What are Ball Nose End Mills?

A Ball Nose End Mill, also called a "Ball Cutter", "Ball End Mill", or a "Ball Nose Mill" is an End Mill whose tip is ground in the shape of a half sphere. Ball End Mills are always center cutting, so they can cut everywhere on the ball. We can think of them as a special case of corner radius endmills, where the corner radius is as big as it can be.
They can be single end or double end. They can be made from solid carbide or high speed steel and are available with coatings. They're available with a full selection of number of flutes, based on their intended material.
They can be used used for milling a large corner radius, grooving with a full radius, and contour or profile milling. The smaller diameters can be used for engraving. Their primary application is in 3D semi-finishing and finishing operations for industries like Mold & Dies.
Tapered Ball End Mill

A special variant of Ball End Mills is the Tapered Ball End Mill. They're designed with a taper along their length. This taper gives them better reach when machining angled profiles while maintaining more shank diameter (i.e. cross section) over most of the tool's length. That cross section helps to minimize tool deflection, reduces the likelihood of chatter, and helps provide a smooth finish..
Indexable Ball Nose End Mills

Like most end mill types, Ball End Mills are available in the indexable style where they use inserts that are cheap to replace. And, like most other indexable tooling, they will be lower performance than the equivalent solid end mill.
Ball End Mill Scallops and 3D Profiling
Ballnoses create scallops whose size depends on the diameter of the ballnose, the depth of cut, and the stepover between successive passes:

Ballnose Scallops are shown in red…
A moment spent looking at the image above illustrates a connection between scallop height and the stepover value- increase one and the other increases as well. In the images below we’ll use a stepover equal to 1/10, 1/5, and 1/3 of the tool diameter to show this correlation. To put real numbers on this, that would be equavalent to a .012, .025, and .042″ stepover for a .125″ ball mill.

Stepover =1/10 of diameter

Stepover =1/5 of diameter

Stepover =1/3 of diameter
As you can see, the change in quality is so dramatic that you might be tempted to always use the smallest stepover possible.
It takes some skill and intuition to use a Ballnose End Mill efficiently. We’ve got a great article by CAM software developer Robert Grzesek that walks you through how to do it:
[ How to Choose a Stepover ]
Ball Nose End Mill Feeds and Speeds
Our G-Wizard Feeds and Speeds Calculator can handle all the ins and outs of Ball Nose Feeds and Speeds.
[ Get Me a Free Trial of G-Wizard ]
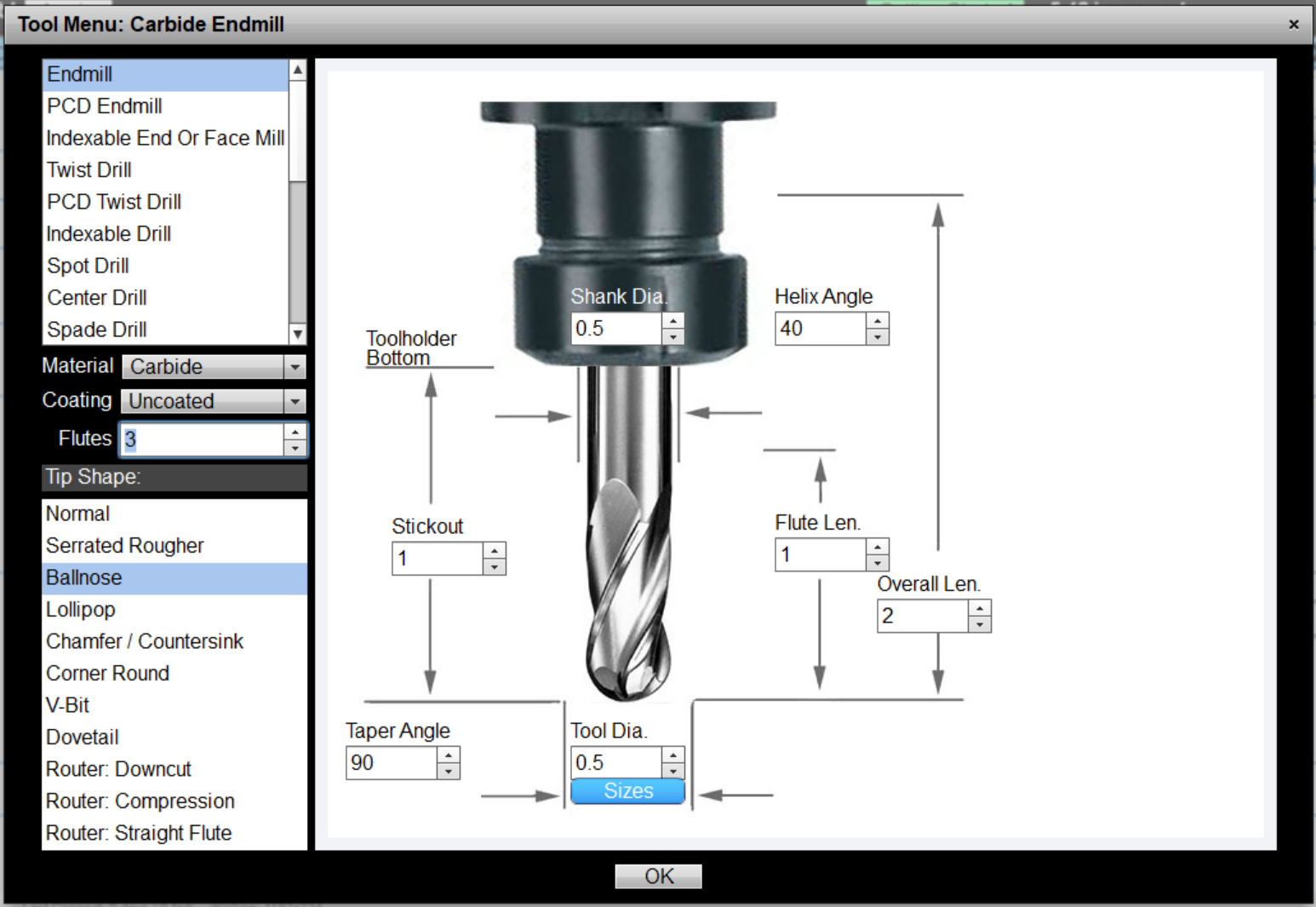
For example, ball noses are a tip type for end mills:
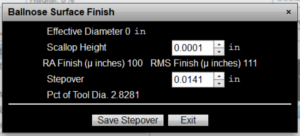
And there is a Surface Finish mini-calc to help you determine scallop size calculations:
Give G-Wizard a try for your ball nose feeds and speeds:
[ Get Me a Free Trial of G-Wizard ]
But, here is a simplified version of the formulas to use if you want to calculate ball nose speeds and feeds.
Step 1: Calculate effective diameter
The thing about a ball nose if if your cut depth is less than the radius of the ball, they your effective diameter varies from the shank diameter of the cutter. It will be smaller. Simple geometry will tell you what the size is.
Here is the basic formula:
Deff = 2 x SQRT( Cut Depth x (Diameter - Cut Depth) )
Step 2: Perform your normal Feeds and Speeds Calculations using the effective diameter.
BTW, computation of the effective diameter is even more complex with a tapered ball nose.
Sturz Milling: Ball Nose Milling With a Tilt Angle
The ball nose has a weakness, which is that the closer you get to the tip, the slower the flutes are spinning. It sounds counter-intuitive, but just think of that tip as a series of concentric circles at different heights. The ones near the tip are smaller circles, their circumference is shorter, yet they’re spinning at exactly the same rpm as the bigger circles up higher. Hence, the tip moves slower. Conceptually, the exact tip isn’t really moving at all as it is a circle with zero radius.
This observation leads to a clever technique called “Sturz Milling”. With this technique, you use the 4th axis to allow the ballnose to be presented to the workpiece at an angle, so the side of the ball is used more than the tip:
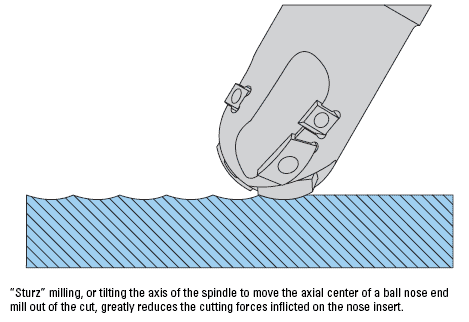
Not only does this allow faster milling (higher feedrates are possible) but it gives a better surface finish and even improves tool life.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.