Further Optimizing MRR's in the Prior Example's Pocket
Here's where we left off in the last example:
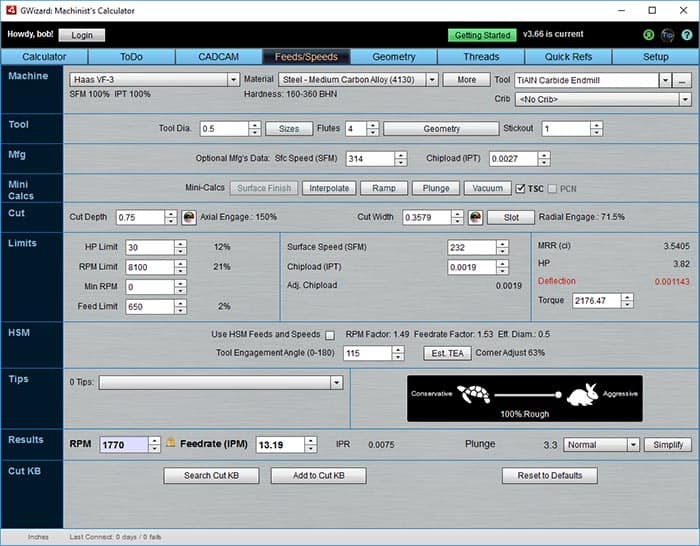
We're stuck with Tool Deflection warnings...
As you recall, we're stuck increasing MRR's because we're hard up against Tool Deflection limits. The deflection is proportional to the Rigidity which resists cutting forces which are proportional to Material Removal Rates.
Therefore, if we want to increase Material Removal Rates, we much first increase Rigidity. G-Wizard's Rigidity Calculator can be found under the Quick Refs tab, and it is a quick way to play with some ideas.
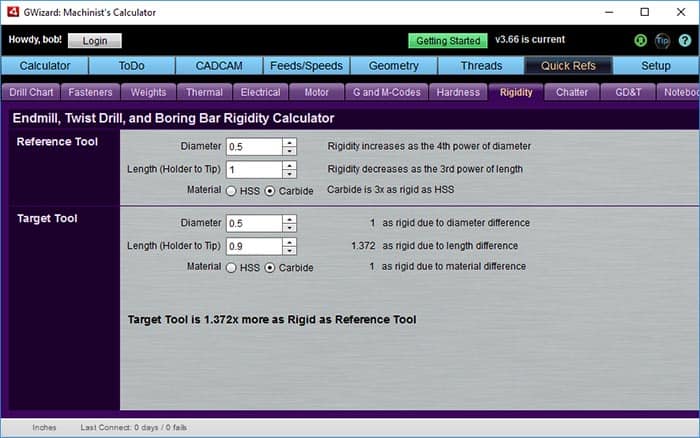
Decreasing stickout from 1" to 0.9" gives us a tool that is 1.372x more rigid...
Most CNC'ers are surprised to learn just how big an impact small changes in stickout and tool diameter can make. The Rigidity Calculator makes it obvious. For example, decreasing stickout from 1" to 0.9" gives us a tool that is 1.372x more rigid.
If there is enough clearance from clamps and such to let the toolholder come within 0.15" of the top of the pocket instead of 0.25", that might be a very worthwhile thing to do, as we could now get 30% more MRR. Let's try that with our HP TSC coolant option turned on. I changed the stickout to 0.9" and I also re-optimized the Cut Width by clicking the label. Here is the result:
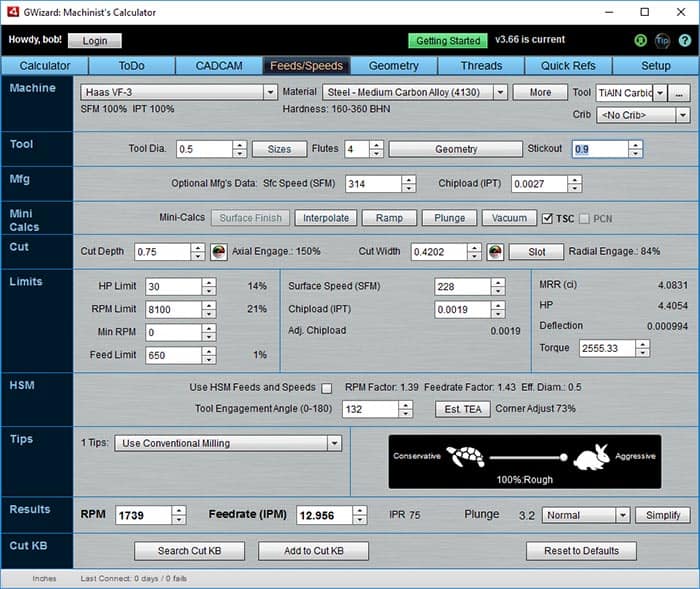
We've gone from 3.08 MRR to 4.08 MRR-about 32% more!
We've gone from 3.08 MRR to 4.08 MRR-about 32% more. Say, that's not bad!
And just to finish the question asked in the first example, how much is the High Pressure Through Spindle Coolant contributing, here is that scenario:

MRR has fallen from 4.08 to 3.48 without HP TSC...
MRR has fallen from 4.08 to 3.48 without HP TSC, so we can see that option on your VMC or HMC will pay for itself pretty quickly and is worth having.
There are more rigidity games we can play to improve the MRR still further.
For example, if our CAM makes Rest Machining easy, where subsequent operations know what material was removed in prior operations, we could try two different sizes of endmills. We'd run a larger endmill for the roughing, perhaps a 3/4". We'd then run a 1/2" endmill for finishing and to get back into tight corners the 3/4" endmill wouldn't reach.
Let's let a very special G-Wizard feature called CADCAM Wizards find some even more optimal scenarios for us in the next example.
Click below to go see it:
Example #3: Using CADCAM Wizards
Examples Home Page:
Beginner's Examples:
Example 1: Quick wood cutting with a Shapeoko
Example 2: Fine Tune Your Cuts with Tortoise and Hare Slider
Example 3: Avoid Tool Deflection with Cut Optimizer
Example 4: The Easiest Feeds and Speeds Ever: CADCAM Wizards
Experienced CNC'ers Examples:
Example 1: How much faster can I go with High Pressure Through Spindle Coolant?
Example 2: Playing "What-If" to optimize MRR's
Example 3: Optimizing Cut Width and Cut Depth for Higher MRR's and Better Tool Life
Example 4: Mastering High Speed Machining
CNC Router Examples:
Example 1: Figure out proper Feeds and Speeds to cut walnut plaques.
Example 2: Feeds and Speeds that won't pop small parts off our vacuum table.
Example 3: Downcut and other special router cutters.
Note: Many of the early Beginner's Examples use a small Shapeoko CNC Router too.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.