Free GD&T Calculator [ + Much More ]
Definition of Surface Finish
Before we get on with Surface Finish Symbols, let's understand how Surface Finish is defined. Engineering prints call out a great many things in their attempt to make sure the part that gets made matches the designer's intent. Aside from dimensions and tolerances, another important callout is Surface Finish.
Surface Finish is a measure of the overall texture of a surface that is characterized by the lay, surface roughness, and waviness of the surface. Surface Finish when it is intended to include all three characteristics is often called Surface Texture to avoid confusion, since machinists often refer to Surface Roughness as Surface Finish. Another term, analagous to Surface Texture, is Surface Topology.
This diagram gives an idea of how to think of the relationship of Waviness, Lay, and Roughness:
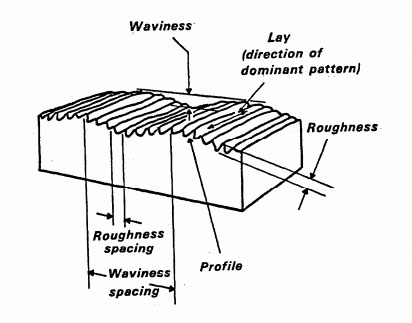
The relationship of Waviness, Lay, and Roughness...
Lay
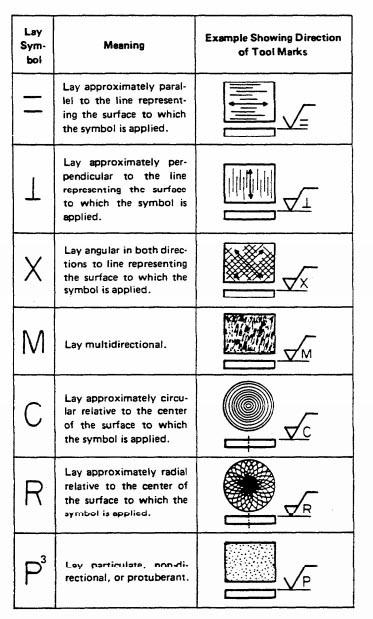
The Lay is the direction of the predominant surface pattern, and is usually determined by the production method used to process the surface. Lay is the first component of Surface Texture.
Here are some typical Lay patterns:
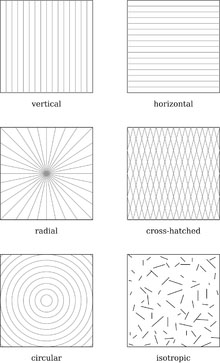
Surface Finish Lay Patterns...
Surface Roughness
Surface roughness is a measure of finely spaced surface irregularities. Surface roughness is the second component of Surface Texture. Surface roughness is usually what machinists refer to when talking about "surface finish." When talking about all three characteristics, they may use the term "Surface Texture" more properly.
Waviness
Surface Roughness speaks to fine detail imperfections, but there may also be much coarser irregularities. For example, a surface may be warped or deflected from the ideal. Waviness is the third component of Surface Texture.
What Next? How about this:
Surface Finish and Product Function
How do product designers decide what surface finishes to require, and how should CNC machinists think about different surface finishes?
There are a variety of considerations, and they may even vary for different stages in the manufacture of a particular part. For example, we may have a surface finish requirement on a casting that ensures the finish (think of it as the deviations of the surface of the casting from an ideal) is good enough that the allowance made for extra material that will be machined off in a future step is sufficent. If the casting is too imperfect, the trough of an imperfection may be below the expected machined surface of that future step.
Another important consideration is friction. Reducing surface roughness typically reduces friction which can be critical to reducing wear and increasing efficiency of sliding parts.
The desired surface finish is very much determined by the function and use of the component. Ship's propellors start out with fairly high surface finish standards but in actual use they erode pretty quickly. Optical and especially components used with X-Rays have some of the finest surface finish requirements achievable.
The goal of product designers is to specify surface finishes that are as coarse as possible but will still function within the part's desired operating parameters.
The goal of CNC machinists is to achieve surface finishes on parts that are as good as those required by the designer, but not better as that results in the cheapest to manufacture parts. The machinist must choose a manufacturing process and cutting tool that will achieve the desired results as cheaply as possible. Those are the best results possible.
It's important for designer and manufacturer to agree on exactly which parameters (Ra, Rz, etc..) are to be used for inspecting and parts acceptance. While there are commonly accepted conversions between these, actually using the same parameters for the inspection that the designer used with the design always yields the best results.
Surface Finishes for Various Manufacturing Processes
Surface Finishes vary tremendously by the manufacturing process used to achieve them. A flame cut plate edge has a radically different surface finish than a ground surface, for example. Choosing a manufacturing process that's capable of achieving the desired surface finish is the first step in figuring out how to manufacture a part that requires a particular finish. Sometimes, more than one manufacturing process must be overlaid to achieve the desired result cost-effectively. For example, a machined surface may need to transition to a ground surface to meet the surface finish requirement.
In addition to choice of manufacturing process, there may also be a choice of cutting tool.
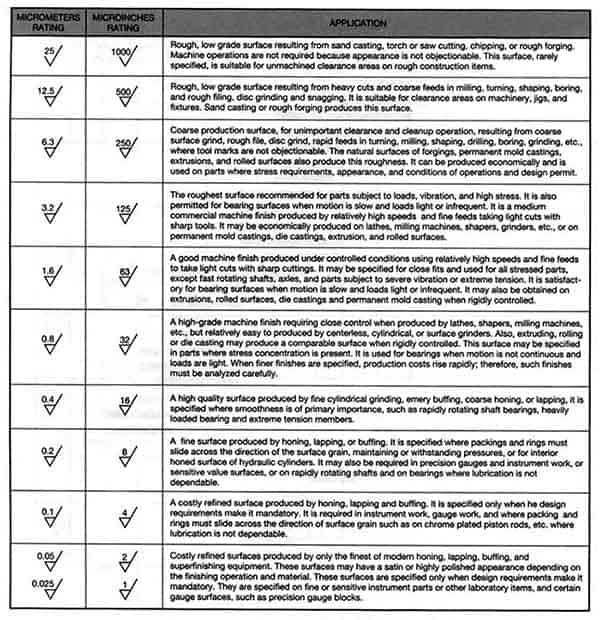
Here's a chart table showing the relative surface finish roughness of various manufacturing processes:
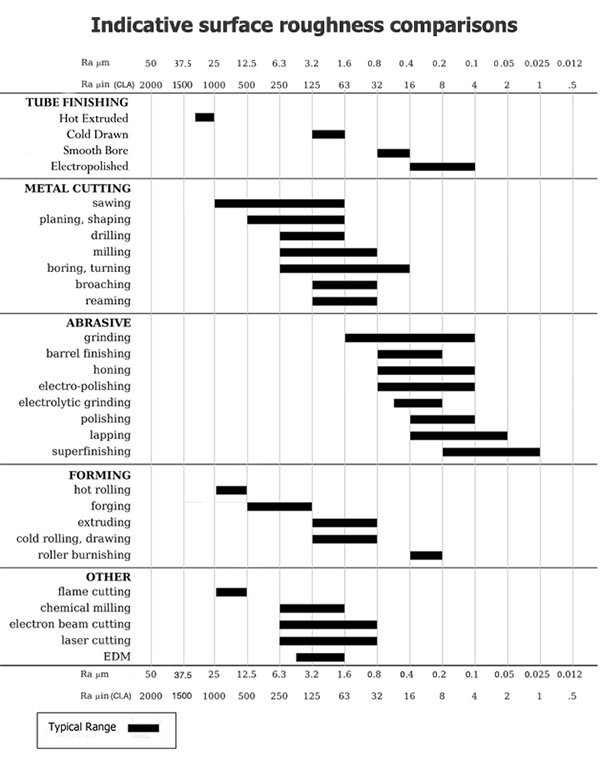
Relative Surface Finish Roughness of Manufacturing Processes...
For more on manufacturing processes and the cost of maintaining tight tolerances and surface finishes, see our article:
[ The high cost of tight tolerances ]
Measuring and Inspecting Surface Finish
Measurement implies characterizing something as a number-something that's very important to CNC'ers.
There are a number of different characteristics we might measure with respect to Surface Finish. Two of the most important are the height of the roughness peaks and their separation, often referred to as "Ra" and "D":
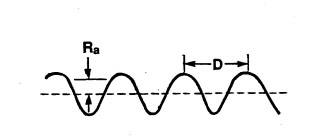
Ra and D are two important surface finish parameters...
The Surface Finish Units we would use for parameters like Ra would be either micro-inches (English or Imperial) or micrometers (Metric). Our chart of surface finishes by manufacturing process (see above) gives both.
When we try to measure a surface finish, the methods fall into three categories:
- Profiling Techniques: Here a high resolution probe is used to measure the surface. Think of a sensitivity more in line with a phonograph needle than a typical CNC Probe.
- Area Techniques: With an area technique, a finite area is measured and this provides a statistical average of the peaks and valleys. Examples of area techniques include optical scattering, ultrasonic scattering, and capacitance probes. Area techniques are easier to automate and faster to execute, but profiling techniques are often more accurate.
Let's consider the ultrasonic scattering area technique. Basically, surface roughness degrades the reflection of ultrasound. The degree to which the signal is degraded is how this area technique determines surface roughness. The optical scattering area technique operates on very similar principles.
- Microscopy Techniques: These techniques are usually more qualitative because they rely on measurement of contrast to provide information about peaks and valleys. An electron microscopy technique enables the machinist to examine the surface finish to observe fine detail; however, the tools are limited by the small fields of view. Only a small section of the surface can be viewed at one time due to the scale at which electron microscopes operate.
Instrumenets used to measure Surface Roughness using these various techniques are called Profilometers.

Pocket Profilometer...
Factors Affecting Surface Finish
There are many factors that affect surface finish, with the biggest being the manufacturing process (see table above). For machining processes, such as milling, turning, and grinding, factors such as cutting tool selection, machine tool condition, toolpath parameters, feeds, speeds, tool deflection, cut width (stepover), cut depth, coolant, and vibration are just a few of the many important consideration.
Various Techniques:
- When Face Milling, use a cutting tool with a lead angle other than 90 degrees. A 45 degree lead angle facemill will produce a finer finish. Also set your Cut Width such that the tool doesn't go down the centerline. In other words, set Cut Width so it isn't equal to Tool Diameter / 2.
- Use inserts with a larger radius. A toroidal cutter or copy mill can often leave a better finish than other insert geometries.
- Unless the insert height on your face mill can be individually adjusted, a fly cutter often leaves the best surface finish.
- Keep Tool Deflection as low as possible. You can set a Tool Deflection limit in our G-Wizard Calculator to help with that.
Feeds and Speeds for Best Surface Finish
In general, adjust feeds and speeds for a lower chip load at the same rpms for a better finish. Take a finish pass that's relatively light as well. Make sure as you're doing this to avoid rubbing, which is very hard on tool life. Proper settings for good surface finish should produce good tool life as well.
Our G-Wizard Calculator software has a handy "Tortoise-Hare" slider that makes it easy to dial in proper feeds and speeds for a finishing pass:
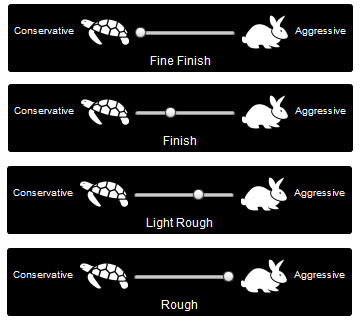
G-Wizard's Tortoise-Hare slider for dialing in your finish...
The further towards the Tortoise you go, the finer finish you will get. G-Wizard accomplishes this by reducing the speed relative to the chip load.
G-Wizard will also warn you if rubbing is a risk, which will help you avoid that problem.
Ballnose Scallops and 3D Profiling Surface Finish
If you're 3D Profiling, each pass of the ballnosed cutter leaves a "scallop" in the surface of the material. Our G-Wizard Calculator software has a special Mini-Calc that will help you adjust for a scallop height that delivers the required surface finish:
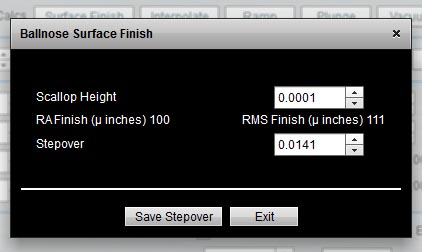
Ballnose Surface Finish Calculator...
Enter the maximum scallop height and G-Wizard will tell you the resulting RA and RMS surface finish as well as calculate the stepover. BTW, if you want to know how to pick optimal stepovers and tool diameters for 3D Profiling, we've got an article on that too!
Surface Finish While Turning
Turning is very similar to 3D profiling in that the stepover, in this case determined by the feedrate while turning, results in scallops that match the shape of the turning insert. We use this to good effect when turning threads, but if we want a smooth shaft, we'll have a surface finish requirement that must be met. That will determine feedrate and insert nose radius we can use for the job. G-Wizard has a nice calculator for that too:
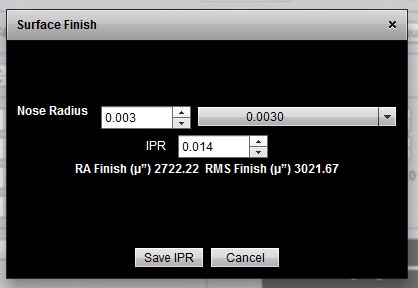
Surface Finish Turning Calculator...
Free Software that Will Make Anyone a Better CNC'er or Engineer
Seriously. Our G-Wizard software is chock full of the handiest calculators and reference materials ever. Beats the heck out of handbooks and spreadsheets. GD&T, Hardness Conversion, Material Size/Weight/Volume, Fasteners, Over 2000 Threads, and more. Hundreds of thousands of folks just like you have used it.
Surface Finish Units From RA To RZ
A Surface Finish Requirement is specified in terms of some unit or other.
Ra - Average Roughness
Ra is also known as Arithmetic Average (AA) or Center Line Average (CLA). It is the average roughness in the area between the roughness profile and its mean line.
Mean Line is the reference line about which the roughness profile deviations are measured. The mean line of the roughness profile is usually established by analog or digital filters with the selected cutoff corresponding to the roughness sampling length. Profile Peak is the point of maximum height on a portion of a roughness profile. This mean line is why RA is also known as Center Line Average.
Graphically, Ra is the area between the roughness profile and its centerline divided by the evaluation length. The evaluation length is normally five sample lengths where each sample length is equal to one cutoff length. Hence the term "Arithmetic Average."
Ra (average roughness) is by far the most commonly used Surface Finish parameter. One reason it is so common is that it is fairly easy to take the absolute value of a signal and integrate the signal using analog electronics, so Ra (average roughness) could be measured by instruments that contain no digital circuits.
Ra, while common, is not sufficient to completely characterize the roughness of a surface. Depending on the application, surfaces with the same Ra can perform quite differently. Here are 4 surfaces with the same Ra (average roughness) and quite different shapes:
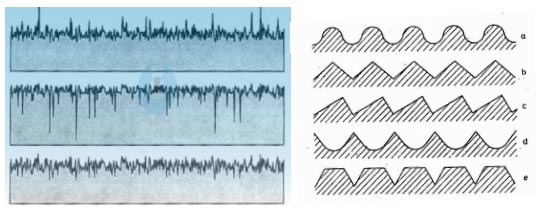
All four surfaces have the same Ra but quite different shapes...
To distinguish these differences, more parameters are needed.
Rmax - Vertical distance from highest peak to lowest valley
Rmax is particularly sensitive to anomalies such as scratches and burrs that may not be obvious from measures such as Ra that rely on averages.
Rz - Preferred by many Europeans
Rz is often preferred to Ra in Europe and particularly Germany. Instead of measuring from centerline like Ra, Rz measures the average of the 5 largest peak to valley vertical distance within five sampling lengths. While Ra is relatively insensitive to a few extremes, Rz is quite sensitive since it is the extremes it is designed to measure.
Surface Roughness Grades: "N" Numbers
Here is a chart table showing how Roughness Grade Numbers convert to Ra numbers:
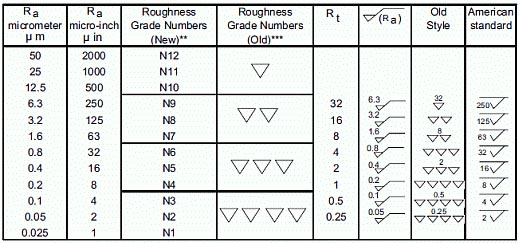
Roughness Grade Numbers and Ra Measures...
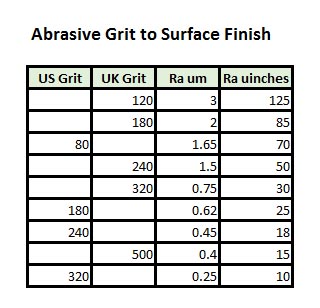
Surface Roughness of Abrasive Grits and Sandpaper
One approach to Surface Finish is to use abrasives or sand the surface. This chart converts from abrasive grit to Surface Finish Ra values:
Who Makes the World's Best Screwdrivers?
Seriously. And don't think it's Snap On or Craftsman.
Listen, I love "World's Best" articles. Why? Because no matter who you are, you deserve to experience the very best. Particularly the very best of something you will use often, like a screwdriver. So check it out and see. We'll show you 8 brands that are far better than the average screwdriver.

Surface Finish Math and Equations
To Calculate
Equation
Notes
Ra
Ra = CLA = (M1 + M2 + M3 + M4) / 4
Where:
M1, M2, ... Mn are measure values
Average Roughness in micro-meters or micro-inches. Ra is the arithmetic mean deviation of the profile
Rc
Mean height of profile irregularities
Rku
Kurtosis of the profile
Rmax
Maximum roughness depth
Rmr
Material Ration of the profile
Rp
Rp = MAX( M1, M2, M3, ... )
Max profile peak height
Rq
Rq = RMS
Root mean square deviation of the profile
Rsk
Skewness of the profile
Rt
Max height of the profile
Rv
Rv = MIN( M1, M2, M3, ... )
Max Profile Valley Depth
Ry
Max height of the profile
Rz
Rz = Ra x 7.2
This is a very ROUGH estimate and not an exact conversion!
Avg Max height of the profile
Rz ISO
Roughness Height
RPM
Average max profile peak height
RMS
RMS = SQRT( (M1^2 + M2^2 + M3^2 + M4^2) / 4 )
Root Mean Square
CLA
CLA = Ra
Center Line Average
Cut-Off Length
Length required for sample
N
N = Ra (um) x 40
New ISO (Grade) Scale Numbers
Surface Finish Symbols, Callouts, and Standards
Surface Finish, like so many other machining-related subjects, is defined by various international organization. In the United States, surface finish is usually specified using the ASME Y14.36M standard. The rest of the world commonly uses International Organization for Standardization (ISO) 1302.
Callouts and surface finish symbols used for different surface finishes can be slightly different, so we'll look at a couple.
ISO Surface Finish Symbols and Callouts
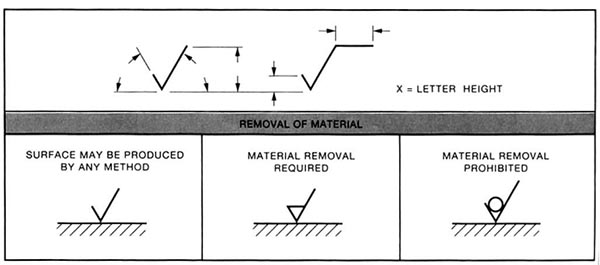
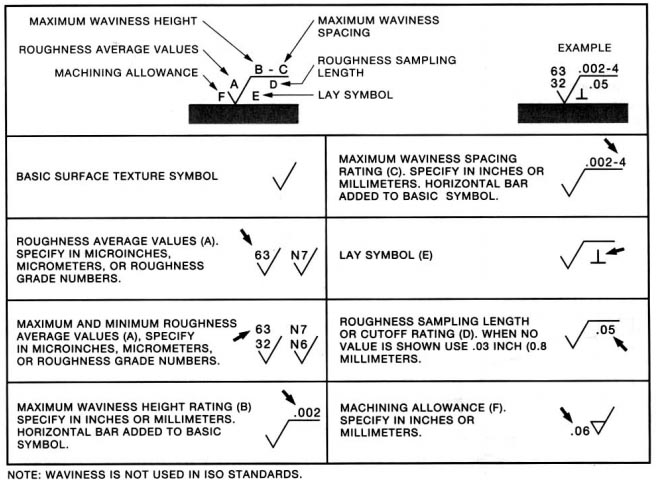
ANSI Surface Finish Symbols and Callouts
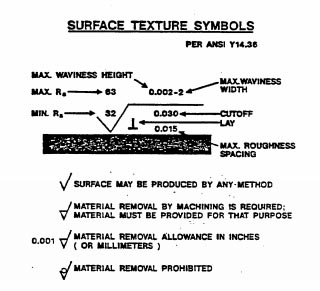
Surface Finish Symbols...
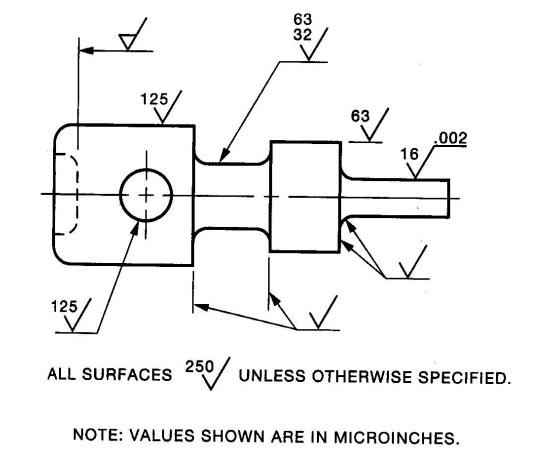
Surface Finish Symbols and Callout Example
GD&T Surface Finish
GD&T specifies parameters like Flatness, but these are not really surface finish. To specify surface finish use either the ISO or ANSI surface finish symbols.
Surface Finish Cheat Sheet
A super handy Surface Finish "Cheat Sheet":
Surface Finish Symbols
Surface Roughness Conversion Chart Tables - Metric and Imperial
Cut-off Length
Ra (µm)
Ra (µinches)
RMS
Rt
N
in
mm
0.025
1
1.1
0.3
1
0.003
0.08
0.05
2
2.2
0.5
2
0.01
0.25
0.1
4
4.4
0.8
3
0.01
0.25
0.2
8
8.8
1.2
4
0.01
0.25
0.4
16
17.6
2
5
0.01
0.25
0.8
32
32.5
4
6
0.03
0.8
1.6
63
64.3
8
7
0.03
0.8
3.2
125
137.5
13
8
0.1
2.5
6.3
250
275
25
9
0.1
2.5
12.5
500
550
50
10
0.1
2.5
25
1000
1100
100
11
0.3
8
50
2000
2200
200
12
0.3
8
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.