through, possibly fracturing the material being cut.
Conclusion
Vacuum Chucks and Fixtures can be real time savers. Using one involves a few tricks that are easy to learn. Why not try one on your next job where it makes sense?
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.