How can we convert SFM to RPM? What is SFM?
It won't take long for you to encounter the abbreviation “SFM” (or sometimes "SFPM") if you are dabbling with machining or CNC. Shortly after, you'll realize that translating SFM to RPM is integral to the calculations of Feeds and Speeds. This article will clarify this important idea for you.
SFM = Surface Feet Per Minute
Let's get one thing out of the way quickly, SFM is an acronym for “Surface Feet per Minute”. It's a unit of measurement for a concept in machining called “Surface Speed” or sometimes "Cutting Speed." Of course there are also metric units for Surface Speed. We use Surface Meters per Minute in metric. We can also choose inches per minute.
And there is a specific SFM for every tool and material combination.
Now why is that important?
What is Surface Speed / Cutting Speed?
Surface Speed and SFM are used to help determine the best spindle speed (measured in RPM or Revolutions per Minute) for machining cuts. We also sometimes refer to Surface Speed as Cutting Speed. That sounds pretty useful, right?
Here's the thing–cutters come in many variants. On a lathe, the work spins and the cutter remains stationary. Typically, there is only one cutting edge. On a milling machine, the cutter spins and the work remains stationary. Not only that, but there are usually multiple cutting edges or flutes on a typical endmill. On top of that the tool diameter (for mills) and workpiece diameter (on lathes) matter.
The goal of surface speed is to provide a single quantity that can help determine the best cutting speed (spindle rpm) for every cutter type, no matter whether it's on a lathe or mill and no matter what diameter is involved.
Sounds like a tall order, but it's really pretty simple.
Those cutting edges don't know whether they're on a lathe or a mill. They don't know if there are other cutting edges either. All they know is they are slicing into the workpiece, like dragging a razor over your skin when you shave. Here's a simple diagram:
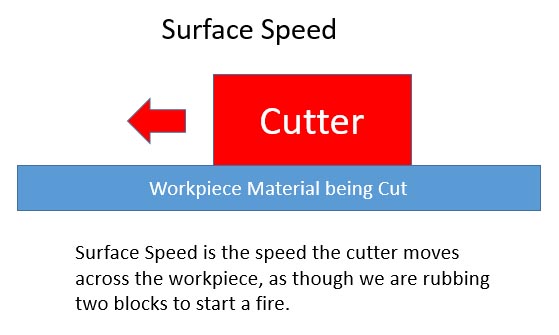
Surface speed is simply the speed the cutter moves across the workpiece. Pretty easy, right? And now you can see why you might have a unit like SFM: the cutter will move that number of feet in one minute. The metric measure of surface speed can be either meters or millimeters per minute (or second), but it's the exact same concept.
Now, each specific cutting tool will have a different surface speed for each specific material.
What's the Right Surface Speed (What Happens When it is Wrong?)
What's the impact of too much surface speed or too much cutting speed?
Well, the diagram does mention the notion of rubbing two blocks to start a fire. The faster you move the cutting edge through the material it's cutting (i.e. the faster the cutting speed), the more heat it generates.
Cutting tools are made of materials that are designed to resist heat. Things can get quite hot before trouble starts, and that's perfectly okay. But, there are limits. If there is too much heat, and temperatures rise too high, the cutting tool can no longer resist. It softens, which causes the edge to dull. When the edge dulls, it creates even more friction and heat. Pretty soon we have a vicious cycle and our cutting tool is ruined because we used too much cutting speed.
What about the opposite? Can we have too little surface speed?
This is a logical question to ask. We can have too slow a feedrate and that's very bad for tools because it causes rubbing, which makes the tool too hot, and we just talked about where that leads. Not good!
But, as it turns out, there is no real penalty for slowing the spindle speed (rpms). In fact, it's one of the most beneficial things you can do to extend tool life. Slowing spindle speed down via reducing rpm will reduce the amount of heat in the cut, which will help the tool to last longer.
How can we use SFM to find the ideal spindle speed?
First thing, is every cutter has a recommended surface speed that is usually based on the material you'll be cutting. Soft materials like wood or plastic can tolerate relatively high surface speeds. Hard materials require slower surface speeds. The very toughest materials may force you to use very low SFM's indeed.
Surface Speed Calculator / SFM Calculator / SFM to RPM Calculator / Cutting Speed Calculator
To find the recommended surface speed, you've got a few choices. If you have a Feeds and Speeds Calculator like our G-Wizard, it will have some default recommendations. Just select a tool and material and you've got it:
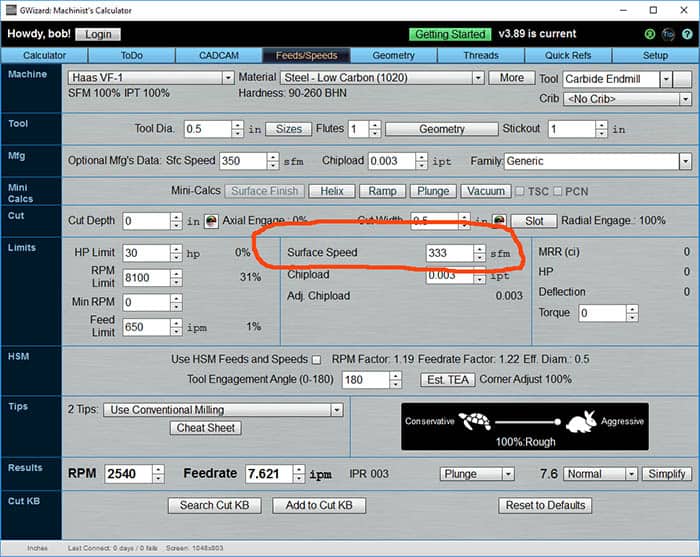
For mild steel and a carbide endmill, G-Wizard suggest 333 SFM...
Or, enter the desired RPM and G-Wizard will figure out the actual Surface Speed being used.
If you haven't already, please try G-Wizard Feeds and Speeds Calculator:
Start Using G-Wizard Now, It's Free!
You can also find tables of SFM's in places like Machinery's Handbook or our free online feedrate calculator for mills. Use our free lathe speed calculator if you're turning.
Lastly, manufacturers of cutters nearly always published recommended Surface Speeds for their cutters.
SFM Formula (SFM to RPM Formula)
Once you've got a suggested surface speed, it's relatively easy to determine spindle speed. The simple machining formula you'll use is the following equation:
Spindle RPM = SFM / Circumference
Where the circumference is that of the workpiece on a lathe or the cutter on a mill. In other words, you want the circumference of whatever is spinning. And circumference is diameter times pi. So for a mill, it's tool diameter times pi. For a lathe it's workpiece diameter times pi.
We can easily provide formulas based on diameter:
Spindle RPM (mill) = SFM / (Tool Diameter * Pi)
Spindle RPM (turning) = SFM / (Workpiece Diameter * Pi)
Given that simple formula, now you know why small diameter tools such as drill bits have to be spun faster than larger diameter tools. Their circumference is smaller, so the rpm goes up.
RPM to SFM Formula
Of course we can easily convert RPM to SFM by manipulating the following equation:
SFM = RPM * Circumference
That'll get your from surface feet per minute to rpm.
[ For more formulas, check our Cutting Speed Formulas Article. ]
Why use a Surface Speed Calculator for Spindle Speed?
There are various reasons to use fancier surface speed calculators over simple sfm to rpm formulas. For example, if you're drilling a deep hole, it is often helpful to slow down the rpms a touch. But, for the most part, you've just learned everything you need to know about Surface Speed, SFM, and calculating spindle rpms.
Now I know you're wondering. Given how easy it is, why would you need a fancy feeds and speeds calculator like G-Wizard?
First, not everything is as simple to calculate as spindle rpms. Second, I've already mentioned fancier calculations can be beneficial to your tool life. But probably the most important thing is that these variables don't exist in isolation. Each one impacts the others. For example, your machine is limited to a certain amount of power based on the size of its motor. All sorts of things, including spindle rpm, go into determining how much power is used in a cut.
What should be done if the cut exceeds your spindle's available power?
We could choose to adjust a lot of different variables. We could throw up our hands and just tell our user that particular scenario is impossible. But, the right answer is to adjust the variables in some optimum order that gets the user as close as possible to their desired result. We just learned we can reduce rpms and all is well–tool life improves!
But, if you have a high speed spindle, perhaps for a CNC Router, you can only make it run so slow. For many machines, slowing down too much also reduces available power. Can you see all the interactions that take place between all these variables?
Dealing with that complexity is the role of a good Feeds and Speeds Calculator. If you've never played with one, get the free 30-day trial for our G-Wizard Calculator. It's fascinating to see how all these variables interact with one another. Getting a little help mastering speed and feed will make your CNC work go so much faster and easier too.
Special Case: Surface Speeds for Tapping
Our Tapping Feeds and Speeds Calculator article covers Surface Speeds for Tapping.
Conclusion
Now you have the formulas to calculate sfm and rpm. You understand the sfm unit can be feet, inches, meters, or even centimeters or millimeters. This stuff works weather you have a milling machine or you're turning.
Use the correct sfm for your workpiece (i.e. for the material) and tool and all will go well. At least as far as temperature is concerned. You will have good cutting speeds, but you'll still need to deal with chip load and feed rate.
Optimize these values for good speed recommendations and you may increase hourly part production significantly because you will have maximized the material removal rate.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.