
Italian Olive by Cookwoods.com...
Here's your comprehensive guide to CNC Wood Cutting and Feeds and Speeds Calculator Wood, together with Tips and Techniques that are specific to cutting wood on a CNC Machine. The most common CNC machine for cutting wood is a CNC Router.
This is one of CNCCookbook's Material-Specific Machining Guides.
CNC Wood Cutting: Types of Wood
When calculating feeds and speeds for wood, we generally look at 4 different families. You can see them in our G-Wizard Feeds and Speeds Calculator Wood's Material menu:
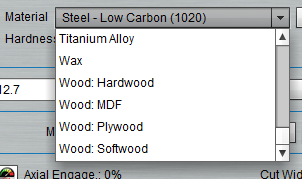
Just 4 wood types? Why not more?
To access the full variety of woods under each family, use the "More..." button on G-Wizard.
People wonder why we don’t have a lot more categories.
The short answer answer is that there are hundreds of sub-categories corresponding to individual wood species accessible via the "More" button. Use them if you need to fine tune for maximum performance.
But, for basic roughing work, also be aware that you can do a lot with just the main sub-categories. This is due to the size of the “sweet spot” that relates feeds and speeds to good results in a material, together with the relative hardness of the woods (or other materials) versus the cutters (HSS or Carbide).
The Sweet Spot determines how the relationship between speed (spindle speed rpm) and feedrate need to come together for good cutting results. A typical Sweet Spot looks like this schematically:
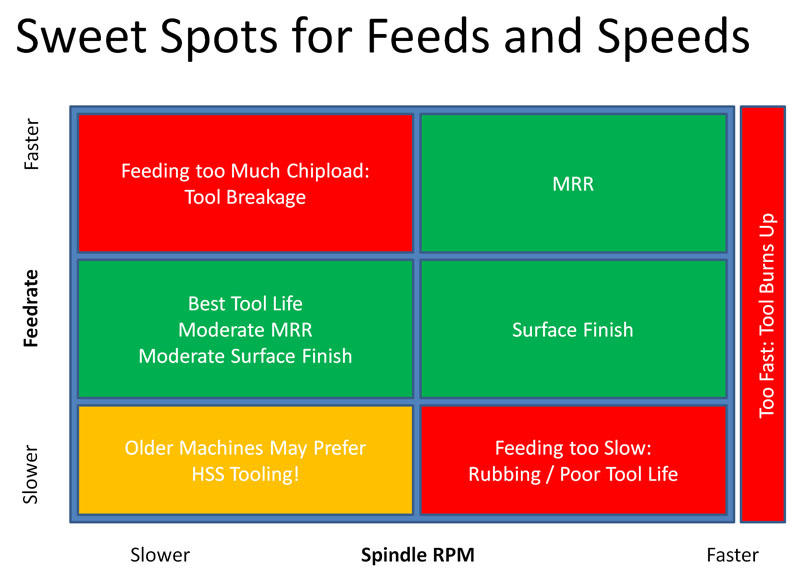
The green areas reflect ideal Sweet Spot matches for a material and cutting conditions. You can optimize MRR (Material Removal Rate), Surface Finish, and to an extent a blend of all three. Red reflects danger zones.
It’s important to note you can get into just as much trouble running too slowly (due to rubbing) as running too quickly.

Tools usually fail for a couple of main reasons:
– They get too hot, which softens the tool and results in a dull edge. Tools have a certain maximum speed, called the “Surface Speed” that governs how fast they can run against a given material. Running too slowly relative to feeds also generates a lot of heat due to Rubbing. This destroys a tool gradually, though gradual can mean a matter of minutes if the tool is hot enough.
– Tools can break because the flutes get too full, the chips have no place to go, and the tool jams and snaps off. This destroys a tool suddenly and is more commonly what beginners see.
- Excessive Tool Deflection or Runout can lead to wear that will eventually break the tool.
A lot else can shorten a tools life–chipped edges in some materials, materials like stainless steel can “work harden” and suddenly become much harder during the cutting process, and some materials like aluminum try to weld themselves to the cutting edge if lubricant or appropriate tool coatings are not used. But, over heating and chip loading are the two main tool life enemies that are directly feeds and speeds related.
You can learn all this and much more from our free Feeds and Speeds Tutorial, but for now, let’s stay with this idea of a Sweet Spot. In general, the sweet spots for woods are much larger than for metals. For harder steels and difficult materials like Titanium, the sweet spot gets very small indeed. Imagine there are actual numbers on our Sweet Spot diagram. “Size” of Sweet Spot refers to how wide a range of numbers are safe.
What determines the “Size” of a Sweet Spot?
A lot of this is all up to that relative difference in hardness between material and cutter. Even Carbide is not all that much harder than hardened steel whereas it is phenomenally harder than even the hardest woods. Red Oak, for example, has a Brinell Hardness of about 3.7. Mild steel is 120, hardened steel is 900, and tungsten carbide is 4000!
It turns out that the characteristics that affect the feeds and speeds for cnc wood cutting are different than hardness. They have to do for example with the behavior of the sap relative to the sawdust and how the chips are made.
Plastics, similarly, can behave differently–hard plastics as a name is a bit of a misnomer (though it is the industry standard in tooling catalogs). It refers to the chipping characteristics of the plastic. Hard Plastic turns to dust–it shatters. Soft Plastics allow a nice clean chip to be sliced off, almost like you slice cheese with a knife.
Of course, the same is true for woods. “Hard” Wood versus “Soft” Wood has more to do with the seeds of the Wood than the actual hardness. Balsa seems soft but is technically a Hardwood. Hardwood seeds have a covering–shell or fruit, while Softwood does not.
Another factor influencing all this has to do with the manufacturing process for the material. In the case of materials like MDF and Plywood, their manufacture can result in abrasive grit being embedded in the layers and that grit matters more than the wood in feeds and speeds.
This is why so much cnc router work prefers Carbide tooling even though wood is relatively soft. HSS just doesn’t stand up to that kind of grit very well.
With all that said, there are still differences in hardness for various woods, and there is a standard scale, called the "Janka" scale that is used to rate the relative hardness of various woods.
Improve My Feeds and Speeds For




CNC Wood Cutting: Softwood Database
Here are the various softwoods, sorted by Janka hardness, that one might attempt to CNC:
Common Name
Scientific Name
Janka
Metric Hardness
K-N
Janka
Imperial Hardness
lb-feet
balsa
Ochroma pyramidale
0.4
90
ceiba
Ceiba pentandra
1.1
240
cottonwood - balsam poplar
Populus balsamifera
1.3
300
white-cedar, northern
Thuja occidentalis
1.4
320
aspen, quaking
Populus tremuloides
1.6
350
buckeye, yellow
Aesculus octandra
1.6
350
cedar, atlantic white
Chamaecyparis thyoides
1.6
350
cottonwood, black
Populus trichocarpa
1.6
350
fir, subalpine
Abies lasiocarpa
1.6
350
red cedar, western
Thuja plicata
1.6
350
willow, black
Salix nigra
1.6
360
cuangare
Dialyanthera spp.
1.7
380
okoume
Aucoumea klaineana
1.7
380
pine, eastern white
Pinus strobus
1.7
380
pine, sugar
Pinus lambertiana
1.7
380
jelutong
Dyera costulata
1.7
390
spruce, Engelmann
Picea engelmanni
1.7
390
fir, balsam
Abies balsamea
1.8
400
basswood, American
Tilia americana
1.8
410
basswood, Carolina
Tilia caroliniana
1.8
410
fir, noble
Abies procera
1.8
410
aspen, bigtooth
Populus grandidentata
1.9
420
pine, western white
Pinus monticola
1.9
420
redwood, second growth
Sequoia sempervirens
1.9
420
sajo
Campnosperma panamensis
1.9
425
cottonwood, eastern
Populus deltoides
1.9
430
fir, pacific silver
Abies amabilis
1.9
430
obeche
Triplochiton scleroxylon
1.9
430
pine, limber
Pinus flexilis
1.9
430
cypress, Mexican
Cupressus lustianica
2
460
pine, ponderosa
Pinus ponderosa
2
460
shorea, light red meranti
Shorea spp., lauan-meranti group
2
460
incense-cedar
Libocedrus decurrens
2.1
470
fir, white
Abies concolor
2.1
480
pine, lodgepole
Pinus contorta
2.1
480
redwood, old growth
Sequoia sempervirens
2.1
480
spruce, white
Picea glauca
2.1
480
chalviande
Virola spp.
2.1
481
butternut
Juglans cinerea
2.2
490
fir, grand
Abies grandis
2.2
490
limba
Terminalia superba
2.2
490
spruce, red
Picea rubra
2.2
490
fir, California red
Abies magnifica
2.2
500
hemlock, eastern
Tsuga canadensis
2.2
500
pine, Jeffrey
Pinus jeffreyi
2.2
500
banak
Virola spp.
2.3
510
Douglas-fir, interior south
Pseudotsuga menziesii
2.3
510
spruce, Sitka
Picea sitchensis
2.3
510
tulapueta
Osteophloeum platyspermum
2.3
512
spruce, black
Picea mariana
2.3
520
chestnut, American
Castenea dentata
2.4
540
hemlock, western
Tsuga heterophylla
2.4
540
poplar
Liriodendron tulipifera
2.4
540
yellow poplar
Liriodendron tulipifera
2.4
540
catalpa, northern
Catalpa speciosa
2.4
550
catalpa, southern
Catalpa bignonioides
2.4
550
hura
Hura crepitans
2.4
550
pine. red
Pinus resinosa
2.5
560
baldcypress
Taxcodium distichum
2.3
570
pine, jack
Pinus banksiana
2.5
570
cedar, Alaska
Chamaecyparis nootkatensis
2.6
580
cedar, yellow
Cupressus nootkatensis
2.6
580
alder, red
Alnus rubra
2.6
590
silverbell, Carolina
Halesia carolina
2.6
590
tamarack
Larix laricina
2.6
590
Douglas-fir, interior north
Pseudotsuga menziesii
2.7
600
Spanish-cedar
Cedrela spp.
2.7
600
ilomba
Pycnanthus angolensis Exell
2.7
610
red cedar, southern
Juniperus silicicola
2.7
610
pine, pitch
Pinus rigida
2.8
620
cativo
Prioria copaifera
2.8
630
sassafras
Sassafras albidum
2.8
630
alder, European
Alnus glutinosa
2.9
650
determa
Ocotea rubra
2.9
660
Douglas-fir, interior west
Pseudotsuga menziesii
2.9
660
pine, spruce
Pinus glabra
2.9
660
pine, Table Mountain
Pinus pungens
2.9
660
primavera
Tabebula donnell-smithii
2.9
660
pulgande
Dacryodes spp.
3
666
hemlock, mountain
Tsuga mertensiana
3
680
sumac, staghorn
Rhus typhina
3
680
pine, loblolly
Pinus taeda
3.1
690
pine, shortleaf
Pinus echinata
3.1
690
magnolia, cucumber tree
Magnolia acuminata
3.1
700
maple, silver
Acer saccharimum
3.1
700
Douglas-fir, coast
Pseudotsuga menziesii
3.2
710
boxelder
Acer negundo
3.2
720
cedar, Port Orford
Chamaecyparis lawsoniana
3.2
720
chinkapin, giant
Castanopsis chrysophylla
3.2
730
pine, sand
Pinus clausa
3.3
730
pine, pond
Pinus serotina
3.3
740
pine, virginia
Pinus virginiana
3.3
740
birch, gray
Betula populifolia
3.4
760
pine, slash
Pinus elliotti
3.4
760
shorea, yellow meranti
Shorea spp., lauan-meranti group
3.4
770
sycamore, american
Platanus occidentalis
3.4
770
parana-pine
Araucaria augustifolia
3.5
780
shorea, dark red meranti
Shorea spp., lauan-meranti group
3.5
780
mahogany, true
Swietenia macrophylla
3.6
800
magnolia, sweetbay
Magnolia virginiana
3.6
810
tupelo, black
Nyssa sylvatica
3.6
810
elm, american
Ulmus americana
3.7
830
larch, western
Larix occidentalis
3.7
830
mahogany, African
Khaya spp.
3.7
830
elder, blue
Sambucus cerulea
3.7
840
ash, black
Fraxinus nigra
3.8
850
maple, bigleaf
Acer macrophyllum
3.8
850
sweetgum
Liquidambar styraciflua
3.8
850
elm, slippery
Ulmus rubra
3.8
860
pine, pinyon
Pinus edulis
3.8
860
pine, longleaf
Pinus palustris
3.9
870
hackberry
Celtis occidentalis
3.9
880
tupelo. water
Nyssa aquatica
3.9
880
red cedar, eastern
Juniperus virginiana
4
900
sande
Brosimum spp., utile group
4
900
birch, paper
Betula papyrifera
4
910
ekop
Tetraberlinia tubmaniana
4.1
910
pine, ocote
Pinus oocarpa
4
910
anime
Protium spp.
4.1
920
sourwood
Oxydendrum arboreum
4.2
940
cherry, black, American
Prunus serotina
4.2
950
maple, red
Acer rubrum
4.2
950
robe
Tabebul spp., roble group
4.3
960
ash, pumpkin
Fraxinus profunda
4.4
990
Improve My Feeds and Speeds For
CNC Wood Cutting Hardwood Database
Here are the various hardwoods, sorted by Janka hardness, that one might attempt to CNC:
Common Name
Scientific Name
Janka
Metric Hardness
K-N
Janka
Imperial Hardness
lb-feet
teak
Tectona grandis
4.4
1000
walnut, black
Juglans nigra
4.5
1010
albarco
Cariniana spp.
4.5
1020
holly, American
Ilex opaca
4.5
1020
magnolia, southern
Magnolia grandiflora
4.5
1020
buckthorn, cascara
Rhamnus purshiana
4.6
1040
oak, southern red
Quercus falcata
4.7
1060
avodire
Turraeanthus africanus
4.8
1080
manni
Symphonia globulifera
5
1120
andiroba
Carapa guianensis
5
1130
oak, chestnut
Quercus prinus
5
1130
shorea, white meranti
Shorea javanica, lauan-meranti group
5.7
1140
cherry, wild, European
Prunus avium
5.1
1150
santa maria
Calophyllum brasiliense
5.1
1150
ash, oregon
Fraxinus latifolia
5.2
1160
juniper, alligator
Juniperus deppeana
5.2
1160
maple, black
Acer nigrum
5.2
1180
oak, overcup
Quercus lyrata
5.3
1190
oak, water
Quercus nigra
5.3
1190
ash, green
Fraxinus pennsylvanica
5.3
1200
oak, black
Quercus velutina
5.4
1210
oak, laurel
Quercus laurifolia
5.4
1210
pine, heart
Pinus resinosa
5.5
1225
kapur
Dryobalanops spp.
5.5
1230
oak, swamp chestnut
Quercus michauxii
5.5
1240
pine, Caribbean
Pinus caribaea
5.5
1240
birch, river
Betula nigra
5.6
1260
birch, yellow
Betula alleghaniensis
5.6
1260
iroko
Chlorophora spp.
5.6
1260
keruing
Dipterocarpus spp.
5.6
1270
laurel, California
Umbellularia californica
5.6
1270
myrtlewood
Umbellularia californica
5.65
1270
angelique
Dicorynia guianensis
5.7
1290
mersawa
Anisoptera spp.
5.7
1290
oak, northern red
Quercus rubra
5.7
1290
oak, shumard
Quercus shumardii
5.8
1290
beech, American
Fagus grandifolia
5.8
1300
ramin
Gonystylus bancanus
5.8
1300
alder, white
Alnus rhombifolia
5.9
1320
ash, white
Fraxinus americana
5.9
1320
elm, cedar
Ulmus crassifolia
5.9
1320
elm, rock
Ulmus thomasii
5.9
1320
ovangkol
Guibourtia ehie
5.9
1330
oak, post
Quercus stellata
6
1360
oak, white
Quercus alba
6
1360
oak, bur
Quercus macrocarpa
6.1
1370
cypress, Australian
Callitris glaucophylla
6
1375
coffeetree, Kentucky
Gymnocladus dioicus
6,2
1390
oak, scarlet
Quercus coccinea
6.2
1400
sepetir
Pseudosindora palustris
6.3
1410
tanoak
Lithocarpus densiflorus
6.3
1420
maple, sugar (hard)
Acer saccharum
6.4
1450
madrone, Pacific
Arbutus menziesii
6.5
1460
oak, willow
Quercus phellos
6.5
1460
birch, sweet
Betula lenta
6.5
1470
oak, cherrybark
Quercus falcata varpagodifolia
6.6
1480
hickory, bitternut
Carya cordiformis
6.7
1500
merbau
Intsia spp.
6.7
1500
pau marfim, Patagonian maple
Balfourodendron riedelianum
6.7
1500
oak, pin
Quercus palustris
6.7
1510
sapele
Entandrophragma cylindricum
6.7
1510
witch hazel
Hamamelis virginica
6.8
1530
elm, winged
Ulmus alata
6.8
1540
hickory, water
Carya aquatica
6.9
1550
afrormosia
Pericopsis elata
6.9
1560
honeylocust
Gleditsia triacanthos
7
1580
peroba de campos
Paratecoma peroba
7.1
1600
yew, Pacific
Taxus brevifolia
7.1
1600
oak, swamp white
Quercus bicolor
7.2
1620
opepe
Nauclea diderrichii
7.3
1630
alder, Nepalese
Alnus nepalensis
7.4
1690
locust, black
Robinia pseudoacacia
7.6
1700
pilon
Hyeronima spp.
7.6
1700
kempas
Koompassia malaccensis
7.6
1710
para-angelim
Hymenolobium excelsum
7.7
1720
piquia
Caryocar spp.
7.7
1720
apple
Malus sylvestris
7.7
1730
peroba rosa
Aspidosperma spp., peroba group
7.7
1730
tree-of-heaven
Ailanthus altissima
7.7
1731
angelin
Andira inermis
7.8
1750
benge
Guibourtia arnoldiana
7.8
1750
hornbeam, American
Carpinus caroliniana
7.9
1780
shorea
Shorea spp., baulau group
7.9
1780
ebony, black and white, pale moon
Diospyros malabarica
7.9
1790
laurel, mountain
Kalmia latifolia
8
1790
serviceberry
Amelanchier spp.
8
1800
hickory, shellbark
Carya lacinosa
8.1
1810
hickory, pecan
Carya illinoensis
8.1
1820
hophornbeam, eastern
Ostrya virginiana
8.3
1860
purpleheart
Peltogyne spp.
8.3
1860
hickory, shagbark
Carya ovata
8.4
1880
jarrah
Eucalyptus marginata
8.5
1910
wenge
Millettia laurentii
8.4
1930
degame
Calycophyllum candidissimum
8.6
1940
hickory. mockernut
Carya tomentosa
8.8
1970
pedauk - African
Pterocarpus soyauxii
8.6
1970
ash, blue
Fraxinus quadrangulata
9
2030
karri
Eucalyptus diversicolor
9.1
2040
wallaba
Eperua spp.
9.1
2040
hickory, pignut
Carya glabra
9.5
2140
sucupira
Diplotropis purpurea
9.5
2140
dogwood, flowering
Cornus florida
9.6
2150
goncalo alves
Astronium graveolens
9.6
2160
mahogany, Santos, Cabreuva
Myroxylon balsamum
9.8
2200
tornillo
Cedrelinga cateniformis
10.2
2299
ebony, persimmon, white
Diospyros virginiana
10.2
2300
mora
Mora spp.
10.2
2300
persimmon, common
Diospyros virginiana
10.2
2300
mesquite
Prosopis spp.
10.4
2345
cherry, Brazilian
Castenea dentata
10.4
2350
courbaril
Hymenaea courbaril
10.5
2350
greenheart
Chlorocardium rodiei
10.5
2350
ebony, Ceylon, East Indian
Diospyros cebenum
10.8
2430
granadillo
Platymiscium yucatanum
10.9
2450
oak, live
Quercus virginiana
12.9
2680
bubinga
Guibourtia spp.
12
2690
olive
Olea europaea, O. capensis
2700
rosewood, Brazilian
Dalbergia nigra
12.1
2720
sucupira
Bowdichia brasiliensis
12.2
2750
osage orange, horse apple
Maclura pomifera
12.3
2760
bloodwood, conduru, cardinal wood
Brosimum rubescens
14
2900
kaneelhart
Licaria spp.
12.9
2900
ebony, mun
Diospyros mun
13.4
3000
macawood
Platymiscium spp.
14
3150
rosewood, Indian
Dalbergia latifolia
14.1
3170
bulletwood
Manilkara bidentata
14.2
3190
ebony, African, Gaboon, Nigerian
Diospyros crassiflora
14.1
3220
ebony, Macassar, striped
Diospyros celebica
14.1
3220
azobe
Lophira alata
14.9
3350
manbarklak
Eschweilera spp.
15.5
3480
ipe
Handroanthus spp. (lapacho group), Brazilian walnut
15.6
3510
marishballi
Lincania spp.
15.9
3570
lignumvitae
Guaiacum spp.
20
4500
Improve My Feeds and Speeds For
Tips and Techniques for CNC Wood Cutting
Feeds and Speeds Calculator Wood
For Wood CNC Machine cutting applications, a good Feeds and Speeds Calculator needs the following features:
- A detailed wood database to fine tune Feeds and Speeds by wood species.
- Support for the special cnc router bits used by CNC Routers such as downcut, compression, and straight flute end mill.
- If you have a hobby-class cnc router, it isn't as sturdy or rigid as a commercial cnc machine. Feeds and Speeds will need to be adjusted.
- Support to help you limit feeds and speeds to levels that won't pop the parts off your vacuum table.
Our G-Wizard Calculator is the world's first feeds and speeds calculator specifically designed for CNC Router use, and it does all that and more.
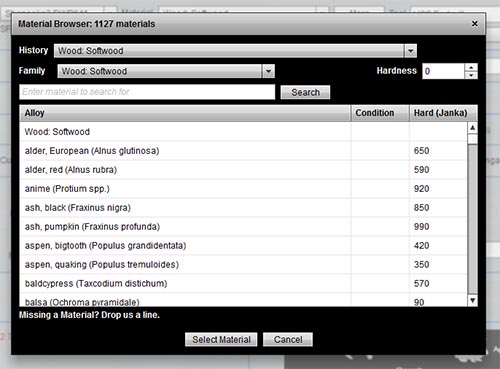
G-Wizard's Material Database has hundreds of wood species built-in...
CNC Feeds and Speeds Chart Wood
Access to a good Feeds and Speeds Calculator Wood will put you light years ahead of charts, but in a pinch if you don't have a calculator, you can use this CNC Feeds and Speeds Chart as a starting point.
Surface Speed or SFM for Wood (Cutting Speed for Wood)
With a carbide end mill, typical SFM for Wood values might be:
- Hardwood: 1500 SFM
- Softwood: 1500 SFM
- MDF: 1500 SFM
- Plywood: 1500 SFM
CNC Feed Rate for Wood
Calculating Feeds and feed rate is a function of chipload. Using feeds and speeds formulas, you can find the CNC Feed Rate for Wood from these chiploads. Or, use a Feeds and Speeds Calculator Wood like our G-Wizard to make it easier. Here are the cnc chip loads for the broad wood workpiece material categories:
- Hardwood: 0.0145 IPT
- Softwood: 0.0152 IPT
- MDF: 0.0131 IPT
- Plywood: 0.0143 IPT
Note, those are typical numbers for a 1/2" diameter carbide end mill cutting a full width slot to a depth of 1/4". Changing any of those variables will affect the CNC Feed Rate for Wood. Use a Feeds and Speeds Calculator to make the adjustments automatically as the variables change.
Carbide or HSS Cutters?
In most cases, you'll want to purchase carbide cnc router bits. First, a lot of wood products such as plywood and MDF can contain considerable amounts of highly abrasive grit due to the way they are manufactured. That grit radically shortens the life of HSS tools and you'll need carbide to stand up to it. Second, the spindle speeds used in most CNC routers are very fast, and this is also advantageous for Carbide because it tolerates the higher temperatures associated with the fast speeds better. Lastly, carbide is much stiffer than HSS, and so tool deflection is less likely to be a problem. Here is a great article: What Every CNCer Ought to Know About Tool Deflection.
Avoid Splintering the Surface with Special Router Bits
CNC Machining Plywood and many other wood products often results in splintering and tear out. Special CNC Router Bits can really minimize splintering.
Specialize milling cutters for wood are available to help reduce the likelihood of splintering the surface of your wood (or laminated materials too):
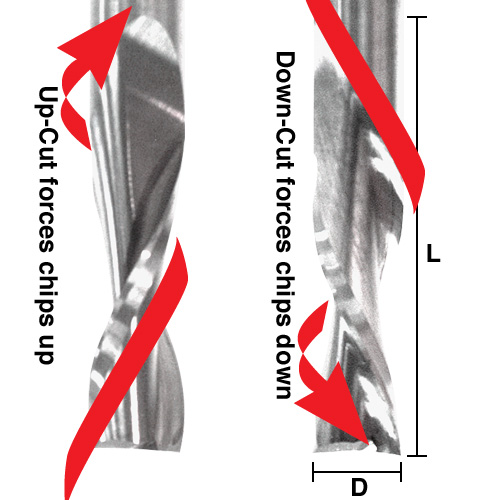
- Upcut End Mill: This is the normal end mill style. The spiral flute carries chips up and out of the hole as it cuts. These are probably the worst about splintering, though with serious fine tuning and slower feeds and speeds you may be able to tame it a bit.
- Downcut End Mill: With downcut geometry, the spiral is reversed so it pushes down instead of pulling up. This is great for reducing splintering of the top surface, but you do want to be careful the chips can go somewhere. Cutting deep tight slots can be problematic for this type of cutter sometimes.
- Compression: A compression cutter is a combination of upcut and downcut. It has the spiral set to pull up at the bottom of the material, then it reverses direction at the top. It's name comes because it is pushing the chips to the center of the cutter, or "comrpessing" them, in other words. Compression cutters can avoid splintering both top and bottom, so are ideal for many applications where you're making one pass to cut all the way through the workpiece material.
- Straight Flute: Straight flutes have no twist. This reduces their likelihood of splintering, and it also makes the cutters cheaper. However, their performance is not so hot in terms of ultimate feeds and speeds.
For much more on Cutters for CNC Routers, see our specific article.
More Splintering and Tear-Out Tips:
- The more porous the wood, the more likely it is to splinter.
- Slower, shallower cuts will reduce the splintering.
- Climb Cutting can make tear-out less like than Conventional Milling.
- Spray a sealer like laquer on the wood to give it a little more support.
Tips to minimize Router Burning Wood
Tired of those annoying burn marks on your edges? Here are some tips to help:
- Make sure you're running proper feeds and speeds so that your cutters won't rub. Rubbing generates a lot of heat. You need a Feeds and Speeds Calculator to do the job right. Preferably one like our G-Wizard that has a Rubbing Warning.
- Keep cutters clean. Any dust or resin buildup adds friction which can lead to overheating the workpiece material.
- Use sharp cutters. If you can run your fingernail over the edge without shaving off a bit of fingernail, your cutter is probably dull.
- Take shallower passes. Hogging with deep passes removes material fast, but it can also cause tear-out and overheating that leads to burning.
If the cutter is getting hot to the touch (careful!), and especially if there is any discoloration or the wood is being burnt, your feedrate relative to the proper feedrate is too slow, and the cutter is rubbing. For a full explanation of rubbing, see this article from our Feeds and Speeds Tutorials.
Geometry causes rubbing when we feed cutters too slowly. It heats everything up and will burn wood...
CNC Wood Cutting: CNC Router or VMC?
Would you believe that for many CNC wood cutting applications, a VMC (Vertical Machining Center) can make more sense than a CNC Router? All sorts of companies like Taylor Guitars and Fender are using VMC's on a daily basis for woodwork. That link has the details, but here are some of the reasons why:
- Cost: When high levels of precision are needed (guitar making is very precise), the VMC can achieve precision at a lower price point.
- Floor Space: Most of the CNC routers are set up to take 4×8 sheets. These custom shops are doing smaller runs and they’re not machining plywood sheets. The desire to include climate control to keep the wood stable also means shop floor square footage is at a premium. Smaller machine footprints help keep this cost under control.
- Dust Control: The full enclosure of a VMC really helps keep the dust down in the shop.
- Tool Changer: While they’re certainly available for CNC Routers, they’re standard on VMC’s. Fender needs 21 tools for their application and keeps 20 in the changer and the 21st sits in a dedicated space on the table where the spindle can fetch it as needed.
Vacuum Table Tips
Vacuum Tables are often the preferred method of workholding for cnc wood cutting, and we have a huge page chock full of great information on how to use Vacuum Tables.

Check out our Total Guide to Vacuum Tables...
Best Wood for CNC Carving or CNC Routing
These woods are well-regarded for carving:
- Basswood: Great choice for beginners. This white wood has almost no grain and is very soft, making it easier for beginners.
- Aspen: Another white wood. It's stronger than basswood but still quite soft.
- Butternut: Another Best Wood for CNC Carving choice. Browner than Basswood or Aspen and with a nice grain. It's similar to Walnut but lighter in color and easier to carve. It polishes very nicely.
- Black Walnut: More expensive than the others above, but it delivers a rich color and grain.
- Oak: Another popular choice for Best Wood for CNC Carving. It is strong and sturdy with a very defined grain.
- MDF carves nicely and can be an excellent practice material.
Keep in mind that softer woods will have more of a tendency to tear out.
Frequently Asked Questions (FAQ)
What is the feed rate for cutting wood?
Here are some typical chiploads for cutting wood with a 1/2" diameter carbide endmill:
- Hardwood: 0.0145 IPT
- Softwood: 0.0152 IPT
- MDF: 0.0131 IPT
- Plywood: 0.0143 IPT
To adjust these for different cutters are for specific wood species, consult our G-Wizard Calculator.
What is a good SFM for wood?
With a carbide end mill, typical SFM for Wood values would be 1500 SFM.
What are the best speeds for wood turning?
The wood lathe rule of thumb is, "Do not exceed 1,000 RPM's."
Here's a handy Free Lathe Feeds and Speeds Calculator.
What is the best cutting speed for wood?
With a carbide end mill, typical SFM values for Wood are 1500 SFM. We can use a simple formulat to convert SFM to cutting speed in rpm:
Spindle RPM = SFM / Circumference of your End Mill
or
Spindle RPM = SFM / (Tool diameter * Pi)
More CNC Wood Cutting Resources
Machining Wood in a Vertical Machining Center
Mastering CNC 3D Carving: A Complete Guide
CNC Machining Fuels Guitar Innovations
They Build Dreams: The Fender Custom Shop
Onsrud CNC Production Routing Guide
How to Survive Your First CNC Router Fire
More Material-Specific Machining Guides
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.