High Speed Machining with G-Wizard
Most every modern CAM package includes High Speed Machining (HSM) Toolpaths for roughing. They're just so productive, it's hard to be competitive without them. You know the ones I'm talking about because they have those big swirly motions.
Here is a comparison of typical HSM and conventional toolpaths for the same pocket done in GibbsCAM:
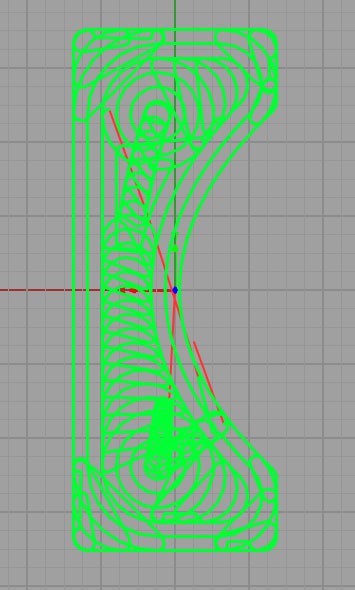

Comparison of the same pocket done with HSM and conventional toolpaths in GibbsCAM as shown by the GWE CNC Simulator...
You can see there are sure a lot of sharp corners in a conventional toolpath. No wonder HSM can be so much faster!
But sometimes, figuring the feeds and speeds for HSM jobs is something of a Black Art. G-Wizard makes HSM Feeds and Speeds easy.
Let's say you've got a lttle 7/8" diameter Iscar Helimill with 3 APKT inserts. You want to do a little 6061 Aluminum job. Here's our starting point:
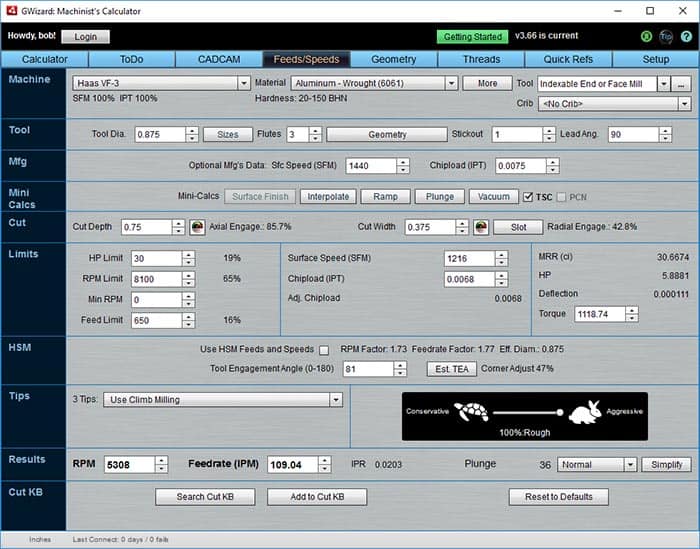
Helimill MRR is 30.7...
The Helimill's MRR is 30.7 with these basic parameters. Not too shabby!
Now we want to take advantage of an HSM Toolpath. Just click the "Use HSM Feeds and Speeds" checkbox and G-Wizard will adjust the rest:
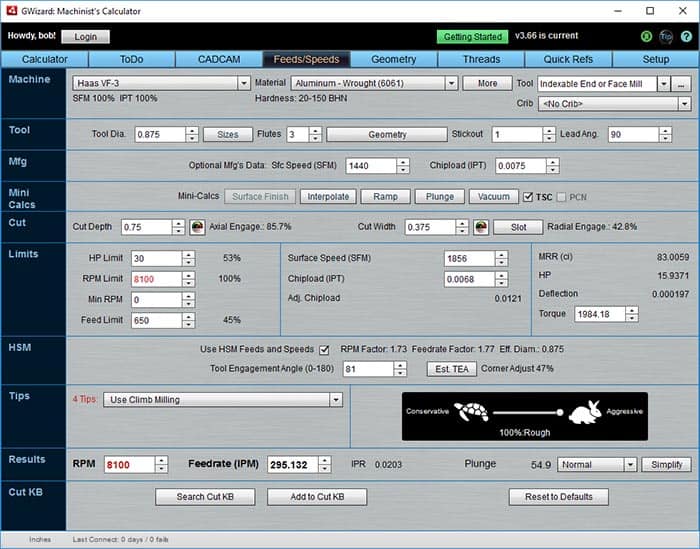
With HSM, MRR's jump to 83...
With HSM, MRR's jump to 83. Dang, now we're talking. Better keep the enclosure doors shut for this job!
But, there are some red indicators, so let's delve into them. The RPMs are red and so are the Tips.
What are those Tips, anyway?
Basically, I have taken all those lovely hints in the technical section of tooling catalogs and plugged them into G-Wizard so it can remind you of them when it sees an opportunity. In this case, it tells us we need some lubricant with aluminum (as an Experiened CNC'er, you knew that, right?), some alternate coatings to consider for your cutters, that you should use climb milling (huh?), and that the RPM's are maxed out, which is good for tool life but not for productivity.
First, about the Climb Milling. Most CNC'ers just run Climb all the time. But it isn't the best for every situation. In fact, companies like Dapra discovered a long time ago that if the Cut Width is a large enough percentage of the cutter's diameter, Climb Milling pushes the cutting edge to behave like it has more negative geometry. There's a lot more about all this on our Feeds and Speeds Course if you're curious, but why bother, let G-Wizard keep track of when to use Conventional Milling instead.
On that whole RPM's thing, personally I wonder how many more RPM's this cut could use. So, just enter a bigger value in the RPM Limit box, say 10,000 rpm. What you see is this:
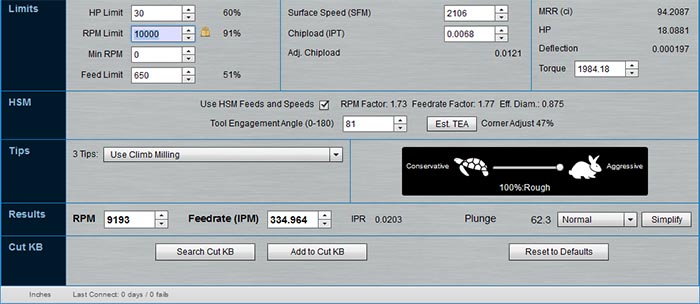
If we had a 10,000 rpm spindle, we could have an MRR of 94 instead of 93. No wonder those spindles pay for themselves so quickly on aluminum and softer material jobs!
To go back to the normal limit, just click the little padlock.
In our next example, we'll see how to use Manufacturer's Data to enhance these calculations. G-Wizard has to assume the lowest common denominator. But for indexable tooling, there are many insert choices. Chances are, you've got some that can perform better than G-Wizard assumes, so we'll show you how to take advantage of that easily.
Examples Home Page:
Beginner's Examples:
Example 1: Quick wood cutting with a Shapeoko
Example 2: Fine Tune Your Cuts with Tortoise and Hare Slider
Example 3: Avoid Tool Deflection with Cut Optimizer
Example 4: The Easiest Feeds and Speeds Ever: CADCAM Wizards
Experienced CNC'ers Examples:
Example 1: How much faster can I go with High Pressure Through Spindle Coolant?
Example 2: Playing "What-If" to optimize MRR's
Example 3: Optimizing Cut Width and Cut Depth for Higher MRR's and Better Tool Life
Example 4: Mastering High Speed Machining
CNC Router Examples:
Example 1: Figure out proper Feeds and Speeds to cut walnut plaques.
Example 2: Feeds and Speeds that won't pop small parts off our vacuum table.
Example 3: Downcut and other special router cutters.
Note: Many of the early Beginner's Examples use a small Shapeoko CNC Router too.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.