This comprehensive guide provides all the information you need about fly cutters. A crucial cutting instrument, it is a must-have for your workshop.

A Fly Cutter is any single point cutter that is used on a mill...
What's a Fly Cutter?
A Fly Cutter is any single point cutter that is used on a machine tool. The most common fly cutters are used as surfacing tools. But, you also see single point form tools referred to as fly cutters on machine tools, for example a form tool being used to create an involute on a gear tooth. While they can be used on several kinds of machine tool, they are most commonly used on milling machines.
Fly Cutters are a type of Face Mill that only uses 1 cutting edge using either a hand ground HSS tool or one insert.
There are 3 big reasons fly cutters are used:
- They produce a very fine surface finish-better than most Face Mills.
- They're inexpensive relative to Face Mills. Much cheaper to buy one insert than many.
- They're ideal for smaller machines that don't have the spindle power needed for Large Face Mills.
I get asked about Fly Cutters and Fly Cutting a lot, there is a lot of traffic to CNCCookbook on those keywords, and Fly Cutters are very commonly used by manual machinists. While the CNC crowd will more often prefer face mills, even many CNC machinists realize that a very fine surface finish may be better done by fly cutting. Remove all but one insert from your face mill, and finish improves.
The exception are those most expensive face mills where you can individually adjust the cutting height of each insert to 0.0001", because that's what it takes, and that's why fly cutters can leave a better finish. Many say their secret weapon for fine aluminum finishing is a fly cutter with a PCD (diamond) insert.
CNC machinists realize the main reason to use a fly cutter is to achieve a very fine surface finish. In most cases, the best finish will be one that can be done in one pass, which implies a large diameter tool and therefore probably not a face mill. OTOH, if you are going to finish the surface in some other way, perhaps not even on a milling machine, the fly cutter may be slower than a face mill at material removal rates.
Here's a good demo of a fly cutter from Tormach:
Tormach's Super Fly: Modern Riff on a classic machinist's tool, the fly cutter...
Here's one more reason to use a fly cutter-it's a great tool for surfacing your spoilboards on a CNC Router. Typically, you need to take just a little bit off a very large surface area. Running a cutter with a larger diameter helps speed that operation considerably.
Fly cutters Can Give Better Finish than Face Mills, But Why?
You often hear fly cutters can give the best possible finishes (albeit at slower speeds), but why? If you remove all but one cutter from a face mill this converts the face mill to a fly cutter which has no runout. The alternative is a face mill whose individual inserts can each be adjusted for height to eliminate the runout. With face mills that can't be adjusted for height so they all match, each insert cuts a different chip load and this is what results in imperfections in the surface finish.
Fly Cutter Feeds and Speeds

Fly cutters on a manual mill…
Let’s talk Fly Cutter Feeds and Speeds as long as we’re talking G-Wizard for manual machinists. I get asked about Fly Cutters a lot, there is a lot of traffic to my site on those keywords, and Fly Cutters are very commonly used by manual machinists. While the CNC crowd will more often prefer face mills, even many CNC machinists realize that the very best surface finish often comes from fly cutting. Remove all but one insert from your face mill, and finish improves. The exception are those most expensive face mills where you can individually adjust the cutting height of each insert to 0.0001″, because that’s what it takes, and that’s why fly cutters can leave a better finish. Many say their secret weapon for fine aluminum finishing is a fly cutter with a PCD (diamond) insert. To learn more about the non-feeds and speeds aspects of fly cutters, please visit our Fly Cutters page. Now let’s get back to feeds and speeds:
How do we set up G-Wizard for a fly cutter?
The writer that prompted me to write this post had the right idea–just tell G-Wizard you’ve got a Face mill with only 1 insert. That’s exactly right-fly cutters are just face mills with only 1 cutting edge.
If your fly cutter has a lead angle, the ones pictured both do–the edge is angled, try using the lead angle feature on the Facemill type. If I do all that on G-Wizard, the result is: 1834 rpm @ 12 ipm for a 0.100″ DOC and 1.8″ cut width. That’s not too bad for hogging a surface flat, it’s a half horsepower cut, but there’s way too much chip load for a fine finish. It’s showing 0.0065″ chip load. That’s because it thinks you’ve got a nice facemill with some chunky carbide inserts that can take it. Surface speed is 1440 IPM.
A good manual machinist who wants a great finish on aluminum will grind themselves a razor sharp HSS tool and stick that into the fly cutter. It’ll look something like this:

Note the large radius, sharp edge, and steep positive rake on this HSS Fly Cutter tool…
A tool like that will put a beautiful finish on aluminum, but its edge is too delicate for tougher materials or for the carbide feeds and speeds G-Wizard wants to dish up. Let’s adjust for that with the following steps:
1. Bring up an HSS endmill and check out the chip load and surface speed. Chose something about the same scale as the fly cutter’s tool. A 1/2″ endmill is fine. I see 400 SFM and maybe 0.003″ chip load.
2. Go back to your Facemill feeds and speeds and try using those figures for SFM and chip load.
3. If finishing, take the chip load down to 0.001″, or even less if you have a razor edge on that tool. The one pictured is knife sharp and I’d be comfortable as low as 0.0006″ or 0.0005″.
With those settings, G-Wizard gives 500 rpm @ 0.36 IPM. To convert that to seconds per handwheel rotation, multiply by 50 and we get one handwheel turn every 18 seconds. That will produce a fine finish indeed with such a fly cutter.
The 50 is just a rule of thumb that’s close, but a little fast. The real number is 16.67 seconds a turn, but its easier to remember 50. In fact, you can use the field arithmetic in G-Wizard to do the calculation. Just go to the feedrate and type “*50” and you’ll be looking at the number.
More Thoughts on Fly Cutters and Surface Finish
A fly cutter will often produce the best surface finish because they allow you to finish a very wide area in one pass with no overlap marks and the cut has a constant depth. If your face mill has individually adjustable insert heights, you probably won’t see a lot of benefit in a fly cutter, but if not, you can easily convert a facemill to a fly cutter by removing all but one insert, and it is interesting to experiment with the results. Reducing the number of inserts will necessitate a reduction in feedrate, but it may be worth it in terms of improved surface finish.
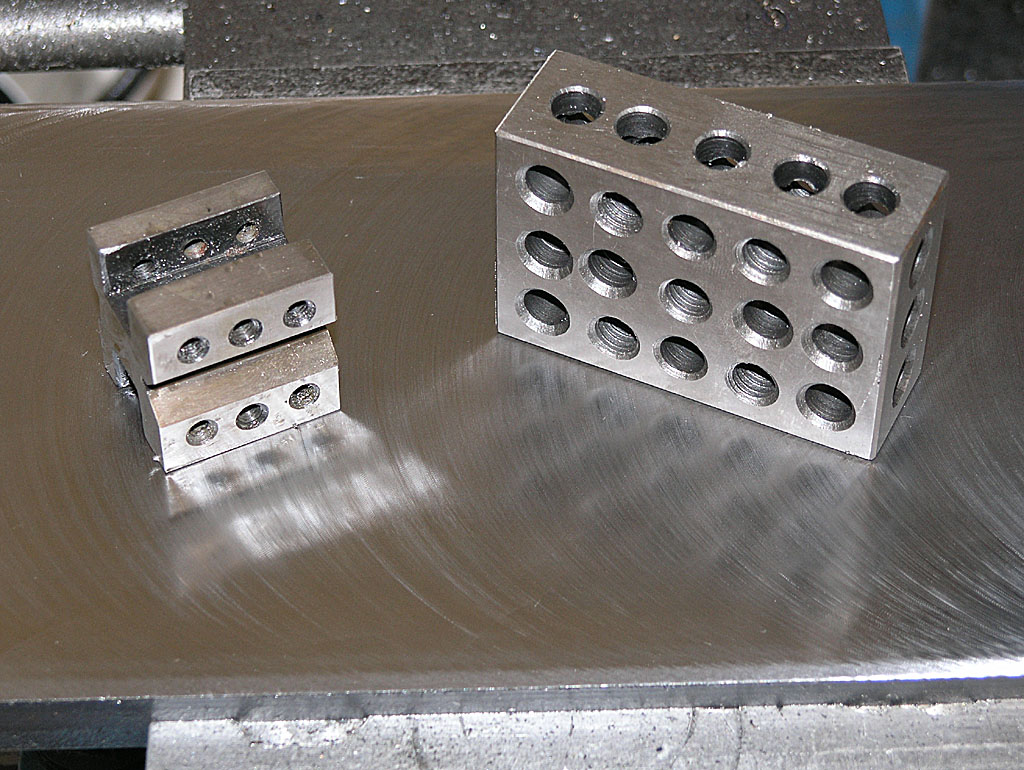
BTW, you may find that converting a facemill produces a better fly cutter than a purpose made fly cutter of the same size. The reason is that it will be more balanced and so there will be less vibration in the cut. Below I have a number of shop made fly cutters that put the cutter in a round body that is balanced.
Some people swear that the best finish for aluminum is a fly cutter large enough to cut your material in a single pass equipped with a PCD insert of the largest possible radius.
Like most mill cutters, your fly cutter will perform better with positive rake on the cutting tool. I haven’t yet seen any positive rake brazed carbide tools (which seem like the most common thing people stick in their fly cutters), so I suppose you would either need an insert like a CCMT or you’d need to grind your own tool from HSS with some positive rake.
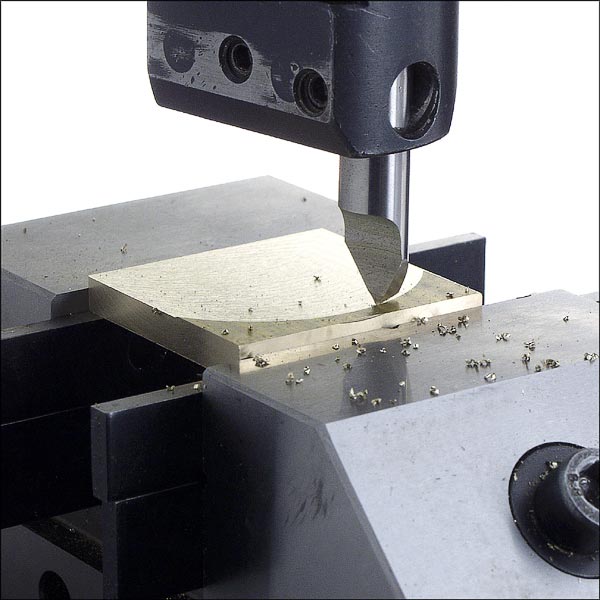
Fly cutters are very sensitive to tram. If you think about it, the cutter is apt to cut a concave instead of flat cut if your mill’s head is not trammed properly. Watch your workpiece carefully as the leading edge moves through the center of the fly cutter. All the cutting should have been done as it was travelling the first half of the way if you head is in tram (think about it careful, that’s one geometry for one direction, so you actually have to see this behavior cutting in both directions to be sure). If it cuts more on the second half, you can be sure the tram is such that the head has that half tilted downward slightly. Also, the larger the fly cutter diameter, the more the tram effect is exaggerated.
In some cases, you may prefer the surface finish from a face mill or fly cutter on a mill that is slightly out of tram so it only cuts on one side.
I hope this gives a good idea of how manual machinists can use G-Wizard to good effect. Please also keep in mind that some materials are gnarly enough to work with that they have their own special tips to increase your likelihood of success. We've publish a number of articles like our How to Machine Tungsten one that are there to help.
Fly Cutter Feeds and Speeds for Manual Mills
I got an email from a customer the other day who wondered if there wasn’t some way to make G-Wizard more focused to the needs of manual machinists. He felt that it was overly “CNC specific”, and wanted some sort of “CNC versus Manual” switch to make it easier. I need to cogitate more on the idea of a switch, but it is certainly true that if you start dialing up modern tooling in G-Wizard and cutting softer materials, you will end up with feeds and speeds that are impossible–the manual machinist just can’t crank the handwheel fast enough.
Let’s back up just for a second and realize a key thing:
The physics are the same for the cutter, whether it’s a manual machine or a CNC machine.
I’m tempted to respond as one famous Starship Chief Engineer did with, “I canna change the laws of physics, Captain!” But, that’s just telling us we need to think about the problem differently: we don’t have to change the laws of physics, we just have to apply them properly.
Take the issue of trying to madly crank the handwheel to hit 100 inches per minute or some other similarly silly thing that G-Wizard may recommend to the manual machinist. First question is, “Why did it recommend that?” And the answer is, unless you keep chip load up, you run the risk of rubbing the cutter.
Consider this diagram:
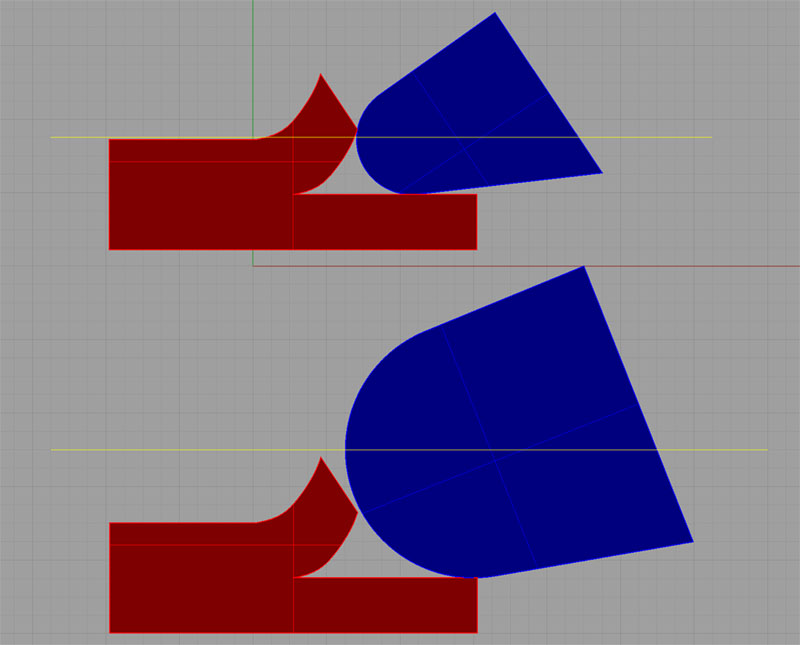
Cutter at the top has large chip load relative to radius of cutting edge, so it cleanly slices off chips. Cutter at the bottom has a large cutting edge radius relative to the chip load. It can hardly get under the chip to slice, so it plows, scrapes, and rubs. It may produce a fine finish, but it does so by burnishing. This creates a lot of heat and is very hard on your cutting tools. When G-Wizard asks for a particular feedrate, and it seems too fast, it’s only because it’s trying to get the picture at the top where the cutter slices cleanly.
Okay, so how do we manage feedrate on machines that can’t feed fast enough? Here are some thoughts:
Be sure you tell G-Wizard what your maximum feedrate is–it will limit itself automatically. Let’s try an example. Take a 1/2″ TiAlN 3 flute in 6061, 1/2″ depth of cut, 1/8″ width of cut. Let’s say our spindle will do a maximum of 5500 rpm. We get back a feedrate of 78 IPM and a chip load of 0.0041″. If the spindle would do 10,000 rpm, it jumps up to 142 IPM to maintain the same chip load.
Now let’s say a manual machinist decides they can turn a handwheel twice a second and still be smooth, but that’s the limit on hand cranking. If each turn moves the table 0.100″, we’re moving at 2 * 60 * 0.1 = 12 inches per minute. That’s well short of our goal. If we override G-Wizard’s feedrate on the 5500 rpm spindle to be 12 IPM, we have a chip load of 0.0007″. I try not to let chip load fall below 0.001″ on carbide and maybe 0.0005″ on HSS if I am overriding G-Wizard. Those are just estimates of how low I can go and not get into that edge radius rubbing issue. So this cut is iffy for me.
How can G-Wizard help?
Well, let’s go to the Setup page and create a machine profile better suited to our manual machine:
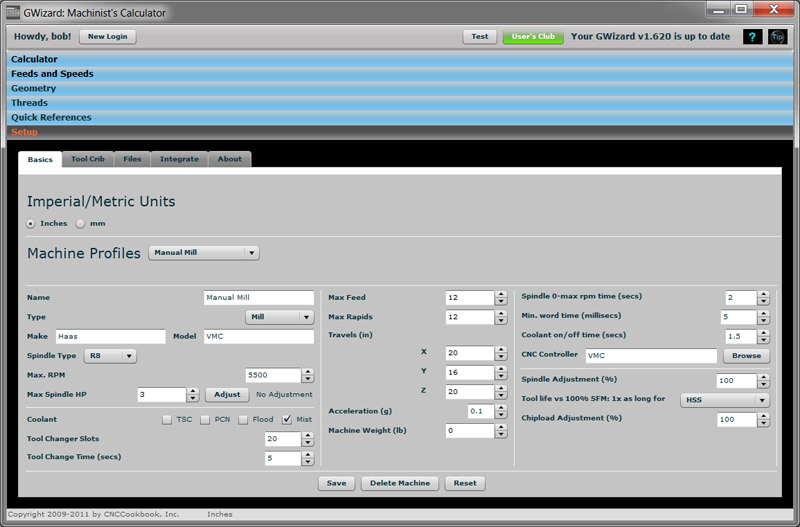
Here’s a Machine Profile suited to a Manual Mill…
I just went in and customized some of the fields to be better suited to a manual mill. I didn’t bother with a lot of it–a manual mill has no toolchanger and we don’t care how fast it accelerates the spindle or which CNC Controller it uses (LOL), those are fields used by the G-Wizard Editor / Simulator. Here are the important points:
– Manual mills usually have a slower spindle rpm, so be sure to set that up. I used 5500 rpm.
– They have lower horsepower and use a spindle taper like R8
– No TSC (through spindle coolant), PCN (programmable coolant nozzle), and if they have flood, it is not strong and might as well be mist.
– Perhaps most important: set the feedrate based on how fast you can crank or how fast your power feed will allow! I used 12 IPM, which is 2 turns a second on a handwheel where 10 turns is an inch.
If we go back to the Feeds and Speeds calculator with that profile, we’ll see that G-Wizard has adjusted to the machine’s capabilities. Our 5500 rpm / 78 IPM cut is now a 3800 rpm / 12 IPM cut. That’s manageable! And, you’ll note the chip load will be 0.0011″. What G-Wizard has done is to try to balance all the factors and get the required feedrate down by slowing the spindle (good for tool life too!) and allowing the recommended 0.004″ chip load to fall as low as 0.0011″.
Fly Cutter Geometry
The trick with fly cutter geometry is converting the geometry of an appropriate lathe tool to behave given the geometry of how the fly cutter will engage the workpiece. There's no use talking about it, as it's a very visual thing. Speaking of which, here are a bunch of fly cutter geometry pictures:

Not bad, but the point needs a big radius and more positive rake...

This fly cutter has a honkin' big radius...

These fly cutters are intended to use a geometry created by just grinding an angle on a piece of HSS round, for example, from another cutter that was broken. There's no positive rake, but there is clearance from the angle and a big radius so the geometry is not bad. Note: The center drill is just a placeholder and is not being used as a cutter!

This one is very close, but the face is vertical and should tilt back away from us to create positive rake. The radius is about the minimum you'd want, but fine. Most people make the radius way too small...

Ideal fly cutter geometry for aluminum: big radius and tons of positive rake. This is Widgitmaster's design...
Widgitmaster's Homemade "Really Big" Fly Cutter
Why such a big fly cutter? Widgitmaster likes to finish all surfaces in a single pass to improve the finish. You'll also see him using really large end mills for the same reason in many cases. He remarks that even though they may chatter, it still gives a better finish than multiple passes.
Note that when you increase the size of fly cutter and start swinging a heavier mass around with the spindle, you'd better make sure your machine has more rigidity so it can handle the big cutter successfully.
The head was trammed to an angle, special vise jaws go on the outside of the vise, and look at Widgitmaster's homemade fly cutter!
Here are Widgitmaster's plans to build his fly cutter. I've got to try one of these and see how I like the finish. He takes 0.010" cuts with it. To make the square hole for the tool in the arm he cut it open, slot milled it, Tig welded it back together, and then turned the arm so you couldn't see the weld. Slick!
Fly cutting German Style With a Boring Head
Came across this picture recently on a German site with a fl cutter made from a boring head:
Boring head makes for a quick small fly cutter.
I'll bet the tool was ground from an old dull endmill judging from the finish, but I could be wrong about that. I would think a small radius would lead to a nicer finish...
A Tale of Two Fly cutters
You get the best finish when you can surface with a single pass of the cutter. This becomes difficult on wide plates. It's one reason why fly cutters are popular, aside from being cheap: they cut a wide swath. But not all fly cutters are equal. It's nice to have one that cuts the widest possible swatch, and it's nice to have smaller ones for more rigidity when cutting smaller work pieces. Here are two fly cutters:

Note the fly cutter on the left can be extended to a wide circle...

It takes two passes with the smaller fly cutter, which leaves an ugly line between the passes...
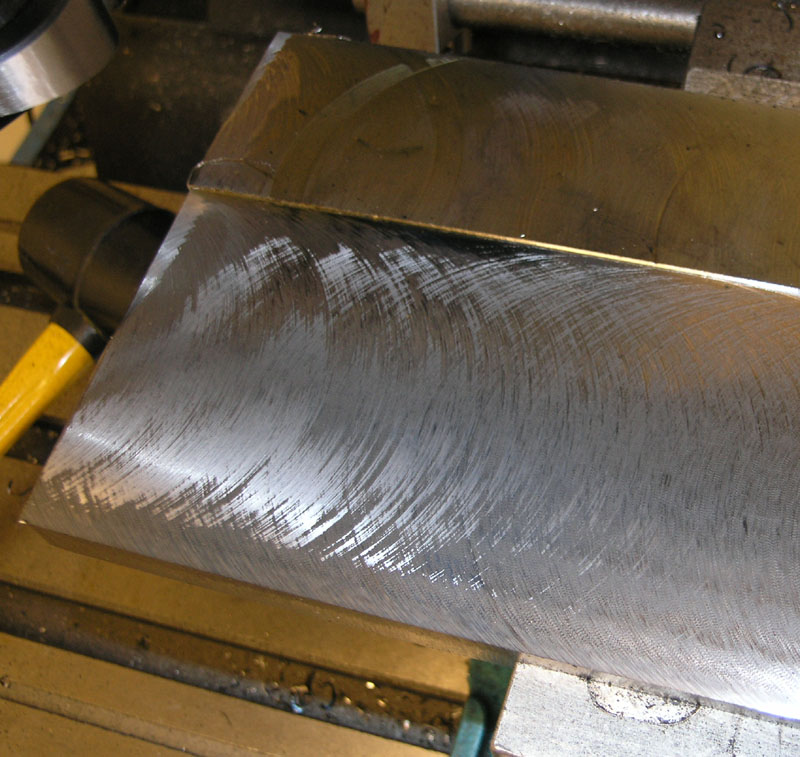
Note how you can see both sides of the fly cutter cutting. If they're even, your mill's head is properly trammed. This one is close, but no cigar!
Using a fly cutter that is wide enough for a single pass is much nicer. Note that it makes the tram issue worse when the cutter arm is longer (visualize the geometry to see why). Now we only see marks from one side cutting...
Neat Fly Cutter Tip for Milling in Lathe
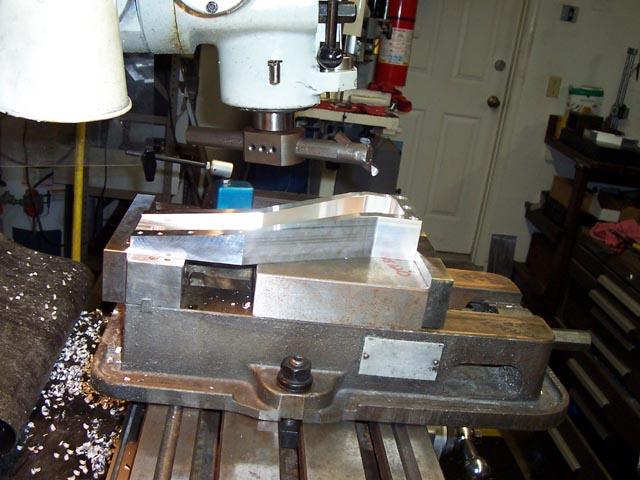
You can set up a mill to act like a lathe or a lathe to act like a mill. Necessity is the mother of invention. When you have to get by using their lathe as a mill, it is amazing what can actually be done in this fashion. How about this nifty way to face the end of a big block with a fly cutter in the 4-jaw:

Block bolted to cross slide, fly cutter in the 4-jaw...
More Fly Cutter Hijinx
Some good posts on a fly cutter that Evan Williams made over on HSM:
This is one of my favorite cross-bar style fly cutters.
He's got a hand ground HSS cutter on one end and an insert on the other. I don't think he means to cut with both at the same time, they're just options. I like the flat to reduce the chance the bar will slip. I'd also like to try an insert, but I would likely use TCMT's based on my experience making a dovetail cutter. Someone on the thread also suggested a set screw or other feature so that if the bar slips it is captured in the hub and won't go flying across the room.
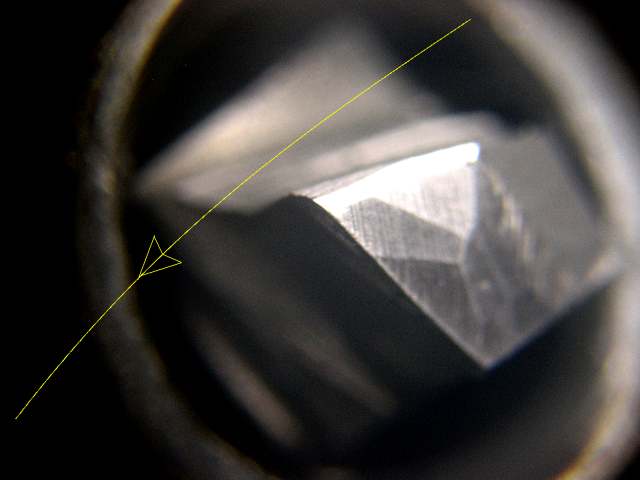
A close up of the geometry on Evan's hand ground HSS fly cutter bit. It sits vertically, so acts more like a facing cut on a lathe...
Monster Big Fly Cutter
Saw this recently on Facebook. Note how it is set up to be as balanced as possible to reduce vibration.

Weighs about 15lbs and cuts a 10.5" circle. Currently in use on a 50 Taper mill, which has more rigidity machine than most...
Precision Fly Cutter
Here is a slightly different kind of fly cutter that came up on eBay the other day as a "Precision Fly Cutter":



I don't know how "precision" they are, but they're interesting. Note how they're designed to fit a shell mill arbor. It's a good idea to give them as much support as possible as they have a lot of leverage on the spindle. I like the idea of using a shell mill arbor as opposed to putting a 3/4" shank on one and trying to stick it into a collet. Not a big fan of multi-cutter fly cutters. If you have more than one cutter in play, you should just use a Face Mill.
Tangential Tool Fly cutter
Tangential tools are highly thought of for small manual lathes. They're easy to grind and the geometry makes them very rigid. Here is an example of the same principles applied to a fly cutter by the Mike's Workshop Blog:

I'd still want way more radius on the tips than is shown in Mike's article for the best finish.
Clickspring's Large Diameter Fly Cutter
Great videos on clockmaking from this site, but he also has a nice write up on a large diameter fly cutter he made:

A couple of thoughts. First, I like the full circle design on these large fly cutters. Keeping the cutter balanced is a good thing, especially if you're after the ultimate surface finish. I would even go so far as to add a little weight to the side opposite the cutter. It should be easy to determine exactly how much is needed by simple balancing the cutter on a knife edge.
Second, he uses a hand ground HSS cutter. I prefer carbide, and it would be pretty easy to adapt a round insert to a design like this to get a big radius for a nice finish. Just notice how large a radius he has ground on that cutter too.
Here's a nice shot of the finish he gets from this fly cutter:

A Fly Cutter May Fit the Toolchanger
All toolchangers have a maximum diameter tool they can accommodate. But here's a trick-if your machine orients the spindle to the same position every tool change, you may be able to fit a fly cutter in a toolchanger that won't allow a similar diameter shell (multi-insert) mill.
The fly cutter goes in with the arm oriented so it points to the center axis of the toolchanger carousel. Depending on your machine, that lets it slide in without interfering with adjacent tools.
Use a Fly Cutter to Increase Your Travels
I got a nice note from Steve, a toolmaker in Indiana, who wanted to pass along some valuable fly cutter lore. You’d think the modern face mill had eliminated the need for these simple cutters, but nothing could be further from the truth. That link back there goes to the CNCCookbook page of fly cutter lore, and it’s worth checking out because there are situations where nothing but a fly cutter will help.
Take Steve’s case, for example. Despite having a big old Haas VF-5 vertical machining center, when it came time to resurface a table saw table, he’d run out of travel. The answer was to use a fly cutter that could reach into the area where the machine just couldn’t travel:

That’s a beefy looking shop made fly cutter he’s got there. He goes on to describe the special tip he ground to reduce chatter:
For the wood saw table top, I got chatter with a tip ground to the geometry you are suggesting. I had to switch to sharpening it a different way, a hook on the top that was a cylindrical groove parallel to the face of the cutter (which in this case was perpendicular to the surface being machined).
Since I was taking about .050 off in the first pass, the cut was stabilized by the amount of material I was taking off–all force was directed into that .050 thickness of metal coming off (almost all radial force and almost no axial force.
The cutter you are describing, due to the radius on the bottom, had forces pushing up against the tool(axial) as well as partially against the rotation of the tool (radial).
It takes a skilled machinist and toolmaker to understand hand ground cutters well enough to come up with that approach. Steve says there’s a lot of good content on CNCCookbook (thanks Steve!) but that we’re missing around 20% in his estimation. Every time I talk to someone like Steve I think there’s a lot more than 20% yet to be written about. I get my best ideas from people like you who read CNCCookbook. We do appreciate all the kind folks like Steve who write in with helpful ideas or to share their projects.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.