Employing High Pressure Through Spindle Coolant for Enhanced Feeds and Speeds
I've chosen to start here because if you have High Pressure Through Spindle Coolant on your machine, you know how well it works, and you'll want to take advantage of it. And, if you haven't considered it, you'll be surprised at how much it helps. G-Wizard has the ability to adjust your feeds and speeds to take advantage of several premium coolant options (Programmable Coolant Nozzles such as Haas machines often come with or that you may add via 3rd party are another).
Let's frame the problem so you can work along:
1. We are going to cut a fairly ordinary pocket, 3/4" deep with a 1/2" 4 flute TiAlN coated carbide endmill. The material we're working in will be 4130 Steel, so nothing terribly exotic.
2. You need to set up your Machine Profile so that it shows both High Pressure and Through Spindle Coolant options available.
How would you set that problem up in G-Wizard's Feeds/Speeds Calculator, and how do the feeds and speeds compare with and without HP TSC (Hight Pressure Through Spindle Coolant)?
Here's a screen shot of the default Haas VF-3 Machine Profile with the HP and TSC options enabled:

Note that I've checked the TSC and HP options in the right hand column to make them available...
Next I want to set up my carbide end mill with TiAlN coating:

Click the "..." button right of the tool selector for a comprehensive set of tool definition options...
You want to click the "..." button right of the tool selector for a comprehensive set of tool definition options. Here you'll see the different tool types (more than any other Calculator in the business), Coating types (including PCD), optional Geometries such as Ballnoses, Chamfers, Corner Rounders and so on (again, more than any other Calculator available), and all the critical dimensions for the tool. This popup is the one-stop shop to define an endmill.
And now here is a first stab at setting up for our pocket without turning on HP TSC coolant:
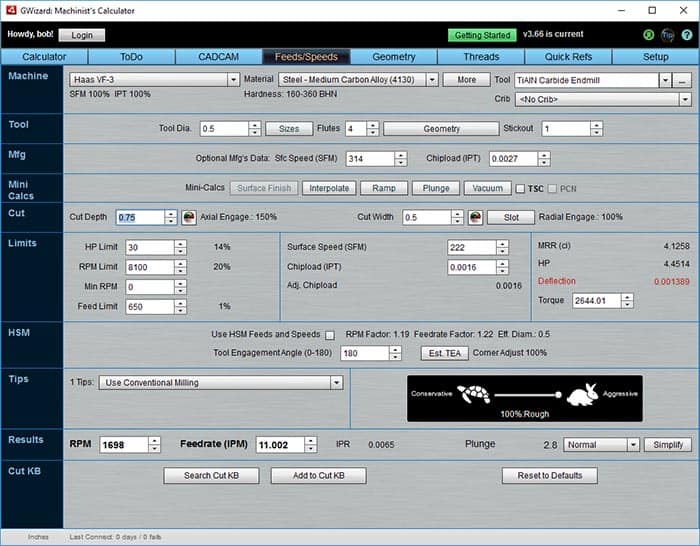
The basic pocketing cut all set up...
Nothing too special here. I specified taking the cut full depth and with a full diameter of stepover, which is probably not the best though. We'll worry about finding more optimal Cut Width and Cut Depth in the next example. For now, let's keep going with this.
Notice that there is a value in red-"Deflection". When G-Wizard shows red, it wants you to check into what's going on before proceeding. It may be okay to take the cut just as is, but it wants you to think about it first. In this case, the cutting forces are too high and we've got too much tool deflection.
G-Wizard chooses tool deflection limits fairly conservatively. Too much deflection leads to chatter and to premature tool wear. In fact, you can think of deflection as being additive to your runout-it has the same effect on tool life.
There are lots of ways to minimize Tool Deflection. Choking up on the cutter in the toolholder by reducing stickout is one. We've only got 1" of stickout on a 3/4" deep pocket, so I don't want to try that. The other alternatives are to cut the pocket in multiple passes by reducing Cut Depth, or to be less aggressive with Cut Width.
What's the maximum Cut Width (stepover) we can run and keep Tool Deflection under control?
G-Wizard will figure that out easily. Just click the label to the left of the Cut Width value to see the result:

Just click the label to the left of the Cut Width value to see the result.
That's a finished cut we can make with a stepover of 0.3579" to keep deflection under control.
OK, now what will our fancy HP TSC coolant do for us? Click the "TSC" box and let's see:

With High Pressure Through Spindle turned on...
With High Pressure Through Spindle turned on, we can increase the Feedrate somewhat, but we're bumping up against deflection again. Sure, we can optimize the Cut Width to a smaller value, but in the end of the day, cutting forces are proportional to Material Removal Rate, so we are not getting ahead.
Now we face the challenge that every Experienced CNC'er has faced of how to optimize the job further within the limits of cutting tool physics.

How can G-Wizard help us to explore our options for higher Material Removal Rates?
We'll play with some more options in Example 2. Click below to get started on it.
Example #2: Playing "What If" to Increase MRR's
Examples Home Page:
Beginner's Examples:
Example 1: Quick wood cutting with a Shapeoko
Example 2: Fine Tune Your Cuts with Tortoise and Hare Slider
Example 3: Avoid Tool Deflection with Cut Optimizer
Example 4: The Easiest Feeds and Speeds Ever: CADCAM Wizards
Experienced CNC'ers Examples:
Example 1: How much faster can I go with High Pressure Through Spindle Coolant?
Example 2: Playing "What-If" to optimize MRR's
Example 3: Optimizing Cut Width and Cut Depth for Higher MRR's and Better Tool Life
Example 4: Mastering High Speed Machining
CNC Router Examples:
Example 1: Figure out proper Feeds and Speeds to cut walnut plaques.
Example 2: Feeds and Speeds that won't pop small parts off our vacuum table.
Example 3: Downcut and other special router cutters.
Note: Many of the early Beginner's Examples use a small Shapeoko CNC Router too.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.