Machining Tungsten and Tungsten Alloys can be very difficult due to their extreme hardness and brittleness. This article is your easy guide to machining Tungsten and its alloys along with Feeds and Speeds recommendations. It's part of CNCCookbook's material-specific machining guides.
Tungsten Properties
Tungsten is a hard, rare metal with chemical symbol W. It is also known as "Wolfram".
It has many unique properties, for example, the melting point of Tungsten is the highest of any element yet discovered-it melts at 3422C (6192F)!
Tungsten's density is 19.3 times that of water and comparable to the density of uranium or gold. It is nearly 2x denser than lead.
Table of Tungsten Chemical Properties
- Atomic Number (Z): 74
- Group, period: group 6, period 6
- Block: d-block
- Element category: transition metal
- Standard atomic weight (Ar): 183.84
- Melting point 3695 K (3422 °C, 6192 °F)
- Boiling point 6203 K (5930 °C, 10706 °F)
- Density near r.t. 19.25 g/cm3, when liquid, at m.p. 17.6 g/cm3
- Heat of fusion 52.31 kJ/mol
- Heat of vaporization 774 kJ/mol
- Molar heat capacity: 24.27 J/(mol-K)
Tungsten Uses, Parts, and Products
The element's high melting point and density suggest its many uses.
Approximately half of the world's Tungsten production is consumed producing Tungsten Carbide, the familiar Tungsten Alloy many cutting tools are made of that is often referred to simply as "Carbide".
Tungsten vs Tungsten Carbide
Tungsten Carbide is a chemical compound containing equal parts of Tungsten and Carbon. In it's most basic form, it is a gray powder, but it can be pressed and formed into shapes. It is approximately two times stiffer than steel and double the density of steel.
It's hardness and resistance to heat are what make it an ideal material for cutting tools. Other applications benefit from its high density, which is comparable to gold and uranium and is almost twice that of gold.
Other Tungsten Uses
Although machining this material is challenging, there are many other important uses for Tungsten and its alloys such as these types of tungsten parts:
- Lighting filaments and heating elements
- Electroides
- Electrical contacts
- Glass to metal seals (it's rate of expansion is similar to glass)
- X-Ray targets when creating X-Rays
- High Speed Tool Steel and other alloys contain tungsten
- Flourescent lighting
- Balancing applications (benefit from high density)
- Rocket engine nozzles and similar high temperature propulsion applications
- Armaments, for example as an alternative to depleted uranium
- Radiation shielding

Tungsten weights inserted in crankshaft for balancing...
Tungsten Alloys and Copper Tungsten
Copper Tungsten is a mixture of copper and tungsten. The two are not mutually soluble, so the mixture consists of distinct particles of each metal. Adding copper to tungsten results in a material that is heat-resistant, electrically conductive, and easier to machine. This makes these Tungsten Alloys a good choice for electrical contacts.
There are various standards for Tungsten Alloys such as ASTM-B-777 and AMS-T-21014.
Here is hardness information for some of these common alloys:
Alloy
Condition
Brinell
HRc
Tungsten Alloy, AMS-T-21014 Class 1
Post Sinter Heat Treated
271
28
Tungsten Alloy, AMS-T-21014 Class 2
Sintered
286
30
Tungsten, W (Pure Element)
294
31
Tungsten Alloy, AMS-T-21014 Class 1
Sintered
301
32
Tungsten Alloy, AMS-T-21014 Class 3
Sintered
301
32
Tungsten Alloy, AMS-T-21014 Class 1
Swaged After Sintering
311
33
Tungsten Alloy, AMS-T-21014 Class 2
Swaged after Sintering
421
45
Tungsten Alloy, AMS-T-21014 Class 3
Swaged after Sintering
442
47
Tungsten Machining Notes
Several properties of Tungsten and its alloys make it difficult to machine:
- It's dense, so is very demanding of the machine's torque capabilities. Be sure your machining has sufficient torque at the relatively low rpms that will be used.
- It's brittle and easily cracked or chipped. It also chips tools very easily.
- It must be machined at high temperatures-well above its transition temperature. Failure to do this will result in cracking or lamination.
- Prefer cutting edges with a generous radius to reduce the tendency to chip.
- Tungsten has high elastic stiffness relative to other materials, so it produces greater cutting forces. Be sure your setups and tooling are as rigid as possible.
- Given the density, rigidity, and brittleness of the material, vibration control is extremely important to machining success. Even a little vibration will chip tools rapidly.
- Use premium tooling and keep it sharp. Make sure you're monitoring wear carefully and replace dull tools quickly.
- Some sources suggest air is preferred over flood coolant. Others crank up the coolant concentration relative to water and report success.
Given all this high quality carbide tooling is recommended. Choose tools with positive rake.
Cooling tools is not easy where Tungsten is concerned. A lot of sources recommend air over flood cooling for cooling tools, which makes it harder to keep the tools cool enough. Proper feeds and speeds are essential to be sure as much heat as possible is carried out with the chip.
In most cases, alloys are much preferred over pure Tungsten which is the most problematic to machine. The machining of Tungsten Alloys has been compared to machining gray cast iron (it's highly abrasive) or in some cases, stainless steel. Tungsten's abrasiveness and the high heat generated in cutting make operations slow and tool life short.
One article in MMSOnline suggests it is "much tougher to machine than titanium." If you've seen our guide to machining titanium, you'll know that's saying a lot. Machining heavy metals is no easy task!
Turning/Boring Tungsten
Positive rake carbide tooling is recommended.
Use carbide tools.
For roughing,, try 0.050" to 0.200" depth of cut. For finishing, try 0.010" to 0.030" depth of cut.
Use sharp positive rake tooling and avoid dull tools.
End Milling Tungsten
Climb milling recommended where possible as are solid carbide tools.
End milling is similar to grey cast iron, but be a little more conservative.
Use sharp positive rake tooling and avoid dull tools.
Drilling and Tapping Tungsten
Use straight flute, high alloy taps or solid carbide taps. For small threaded holes, thread forming taps can be used.
Use carbide tipped or solid carbide drills. Increased clearance angles and automatic feeds will reduce binding and seizing. Use coolant for drills.
Use fluid such as Moly-D when tapping. Drill tap holes to 50-55% of thread requirement.
Pay particular attention to clearance and chip removal on small holes (such as when you drill tap holes) because it's easy to jam the chips, seize the bit, and thereby break it. Of course getting broken carbide drills or solid carbide taps out of a hole is going to be painful. Avoid using a dull tool for drilling or tapping.
Grinding
Use aluminum oxide type wheels ("J" grade is typical) with coolant.
Sawing
You'll definitely want a bi-metal blade on your bandsaw. Select your blade pitch relative to the thickness of the material.
Joining
Standard fasters such as bolts and pins are often the best option to join tungsten. Shrink-fitting is another method that works.
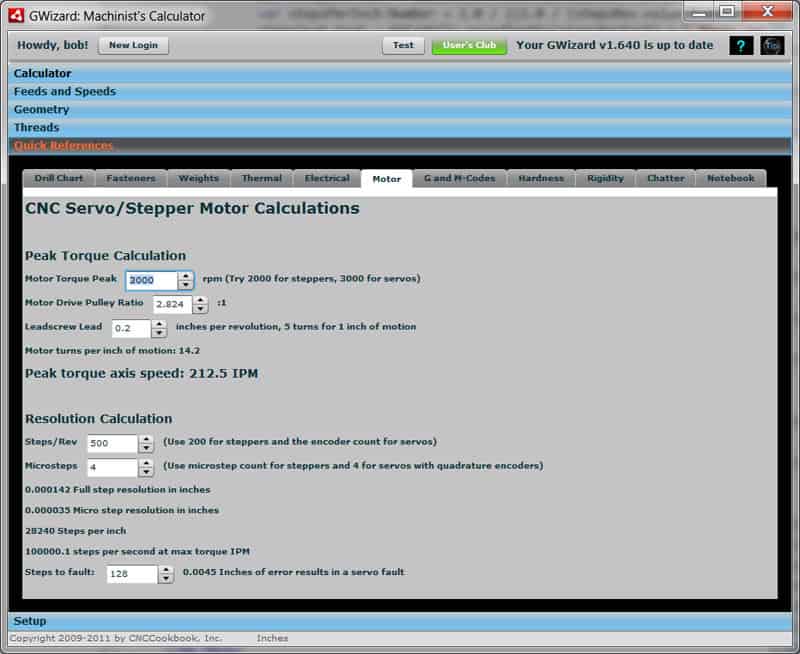
Feeds and Speeds
Our G-Wizard Feeds and Speeds Calculator is fully calibrated for Tungsten and includes multiple alloys in its Material Database.
More Material Specific Machining Guides
Machining Cobalt Chrome
Machining Tungsten FAQ
What is required to drill through Tungsten?
Carbide tipped or solid carbide drills are preferred since the material is so hard.
What is required to tap Tungsten?
Use straight flute, high alloy taps. For small holes, thread forming taps can be used. Given the how challenging Machining Tungsten can be, it may be preferable to Thread Mill than to tap this material.
What are general considerations to machine Tungsten?
The material is extremely dense, so use a CNC machine that has a lot of torque. The material is very abrasive on tooling, so use high quality carbide and check tool life frequently as it will wear fast. Many say it machines similarly to gray cast iron in terms of Feeds and Speeds, but a Feeds & Speeds Calculator calibrated for Tungsten will give better results. There are alloys that significantly improve the machinability over pure Tungsten which is overly brittle.
{"@context": "https://schema.org","@type": "FAQPage","mainEntity": [ {"@type": "Question","name": "What is required to drill through Tungsten?","acceptedAnswer": {"@type": "Answer","text": "Carbide tipped or solid carbide drills are preferred since the material is so hard." }}, {"@type": "Question","name": "What is required to tap Tungsten?","acceptedAnswer": {"@type": "Answer","text": "Use straight flute, high alloy taps. For small holes, thread forming taps can be used. Given the how challenging Machining Tungsten can be, it may be preferable to Thread Mill than to tap this material." }}, {"@type": "Question","name": "What are general considerations to machine Tungsten?","acceptedAnswer": {"@type": "Answer","text": "The material is extremely dense, so use a CNC machine that has a lot of torque. The material is very abrasive on tooling, so use high quality carbide and check tool life frequently as it will wear fast. Many say it machines similarly to gray cast iron in terms of Feeds and Speeds, but a Feeds & Speeds Calculator calibrated for Tungsten will give better results. There are alloys that significantly improve the machinability over pure Tungsten which is overly brittle." }}]}