Please note: This is the 14th lesson in our no-cost Email Feeds and Speeds Master Class. For more information about the Master Class, please click here.
It is also part of our series on CNC Lathe Programming.
I Need to Solve a Chatter in Machining Problem Right Now!
If you found this page because you have a problem with chatter in machining right now and not because you're reading through our Cookbook or are just curious to learn, scroll down the page. We'll tell you how to stop chatter on lathes and mills.
Quick Video from CNC Chef on Chatter in Machining
My latest CNC Chef video for Cutting Tool Engineering is all about Machining Chatter:
Taming Chatter from Cutting Tool Engineering on Vimeo.
This video walks you through:
- What is the meaning of chatter?
- Why you should avoid it (bad for tool life and surface finish)
- How to stop machining chatter
- How to predict chatter vibration so you avoid it altogether
Good stuff!
What is Chatter in Machining?
Chatter is a resonant vibration in the cutting tool (called tool chatter) or Sometimes the workpiece (called workpiece chatter). It can become quite violent and generate a distinctive loud noise. In addition, chatter will leave distinctive Chatter Marks on the workpiece. It's almost never a good idea to keep machining in the face of strong chatter-chatter in machining is very bad for your tool life, interferes with the accuracy of the machining operation, and will shorten the life of your cnc machine tool.
On the other hand, many jobs run just fine with a little touch of chatter here or there. We've all seen milling jobs that have a little chatter at certain points in the tool path-often you'll hear a little squeak of tool chatter as the cutter makes its way through a corner, for example.
Chatter can feed on itself, much like the feedback on a loudspeaker PA system that creates those terrible screeching noises. For that reason, it is sometimes called "regenerative chatter." The regenerative phenomenon is key to understanding how chatter works. A vibration in the cutting tool leads to a wave in the workpiece, constant machining vibration creates a steady series of these waves.
Now imagine what happens if you make a second pass over a surface that is already wavy from chatter-the forces on your cutter vary with the peaks and troughs of the waves. This is the feedback phenomenon that intensifies chatter by making more waves of the same frequency on your workpiece.
Types of Chatter in Machining: Tool Chatter and Workpiece Chatter
There are two kinds of chatter to be aware of-tool chatter and workpiece chatter. With Tool Chatter, your cnc machine and cutting tool are doing the vibrating, which is then transmitted to the workpiece.
With Workpiece Chatter, the wall of the workpiece is vibrating. The latter usually only happens when dealing with thin walls, but it can be just as much or more of a problem than Tool Chatter. We'll be focusing on Tool Chatter for this article, but you can try these same techniques to reduce Workpiece Chatter. Before we move on, there are two good tips for Workpiece Chatter.
First, maximize the beef in the workpiece through tool paths that don't strip away too much material too soon. We'll have more detail on that in the Long Reach and Thin Wall article. Second, you may have to change the chatter frequency of the workpiece through various measures.
One way to increase its rigidity is to support the walls with a filling material that's easy to remove when you're done machining. Wax, low melting point tooling materials (both > special plastics and metal alloys are available for this purpose), and even the strategy of filling the void with a mixture of vaseline and lead shot have been suggested.
For the latter, melt the vaseline over low heat, add the lead shot, pour it in, and let cool.
How to Minimize Chatter in Machining
Let's say you're not trying to eek out the maximum material removal rate to shave some pennies off a job. How can you minimize chatter in machining?
Imagine that your spindle is pumping horsepower into the cutting tool, and in the process of making chips, that horsepower creates cutting forces that act on the cutting tool and the workpiece. With enough force, the cutting tool deflects. Remember, chatter is a resonance phenomenon resulting in machining vibration. Imagine applying force to one tine of a tuning fork, thus deflecting it. If you release that force, the tine vibrates at its resonant frequency. Same thing with your tool. When the flute on the cutter hits air, the force on that "tine" is released.
Now let's say you minimized the deflection on the tine. Below some critical value, you'd hardly hear it vibrate at all. That's the point of controlling tool deflection. The big tooling manufacturers tell us that tool chatter can start to cause problems when tool deflection exceeds 0.001". That's not to say you won't have a few problems with deflection short of that, but the more you exceed 0.001", the more tool chatter becomes a certainty.
Using our G-Wizard software's Cut Optimizer, you can optimize your cut width or depth of cut to reduce cutting forces and keep deflection below that critical 0.001" value.
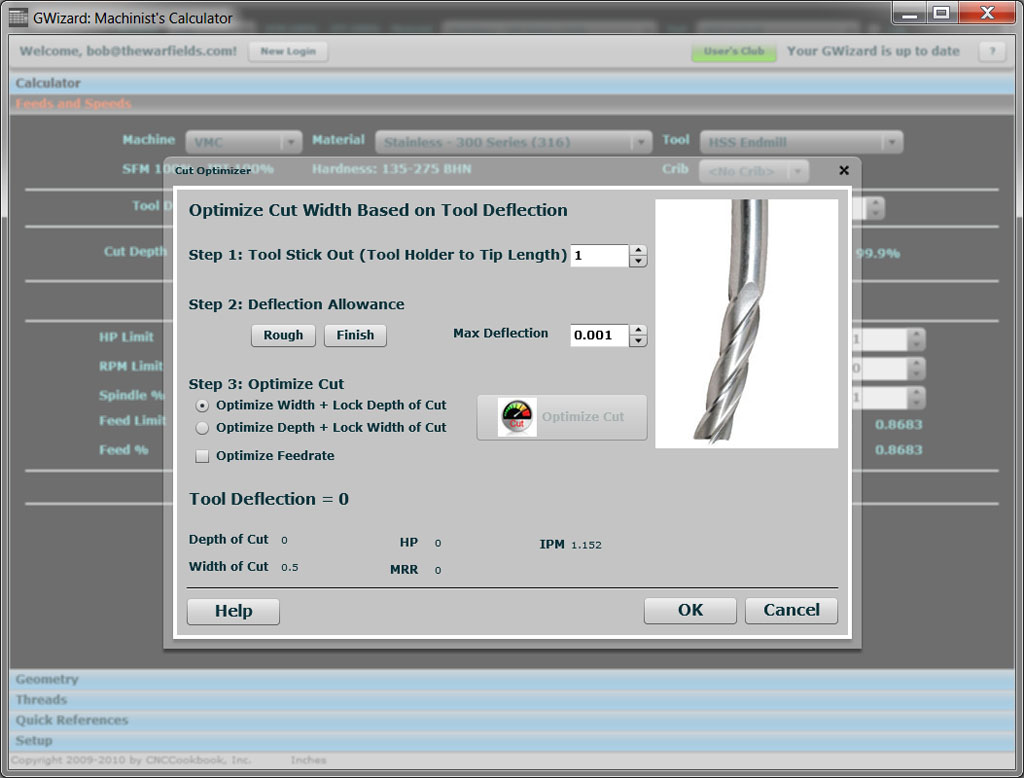
G-Wizard's Cut Optimizer reduces cutting forces to minimize tool deflection, which will cut tool chatter way down...
If you're curious, sign up for our free 30-day trial right now and give G-Wizard a try.
Minimizing Chatter via Spindle Speed and Other Tricks
Most machinist's first reaction to chatter in machining is to slow down spindle speeds (which reduces deflection and hence tool chatter as well as changing the spindle frequency), followed by looking for ways of increasing rigidity. Nothing wrong with increasing rigidity, but if you're an experienced machinist and you know you have a good setup, there are better approaches than just slowing down to minimize tool chatter.
Since tool chatter is a resonant machining vibration that is excited by the cutting tool flutes striking the workpiece, it only makes sense that certain spindle speeds will beat on the workpiece at exactly the right chatter frequency to maximize chatter. It's like that old trick where you rub your moistened finger around the rim of a wine glass until it starts to hum.
In order to minimize chatter, we need to find out which frequencies to avoid, or we can reverse that problem and look for frequencies where we can push hard without exciting chatter. This is why slowing down may work, but speeding up may work just as well or even better. When chatter hits, play with your spindle speeds a bit to see whether you can make it stop. Try increasing the speed first, and then try slowing down. It may be that just twisting the knob solves your problem.
Assuming a little knob twisting won't work and you have maximized rigidity, look for other things that change the chatter frequency:
- Change the number of flutes on your cutter. This changes the frequency quite a lot. Unless you're running a 2 flute, you can always go to one or more fewer flutes. Actually, you can even buy single flute cutters which I've heard of machinists taking advantage of for really bad chatter circumstances on a part they make frequently. With indexable tooling (such as a Face Mill), try removing an insert or two, assuming you have multiples to spare. Remember to recalculate your feeds and speeds if you start monkeying with flutes!
- Try a roughing end mill. The serrations can radically change the chatter frequency.
- Try a bullnose end mill or a button cutter (round insert indexable, also called a copy mill). Their edge radius makes for a smoother and more vibration-free cut. The button cutter, also converts most of the cutting force to the axial direction, which is the stiffest direction of cut.
- Fiddle with cutting tool stickout. This is a practice called "Tool Tuning". Changing stickout as little as 0.100" can change the chatter frequency. As well as trying shorter stickout (which increases rigidity), don't be afraid to try longer stickout. Even though it will reduce rigidity, it will change the chatter frequency, hopefully to some place where it isn't bothering your job. Be sure to recheck your tool deflection if you change stickout. And speaking of tool deflection, you can reduce the deflection and that will minimize the chances of exciting chatter in machining. A good guideline when roughing is to keep it below 0.001". As you go above that number, chatter and tool breakage are more and more likely.
Chatter and Tool Nose Radius when Turning
If you experience chatter in the corners, try reducing Tool Nose Radius. A smaller TNR will reduce cutting pressures. Always use a TNR smaller than the radius you're cutting.
What Happens if We Make Chatter in Machining a Science?
What do you do when twisting the RPM knob, increasing rigidity, and the other tricks don't solve the problem? What if you want to really push your Material Removal Rates as high as possible, or you need to remove every last machining vibration you can for surface finish? This is when you need to make Chatter a Science and get serious about understanding how to get rid of it.
It turns out that we can make a pictorial representation of the likelihood of chatter for a certain combination of CNC machine, tooling, spindle rpm, and so forth. This representation is called a "Stability Lobe Diagram". Here is a schematic representation of a Stability Lobe Diagram showing regions where chatter in machining occurs:
Think of the chip width as a measure of how hard we can push the CNC machine at a given spindle speed. Note how narrow the stable zones are. This diagram is telling you that the machinist that understands their cnc machine's stable zones has found the profitable high performance "sweet spots" for machining. The official term for a sweet spot is that it is a "Stable Milling Speed."
Imagine the poor machinist that fires up their cnc machine at a set of feeds and speeds that correspond to one of the troughs, but is still in the unstable zone. That poor machinist is having to run many times slower than his competitor who has made chatter a science and he probably doesn't even understand why. You better believe the big successful machining operations have figured this stuff out and built it into their daily productivity. For everyone else, it is the luck of the draw whether your particular combination hits a peak or a valley based on the feeds and speeds you've chosen.
Consider that "faster" isn't always, well, faster. Take that last trough. Suppose our feeds and speeds calculator tells us to run at a spindle speed right in that trough. We've bought the ultimate killer solid green unobtanium coated endmills, we stuck them in our bad-mamma-jamma model 2000XL 26-axis machining center, and we turned the loud knobs all the way up to 11. We are gonna make us some big time chips now, right?
Nope.
You're gonna be in that unhappy chatter trough taking light cuts and cursing all the way. But, if you knew where that peak was just to the left or right of the trough, man you could kick it up about 5 or 6 notches and then you'd be making some chips.
Where Can I Get a Stability Lobe Diagram for My CNC Machine?
Okay, now where the heck do you get your Stability Lobe Diagram? Your BMJ Model 2000XL VMC didn't come with one. There's not one in tooling catalog either. What now?
Well, there are two paths to getting together a Stability Lobe Diagram-you can map one out by hand or you can invest in a service or equipment that can measure it analytically. There are various companies in the analytical business, and they usually follow one of two approaches. In one approach, you load your tool in the CNC machine and they strike it with a special instrumented mallet. The instrumentation measures the frequency of the "ringing" and out pops your diagram. Cool beans! The second approach involves the ability to listen to the chatter as it is happening and produce an analysis.
Both of these methods will work, but the equipment and services are not particularly cheap. Chalk up one more advantage for a big operation over the little guy. They can buy that stuff and amortize over a lot of jobs.
There's still hope though, because it isn't that hard to get it together and map out your chatter by hand for a small shop or even a home shop machinist. Before we get into that, we need to talk a bit about the repeatability of chatter in machining.
The Repeatability of Chatter: You Can Map Out Chatter Zones
Chatter is not some random thing that is unpredictable, it is actually reasonably well-behaved. We're not very good at predicting it purely using math and no empirical data, but the number of variables involved is small, and you should be aware of them. Here is a list of conditions that if you repeat them, you'll get pretty close to the same chatter vibration every time:
Chatter Repeatability Factors
Machine
Each cnc machine will have its own distinctive chatter frequencies. Even machines from the same maker with consecutive serial numbers can differ enough that you shouldn't assume they are the same. That's because things like spindle bearing preload vary from one cnc machine to the next.
Tool Holder Make and Model
The tool holder matters, but it doesn't literally have to be the same tool holder. Chatter frequencies are only good for one type, brand, and assembly style of tool holder. So, if you have a Parlec ER32 chuck and a MariTool, that's two different frequencies. But if you have all MariTool ER32 collet chucks, unless they have physical differences (different reach or other obvious dimensional difference), they should all behave the same. Ideally, you are torquing the collet nut to the same torque, etc., but it shouldn't be too far out even if you're not using a torque wrench on your collet chucks.
Cutter Make and Model
Cutters are just like the tool holders. Select the same make and model, but it doesn't literally have to be the same cutter.
Stickout
This is very important. If you change the stickout at all, the freqs will change. A lot of shops just stick the cutter in the holder and go on down the road. It is worth standardizing your stickouts so you can repeat them. A change of 0.100" is enough to change the frequencies. As mentioned above, sometimes you can use this to your advantage through "tool tuning". Don't be afraid to try both shorter and longer stickout. Even though longer is less rigid, the goal is to move the frequency away from where your spindle rpm needs to be for best material removal. If you find that stickout + cutter + tool holder combo for a CNC machine, write it down. That information is money in your bank account.
Just four variables need to be controlled to make chatter in machining reproducible: Machine, Tool holder, Cutter, and Stickout. That's not so bad, is it?
There is a little bit of bad news: each combination of those variables is a different stability lobe configuration.
"Whoa!", you say. How the heck am I going to deal with all those combinations?
The answer is that you'll be dealing with them over time, and you mostly care about those few combinations that you use often enough that it matters for your shop. Start out with the tooling you most commonly use for roughing. That's where the hogging really matters. If you have to slow down a finish pass or some tooling combination that you only use very seldom, put that on hold or ignore it entirely.
By now, you're wondering:
- What about work holding?
- What about material?
- What about the specific tool path or nature of the part?
The good news is that regenerative chatter is at its worst when the CNC machine and tool are doing the vibrating.
Yes, workpiece chatter is a problem too as we have discussed, but you care about the machine chatter first. In those cases, you don't have to worry so much about the workholding, material, or the other specifics. These four variables control repeatability. Use the same 4 choices for the variables, and your chatter frequencies will be the same. Make a cut that chattered at some point with those variables, and if you apply enough force through enough feedrate, you'll get chatter again. Likewise, if you avoided chatter, then up to the amount of force you were good to will be good again. And if you were lucky enough to be in a chatter sweet spot (stable zone) on the lobe diagram, you might even be able to run a lot more force.
Using G-Wizard's Chatter Pitch Calculator for Stable Milling Speeds
Let's put all that Chatter Mapping and Stability Lobe Diagram stuff on hold for a minute. You have a chatter problem right now and you don't have time to go doing a lot of research. You're in luck, because our G-Wizard CNC Calculator has a Chatter Calculator that can help out. Let's go through a typical example of its use:
You just ran a cut on a job and the whole shop was holding their ears from all the squealing. You need to know three things:
1. Your surface speed.
2. The number of flutes on the cutter.
3. The chatter pitch, which is the separation, peak to peak, of the "wave marks" or each chatter mark on the workpiece.
Let's say you had 200 SFM surface speed, a 4 flute cutter, and 0.005" separation of each consecutive chatter mark. Here is what G-Wizard's Chatter Calculator would show:
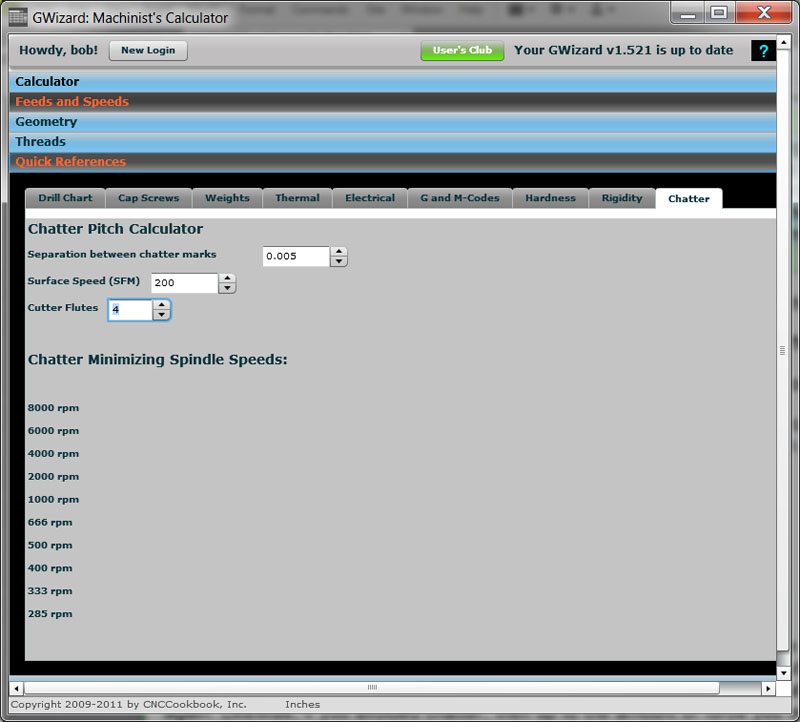
G-Wizard Chatter Calculator...
Note the table labeled "Chatter Minimizing Spindle Speeds". Those are the rpms that minimize the chatter frequency that caused the chatter you just experienced. In other words, those numbers represent the spindle rpm that is least likely to excite the chatter in machining. Those speeds will actually interfere with the chatter and break it up to minimize it. They're the tips of the peaks on the stability lobe diagram. The chatter experts call them Stable Milling Speeds.
Pick the one that is closest to the speed G-Wizard recommends on the feeds and speeds calculator. You'll have to make a determination if the best one is faster than GW's recommended rpm-if it isn't too far above and you have confidence in your tooling, go for it. Remember that the higher rpms can reduce tool life if you get going too fast.
That's all there is to it!
If you've never played with G-Wizard, sign up for our free 30-day trial right now: you'll be glad you did.
Tips for Measuring the Chatter Pitch
It tends to be harder than it looks. In the worst case, you can try to use a digital calipers. That's not very accurate, and the chatter marks can be hard to see. The best tool for the job is an optical comparator or some other optical device that is well lit and can overlay a measurement reticle on the marks. I find that if you have a digital camera that can take close up shots with decent magnification, you can get pretty good results from that.
Programs like Photoshop have the ability to measure features on images. You'll need to have some reference in the photo. If you've got chatter along an edge, the reference can be the total thickness of the edge. Try to take the photo look dead onto the chatter-angles will distort your ability to measure accurately.
Creating a Chatter Map via Cutting Knowledge Base
Any time you find a combination that chatters, your first reaction is to be unhappy. It interrupts your work and it is a problem to deal with. Try thinking about it another way-when you get a combination that chatters, you have found something valuable. You've plotted a point on your stability lobe diagram. If you're able to run the G-Wizard Chatter Calculator, you even have a list of spindle speeds that will minimize chatter for that combination.
The trick with all that is getting organized and having the information at your fingertips when you need it. If it's written on the back of a greasy napkin that used to sit in a particular corner of the shop or your desk, chances are you'll be starting over from scratch and you'll soon be cursing chatter again. What you need is some kind of organized database for the information. The machining world has such a thing-it's called a "Knowledge Base" and is part of the discipline of "Knowledge Based Machining." Some high end CAM packages like Esprit have it and some shops have built their own Knowledge Bases using everything from pencil and paper to simple databases like Microsoft Access.
At CNCCookbook, we've built an easy-to-use Cutting KB (KB is short for "Knowledge Base") into our G-Wizard Feeds and Speeds Calculator. Using it is pretty simple. Dial up the parameters for a cut, and then press the "Search KB" button. Up will pop a list of similar cuts stored in the Knowledge Base. You'll be able to see if you've already been able to do better than the cut you just dialed up, so you can use the better cut instead. You'll also see whether you've just selected a combination that chattered, delivered a poor surface finish, or was bad for tool life in the past. The Cut KB stores your shop's Best Practices that are based on how you operate so that the information will be right for you.
Here's what the Cut KB search screen looks like:
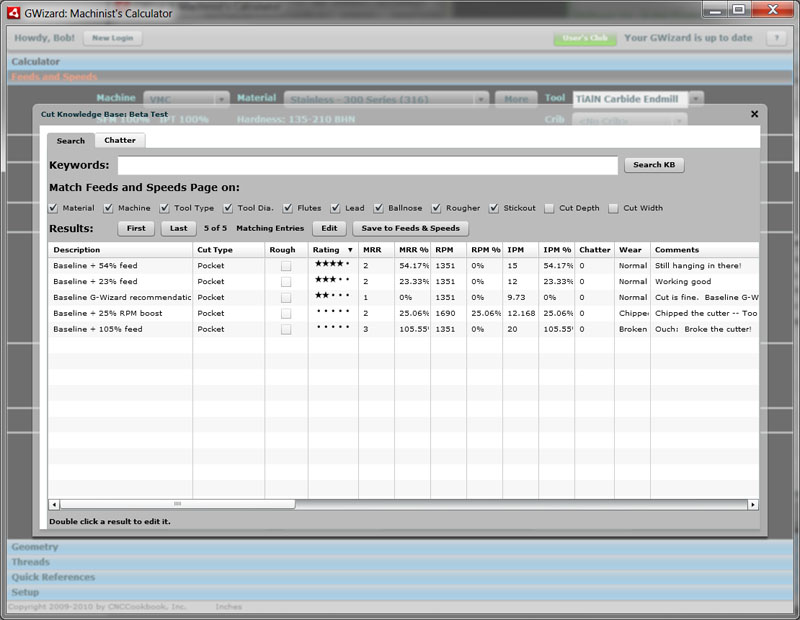
G-Wizard Cut KB Search Results: Right down to a rating system by stars...
Suppose there is nothing in the Cut KB, or you're trying to push the envelope?
No worries. Go back to your parameters in G-Wizard and either punch them up a bit or use them as is. After you make the cut on the CNC machine, remember to go back to G-Wizard and record the result. Just bring up the cutting parameters you used and press "Add to Cut KB". Now the data is recorded for the next time. And remember, it is a good thing when you can add chatter data, broken tool entries, and anything else that helps you find the edge of the envelope.
For more on the Cut KB, check the following link:
G-Wizard Cutting KB: Quite a few other links about Knowledge Based Machining on this page too.
Systematically Measuring the Edge of the Envelope
One of the best articles I've seen on this subject was a piece called, "Chatter Control for the Rest of Us," by Peter Zelinski. It's been reprinted in a lot of places and you can even buy it on Amazon, but it started in Modern Machine Shop. Just Google for that title to track it down.
This piece was created by Siemens/UGS, and describes a very simple methodology for mapping out the sort of information you'd want to put into the Cut KB so you know the Stable Milling Speeds for your best combinations. The idea is to create a test for your CNC machine + tooling combo that produces a test piece like this one:
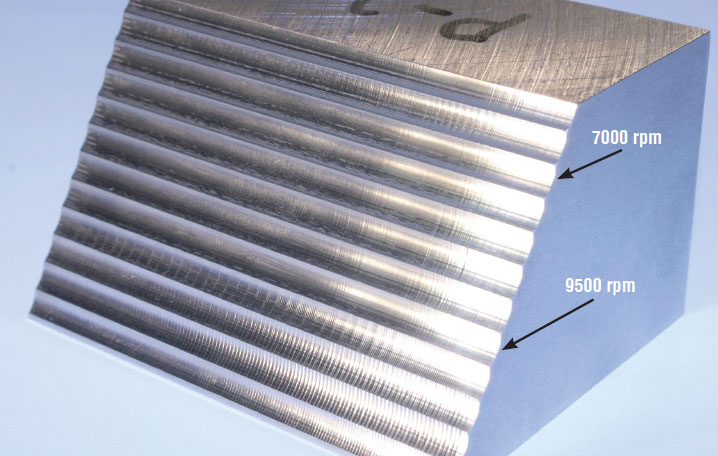
Stable Milling Speed Test for Chatter...
It's readily apparent by inspection that some passes have a lot more chatter than others. You can clearly see the Chatter Marks on each pass. From this, you can determine the best speeds. This particular test they called out 7000 rpm and 9500 rpm as Stable Milling Speeds that minimized the chatter marks in machining. The successive passes for the test were laid out like this:
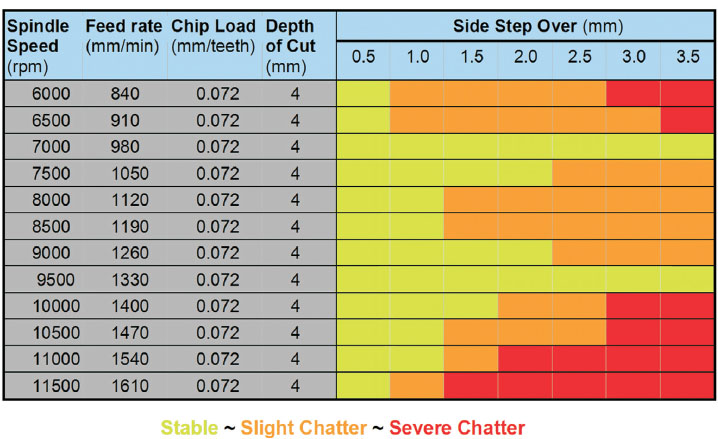
As you can see, they hold chip load and depth of cut constant. The feedrate is based on the rate needed to maintain the desired chip load. Since too much chip load breaks tools quickly, choose one that is at the high end of what you're generally successful with for the exercise. They then proceed to vary the spindle speed and the cutting width (side stepover). The colors indicate how much chatter they encounterd. You get the idea how to do the experiment. In a few hours you can build a pretty good map of a CNC machine and tooling combination for your shop.
At some point, I'll put together g-code to run one of these tests, and we'll also be adding the ability to create and track charts in this format to the G-Wizard Cut KB.
Haas SSV: Dynamically Varying Spindle Speed to Control Chatter
If you still have any doubts that chatter is a resonance phenomenon or that spindle speed changes alone can minimize it, check out Haas SSV. It's a feature that dynamically changes the spindle speed in order to kill chatter. Constantly changing the speed means chatter can't lock in and amplify its resonant frequency. The results with and without Haas SSV are striking:

SSV can really help control chatter when turning…
In the video below, Haas describes their “SSV” (Spindle Speed Variation) feature to control chatter. They also give the best discussion I’ve seen of how diameter affects surface speed when turning (smaller diameters have to run faster just to achieve the same surface speed), as well as a discussion of CSS (Constant Surface Speed). Great set of topics for anyone involved with CNC turning, check it out:
Carbide vs HSS and Chatter for Small Mills
I came across a great thread this morning on the 1911Forum, a gathering place for Colt 1911 handgun enthusiasts with a good sub-forum on gunsmithing. The question was being asked of whether Carbide or HSS tooling would be better for reducing chatter on small mills. I responded as follows:
Carbide vs HSS for small mills is an interesting question, and chatter may not be the limiting factor.
There is a trade off in material removal rates and rigidity within the envelope your mill is capable of. For example, chip loads are generally higher for HSS than for Carbide, all other things being equal. So, for a given rpm, you can remove more with HSS. However, carbide will tolerate a much higher rpm that will offset this and overcome it if you can go to a high enough rpm.
Where rigidity is concerned, I would think about two rigidity issues. First is tool deflection, especially for smaller tools. Many machinists are surprised at just how much small tools can deflect. I have software called G-Wizard that does tool deflection calculations, and I can say that if you’re running less than a 1/2″ diameter tool, it may be a lot more than you expect. You should keep the tool deflection below 0.001″ when roughing to minimize the likelihood of chatter.
Chatter is a resonant phenomenon. Think of a tuning fork. Something is struck and it oscillates. You can either try to make a more rigid tuning fork, or reduce the “striking” that pumps the energy to keep the chatter going. When the tool flexes, it “pumps” the chatter, so reducing the flex reduces the energy available to cause chatter. Carbide is 3x more rigid than HSS, so it is harder to get it to chatter, all things being equal.
Keep tool stickout to a minimum, and you reduce the length of the tuning fork’s tines. Less chatter. Increase your tool diameter, even just a little bit, and you have a much more rigid tool. A 1/2″ HSS EM sticking out 1″ is 9.5x more rigid than a 3/8″ HSS EM sticking out 1″.
Second issue is machine rigidity, always a scarce commodity for smaller cnc machines. Deal with this via horsepower. For every action, there is an equal and opposite reaction. The horsepower from your spindle pushes the cutter which pushes the workpiece which pushes the workholding which pushes the machine, and back around to the spindle. Do see another tuning fork coming up?
So if you have a 2 HP spindle, consider that if you run a 2 HP cut, you’re pumping the max into the tuning fork. You can back it off if chatter is a problem, or at least be aware that the closer to the limits you come, the more likely the chatter. Leave plenty when roughing for a light finish pass that pumps very little chatter. Calculate the cut’s HP vs your cnc machine’s HP to estimate how much margin you have available.
Lastly, chatter is a resonant phenomenon (tuning forks again). Your cnc machine and tooling has natural frequencies where it likes to resonate. Your job is to avoid exciting those frequencies. You may be able to do that not just by going slower, but also by going faster, oddly enough. Always try increasing feedrate, then increasing spindle rpm, before slowing down, to see if that gets you out of the chatter zone.
What should a small shop with a lightweight mill do RE carbide vs HSS?
Buy carbide below some size. I like carbide in 1/2″ diameter or less. The small tools suffer most from lack of rigidity. Buy HSS in larger sizes where the bigger diameter vs the relatively low HP of a small mill means you have enough rigidity. Big carbide is the most expensive anyway.
The limiting factor on small carbide is that it is brittle. Particularly for very small endmills, if you have much runout in your spindle or tool holder, you’re going to break more cutters. I prefer ER collet chucks for small tools. Be sure to measure the runout if you use import tooling. I had a bad collet one time in an otherwise good set that broke 3 cutters before I finally tracked it down.
More Anti- Chatter Tips
- Try variable flute angles. You can buy cutters whose flutes are not evenly spaced-this helps reduce the tendency to chatter by breaking up the frequency the flutes can excite. They don't all hit at exact intervals.
- Try a Rougher. For whatever reason, "corncob" roughers seem to be a little less prone to chatter in machining than regular endmills by many accounts. Might be good to keep one handy in your toolbox even if you've moved on to high performance standard endmills and quit using the corncobs.
From time to time we'll be adding any additional tips we come across to this section. Stay tuned!
More CNC Lathe Programming Articles
Chasing Threads on a CNC Lathe
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.