Introduction
While creating the G-Wizard Feeds and Speeds calculator, we were asked over and over again about the "right" cut. How do I determine what the "right" cut is?
For a given material, tool, cut depth, and cut width, G-Wizard will tell you the right feeds and speeds. But how do we decide the best cut depth and cut width, and how do we weigh the trade offs between different tools?
People use rules of thumb based on multiples of the tool diameter and the trial and error that has worked in the past. But, the physics that govern a cutter's rigidity don't respect those simple rules of thumb. The math is hairy, and the differences are surprising. Take a look at G-Wizard's Rigidity calculator for some partial insights.
G-Wizard offers two methods to find the best Cut Depth and Cut Width. First, you can use CADCAM Wizards which will find the optimal combination of the two values. This can unlock the highest MRR's ever and it is a very powerful tool to have in your arsenal. Even better, you can only get it with G-Wizard.
The second method is to use Cut Optimizer.
Making those kinds of decisions based on the underlying physics is what the cut optimizer is all about. It does it's job based on Tool Deflection, and can act as a Tool Deflection Calculator. As you feed a given tool, the cutting forces will cause it to deflect to some degree. Too much feed and the tool will deflect so much that it breaks. Anyone with a CNC who ever ran the cutter into their vise with the spindle stopped at full rapids knows what I'm talking about (DOH!). But, long before you get to snapping off tools, other kinds of problems develop.
For example, if you do a little research, the major tooling companies will tell you that a tool deflection of more than 0.001" starts to be enough that chatter can set in. If your tool isn't deflecting much, it's hard to see chatter, and as we know, chatter is a big determinant of the outer edge of how hard we can push a machining operation. So, the Cut Optimizer takes a deflection of 0.001" as being the maximum allowed when roughing. By the way, how accurate is your machining going to be if you let the tool deflect my more than a thousandth anyway? You can set the Cut Optimizer to home in on any deflection you desire, a thousandth is just the recommendation for roughing.
Now let's say you are finishing. Tool deflection playes a role here too. If you have too much deflection, you'll see more marks on your workpiece as the tool flexes. Also, when we're finishing, we are even more concerned about accuracy. Because of this, G-Wizard sets a limit of 0.0002" on tool deflection while finishing. Again, you can override that limit, it's just a starting point.
Let's say you've set your desired cutting parameters, set the allowable deflection, and you're running the Cut Optimizer, and you just can't take as aggressive a cut as you need or would like to. The Cut Optimizer has a further capability to lock down the cut width and cut depth and vary the feedrate to try to hit a deflection allowance. Note that there is a limit to how much we can slow down the feedrate. If we let the chipload fall too low, the tool will start rubbing, and tool life will suffer greatly. Towards that end, the Cut Optimizer will only reduce the feedrate to a certain point and then it stops.
Okay, those are the basics of what the Cut Optimizer does, now let's fire it up and see how it works.
Firing Up the Cut Optimizer
Check out this screen shot of the Feeds / Speeds tab:
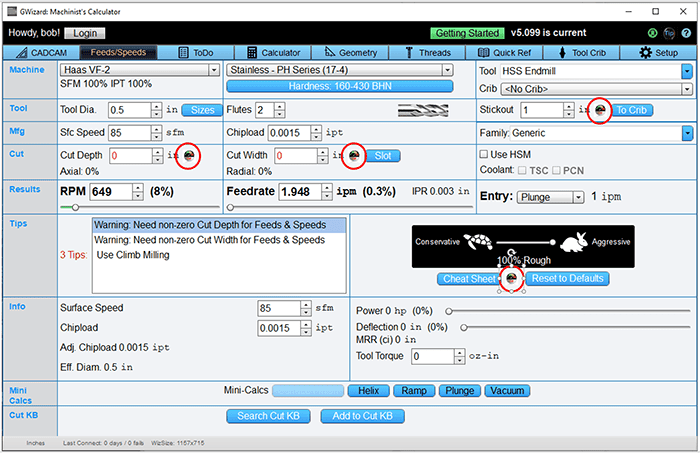
The Cut Optimizer is activated by an icon that looks like a little speedometer. I have circled them in red on the above diagram.
Using Cut Optimizer is simplicity. Just click the icon next to the value you want to optimize and Cut Optimizer will find the largest value for that parameter that does not trigger a Deflection Warning. No popups or further interaction required. Just one click.
For example, let's suppose you know you need to do some slotting. Press the "Slot" button to set the Cut Width to be the tool diameter. Then press the Cut Optimizer button next to Cut Depth. This causes the Optimizer to figure the maximum Cut Depth that's possible while slotting. Or, choose a depth, perhaps because you'd like to cut a pocket at full depth in one pass. Then press the Cut Optimizer button next to Cut Width and the Optimizer will tell you the maximum Cut Width (stepover) that can be used within deflection limits.
That's All There is to It!
That's all there is to it. You now have a powerful new tool to help select your depth and width cutting parameters. In general, approach it like this:
- Slotting is pretty obvious-you're just calculating how deep you can go.
- When not cutting full width, the Optimizer assumes you know how deep you want to go, and it just needs to figure out how wide you can cut. Most of the time, you're trying to cut a profile or a pocket either full depth, or some number of steps. Try full depth and see if the Cut Optimizer can get you a cut width that works. If so, happy days. If not, you can try clicking the feedrate optimization checkbox to slow things down and still try to get there. Or, you can try to get there in steps. Try half the height to cut in two passes, for example.
More Cut Optimizer Bells and Whistles: Deflection Allowance
On the Setup Tab, click the "Other" Setup options and you'll see you can change the Deflection allowance:
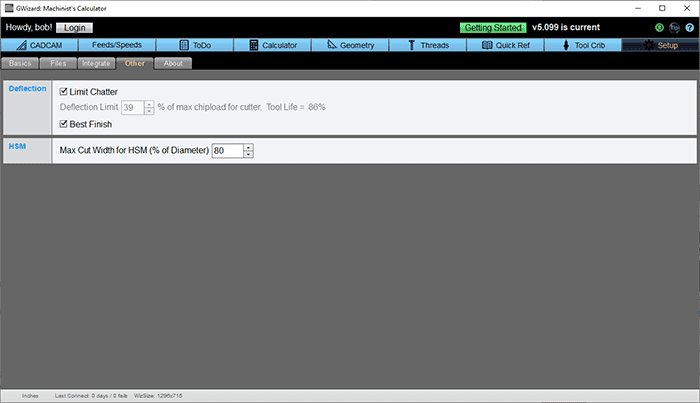
By default, the Deflection Allowance is made pretty conservative. It limits chatter and tries to provide the best finish. But you can change it. Turn off Limit Chatter and now you can set a deflection limit as a percentage of the maximum chipload. An indicator will tell you the impact on tool life. The more deflection, the shorter your tool life. But sometimes, the only way to get the job done is to allow a fair amount of deflection.
Deciding on Best Depth and Width of Cut Using the Cut Optimizer
I got a note recently from a G-Wizard user who wanted to know how to decide on best depth and width of cut when milling. It's a great question. Most machinists, use rules of thumb and habit more than anything else unless the situation dictates something in particular based on the dimensions of the feature being machined. They're used to using some fraction of the cutter's diameter or some figure that they got to some other way through habit (40 thousandths or some such is what they've always used). Perhaps their CAM program has a hardwired default that is a percentage of the cutter's diameter.
But these values, while they have worked over time, are not necessarily optimal figures with respect to material removal rates, tool deflection allowances, or a host of other variables we might choose to consider. What's a more systematic way to approach the problem?
First thing is we have two variables (width and depth of cut), so it's hard to make progress unless we can nail one of the two variables down and focus on the relationship of the other. It's usually pretty easy to nail down one of the variables based on the situation. Let's divide our work into two categories:
- Slotting: I'll generalize this to be any situation where the material to be removed is very close to the cutter's diameter. It may be a slot, or it may involve interpolating a hole or pocket that's only a little bit larger than the endmill's diameter.
- Pocketing: Here again, I will generalize this to be any situation where the cutter's diameter is quite a bit smaller than the dimensions of the material to be removed. That doesn't mean there isn't some inside radius or other feature that isn't more like the slotting example, but for the most part, we have some room to work in. Note that profiling will be considered to be the same as pocketing for this discussion.
Okay, so now we have to take the task before us and decide whether it is closer to slotting or pocketing. The reason I've defined these two the way I have is that it informs our choice of which variable to work on first. If we are slotting, the cutting width is the first variable. If we are pocketing, the cutting depth is the first variable. Why?
When slotting, the feature is very close to the cutter's diameter in size. We can't take a 1/2" endmill and use it to make a 1/4" slot. In general, we want to use the largest diameter endmill that fits the feature, and then we pretty much have to make at least one cut that is full width. Once we're cleared that cut, anything remaining is handled the way we would under pocketing. So, when slotting, we focus first on cut width and make that the cutter's width to get started.
When pocketing, our limitation will be the smallest inside radius we have to deal with as well as the depth of the pocket. Remember, it may be advantageous to make two passes. The first with a cutter that has a diameter too large for the smallest inside radii we have to deal with. That's a roughing pass that uses a larger cutter just to get done faster. The second pass is a finishing pass, and must use a cutter whose diameter is less than or equal to that required to reach into the smallest internal radius the pocket holds. Note that we can go around an outside radius (a boss) with any diameter cutter, it is the inside radius that limits us.
So, we pick a cutter that is either as big as the smallest radius, or we choose to go two passes and go with a larger cutter. Let's leave the two pass issue aside for the moment, because figuring out when that is optimal can take a bit of trial and error. Its similar to think of one pass. Given that the cutter is chosen, we can choose just about any width of cut we want. So how do we nail down a variable when pocketing? On the slotting case, I like to nail down cut width. On the pocketing case, I prefer to nail down cut depth.
In general, we get a nicer finish if we cut the pocket in as few layers as possible. CAM programs are good at layering down into the pocket, so we can pick arbitrary depths of cut. If I can, I like to do it in one layer for a pocket that isn't two deep. If not, I prefer the depths of the layers to be equal. In other words, I wouldn't go down 1/4", 1/4", and then 0.19" on the third layer. So pick a layer depth that satisfies that criterion.
Now, in both cases we have locked one of the two variables-slotting locks width, pocketing locks depth. We need to determine the best value for the variable we left floating based on the value of the one we locked. This is where the G-Wizard Cut Optimizer makes it easy. Enter the values you know for the cut and let the Optimizer figure the value for the floating variable.
To summarize:
1. Decide whether you are slotting or pocketing.
2. When slotting, pick a value for width, and use Cut Optimizer to decide depth.
3. When pocketing, pick a value for depth, and use Cut Optimizer to decide the width.
If you approach the problem this way, you'll maximize your MRR's while minimizing your tool deflection as appropriate for either roughing or finishing. That's a much more optimal approach than the old wet finger in the wind!
For more thoughts on cutting parameters when milling, check out the Milling Surface Finish page.
What About Tooling Tradeoffs?
You can tell pretty quickly the cost of going to a smaller tool. They are a lot less rigid. Let's say we want to cut a slot 1/2" wide and 1/2" deep on a mild steel workpiece. It needs to be accurate, and have a good finish, so we don't want to cut it in one pass with a 1/2" endmill. We have available a 3/8" HSS endmill and a 1/4" carbide endmill. Which one should we use?
For the 3/8" HSS endmill:
- We can run the initial slot at only 0.1506" depth of cut. So we're going to need a total of 4 passes to cut the initial slot. The feedrate, BTW, is 9IPM
- When we make the passes on the sides of the 3/8" wide slot, we can cut full depth and up to 0.0377" wide. We need to take off 0.0625" on each side, so that's 2 more passes per side.
- We need a total of 8 passes-4 on the slot, and 2 on each side to clean it up.
For the 1/4" carbide endmill:
- We can run the initial slot at 0.0745" depth, so we're going to need 7 passes to cut the initial slot.
- Too slow! So we set the depth of cut to be identical to the 3/8" HSS, turn on feedrate optimization, set a roughing deflection, and try the optimizer. It can just get us there at 6 IPM. A little slower than the 9 IPM for our bigger endmill, but let's take it as it gets us down to 4 passes.
- Now, we need to take off 0.125 on each side. Let's run the Roughing optimizer and it says we can shave 0.0222" each pass. That means we'll be taking 6 passes on each side, but we're doing it at 30 IPM, which is about 3x faster than the 9 IPM for the HSS endmill. So our 6 passes look more like 2.
Hey, what do you know, we can probably use either tool and get there. Knowing all the ins and outs of what parameters to set would've been pretty hard without the Cut Optimizer. In some ways, I cheated by pitting an HSS tool against a carbide tool. Are you surprised the HSS is likely marginally faster than carbide? Are you surprised by how much the 3/8" tool would have beaten the 1/4" tool if both had been HSS? I leave it to the reader to work out just how much faster it would be using the G-Wizard.
Cut Optimizer is pretty handy, but so are our Mini-Calculators...
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.