Feeds and Speeds to cut walnut plaques.
CNC Router users often cut a lot of wood, but each species of wood has slightly different properties. You want to fine-tune your feeds and speeds based on the properties of your specific wood. G-Wizard Calculator has a built-in CNC Feeds and Speeds Chart Wood that covers these properties.
For this example, let's assume we're going to cut out some walnut plaque blanks. We're going to take relatively large starting pieces and cut the outline of the plaque. Let's say these plaques will be cut from 3/4" thick walnut stock, and we're going to cut all the way through.
What depth of cut should we use and how many passes will that take?
How do we set G-Wizard up for Walnut as opposed to a generic hardwood?
What are the right feeds and speeds?
Let's begin by selecting a machine profile. I'm just going to use the generic Laguna Swift profile in this example. Hopefully, you've got G-Wizard set up with a profile that matches your CNC Router's capabilities.
Next, we set up the Material. G-Wizard has generic material families under the material selector:
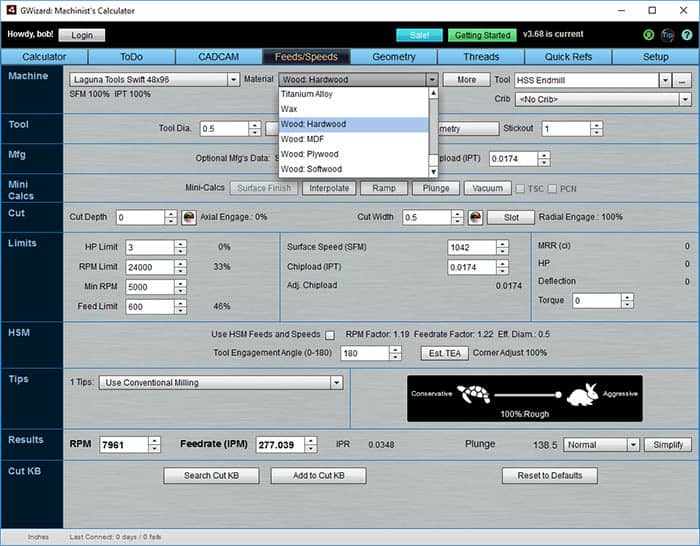
Generic material families...
Generic material families are fine for Plywood or MDF, but if you've got a specific wood species, G-Wizard can fine tune for it. We've got a Hardwood (Walnut), so we start by selecting that family. Then click that "More" button just to the right of the Material Family dropdown:

Scroll down in the Material Browser to find walnut...
If we scroll down in the Material Browser we find walnut. You can also use the Search up above as well as the History list that shows all the materials you've recently chosen.
Choose the walnut and the next choice is the tool. You generally want to go left to right, top to bottom when filling out fields in G-Wizard. In this case, let's choose a generic carbide endmill. Let's make it a 1/2" diameter 4 flute endmill with 1" of stickout (the distance from tool tip to where the cutter goes into the toolholder on your spindle).
Lastly, let's enter 0.76" for Cut Depth since we want to cut the plaques out of 3/4" thick stock. That extra 0.1" means we'll cut that far into the spoil board and ensures we cut all the way through the plaques. Here's what we get:
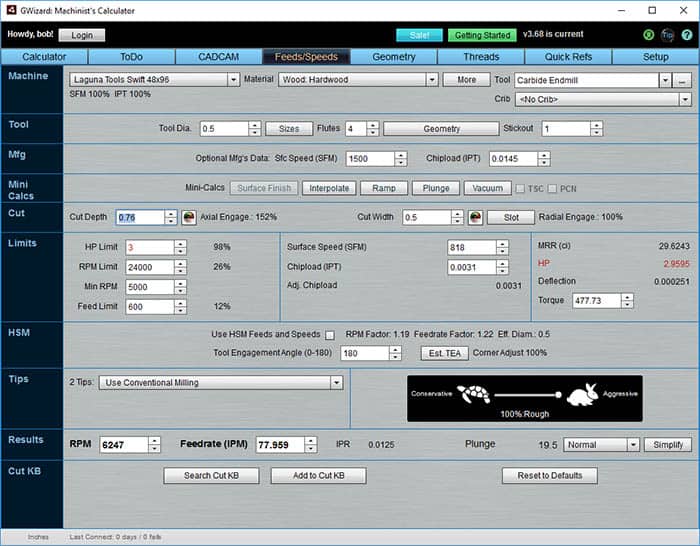
Here's our Feeds and Speeds...
Without too much trouble, G-Wizard has come back with our Feeds and Speeds. It wants to run the spindle relatively slowly (6247 rpm) at a feedrate of about 78 inches per minute.
But, there's one thing amiss-HP is in red and shows a value of 2.9595. Also, we can see the HP Limit (on the left) is red and is showing 3 HP. What's that all about?
In this case, G-Wizard ran up against the power limit on the spindle of this machine. It has a 3 HP spindle specified. G-Wizard will keep the feeds and speeds within the capabilities and limitations of your CNC Machine to the best of its ability.
You can see what would happen if you had a more powerful spindle. Just type a "5" over the "3" in the HP Limit box. Turns out things were right at the ragged edge and it doesn't really change the cut much.
See the little padlock that appeared when you typed the "5"? That shows you've overridden a value that G-Wizard normally controls during a calculation. Just click the padlock to turn off the override and G-Wizard will go back to being in control.
In general, override as few things as possible to give G-Wizard the best freedom to find good feeds and speeds for you.
Okay, we got a good solution to our problem.
What if we were cutting some smaller parts than largish plaques? Those darned things are notoriously finicky about popping off our vacuum table and we're worried G-Wizard will be so aggressive that none of the parts will stay stuck down by the vacuum. How do we deal with that?
Example #2: Feeds and Speeds for Vacuum Tables
Examples Home Page:
Beginner's Examples:
Example 1: Quick wood cutting with a Shapeoko
Example 2: Fine Tune Your Cuts with Tortoise and Hare Slider
Example 3: Avoid Tool Deflection with Cut Optimizer
Example 4: The Easiest Feeds and Speeds Ever: CADCAM Wizards
Experienced CNC'ers Examples:
Example 1: How much faster can I go with High Pressure Through Spindle Coolant?
Example 2: Playing "What-If" to optimize MRR's
Example 3: Optimizing Cut Width and Cut Depth for Higher MRR's and Better Tool Life
Example 4: Mastering High Speed Machining
CNC Router Examples:
Example 1: Figure out proper Feeds and Speeds to cut walnut plaques.
Example 2: Feeds and Speeds that won't pop small parts off our vacuum table.
Example 3: Downcut and other special router cutters.
Note: Many of the early Beginner's Examples use a small Shapeoko CNC Router too.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.