Knowing which cutting tool materials to use is essential for optimal machining. This article looks at high-speed steel, carbide, ceramics, diamond coatings and others. Learn how to match the right cutting tool material to your machining task.
Key Takeaways
-
Choose Cutting tool materials based on durability, strength, and resistance to wear. High-Speed Steel (HSS) is notable for maintaining hardness at high temperatures. Carbides have better hardness, higher temperatures, and wear resistance. Ceramics and silicon nitride are suitable for high-temperature machining.
-
Cutting tool geometry, including the cutting edge, flank and rake angles, and the shank and tool face, is significant to the tool’s performance. It determines both the machining effectiveness and the direction of the chip flow. Coatings like CVD and PVD enhance the tool’s life by providing wear resistance, lower friction, and improved toughness.
-
Selecting the correct cutting tool material is critical for machining accuracy and efficiency. It requires consideration of the workpiece material, component shape, machining conditions, and required surface quality.
-
Balancing hardness with toughness and understanding thermal and chemical wear are key strategies for optimizing tool performance.
-
The average increase in Material Removal Rate achieved through choice of Cutting Tool Material is as follows:

These increases in MRR are entirely due to increased feeds and speeds made possible by the superior Cutting Tool Material.
- Since Tooling Costs are typically only 3% of overall machining costs, it nearly always pays to buy premium tooling. For example, if you double tooling costs, it increases your overall machining costs by 3% (since they go to 6% instead of the normal 3%). But, the average MRR Speedups from the table above show dramatically more improvement in cycle time than just 3%.
Exploring the Spectrum of Cutting Tool Materials
The choice of cutting tool material isn’t an arbitrary decision for machining operations. Each tool material brings along its unique strengths – be it durability, strength, high temperatures, or resistance to wear .
Interestingly, some lathe cutting tools employ a combination of materials. For instance, you might find a machine tool with a carbide cutting flank and a body made of various metals. This clever mix allows these tools to handle a range of machining tasks.
Similarly, coated carbides are a popular choice for cutting tool inserts due to their impressive wear resistance, versatility, and the ability to be shaped into complex forms.
High-Speed Steel (HSS): Versatility and Heat Resistance

High-Speed Steel (HSS) holds a special place in the world of cutting tools. Its ability to maintain cutting properties at elevated temperatures sets it apart. In fact, HSS retains its hardness up to 600°C to 620°C.
This unique attribute keeps HSS tools hard, strong, and resistant to wear and heat. As a result, they are perfect for rough and semi-finish machining applications. The performance capabilities of HSS tools are due to their elemental composition. Typical alloys include tungsten, carbon, vanadium, and chromium.
Cemented Carbide: A Composite Solution
Moving onto the next star player in the cutting tool arena – cemented carbide. Cemented carbide is a composite material made up of tungsten carbide particles and metallic cobalt binder. The hardness of the cemented carbide grade increases with a finer grain size of tungsten carbide, enhancing its wear resistance.
In addition, carbide tools begin to soften at about 850C. That's 50% higher than high-speed steel!
Lathe cutting tools made of carbide have superior hardness and compatibility with a wide range of materials. However, this does come with a higher price tag. Their popularity stems from their high wear resistance, toughness, and capability to be formed into complex shapes.
Ceramics and Silicon Nitride: For High-Temperature Machining

Ceramics and silicon nitride, both types of ceramic cutting tool material, are the go-to materials when high-temperature machining is on the cards. They don't begin to soften until almost 2200C.
These materials boast robust thermal properties that make them ideal for such demanding operations.
The exceptional thermal conductivity of ceramics and silicon nitride allows them to maintain performance even in extreme thermal environments.
What’s more, they offer exceptional wear resistance at high cutting speeds. This quality makes ceramics and silicon nitride the perfect candidates for demanding machining operations.
Cubic Boron Nitride (CBN) and Diamond Tools: The Pinnacle of Hardness

When it comes to hardness, Cubic Boron Nitride (CBN) and diamond tools are at the pinnacle. Polycrystalline Cubic Boron Nitride (PCBN) is renowned for its excellent hot hardness and thermal shock resistance, making it ideal for high-speed cutting applications.
PCD cutting tools, comprising sintered diamond particles, are optimized for non-ferrous materials. They affording superior finishes on materials like high-silicon aluminum, showcasing their exceptional performance. In comparison, diamond cutting tools, such as ceramic cutting tools, offer a different set of advantages for specific applications.
Effectiveness of Cutting Tool Materials
Here's a chart showing the relative effectiveness of cutting tool materials across a broad range of materials:
How different tool materials affect feed rates, speed rates, and MRR's...
The way to read it is that Carbide gets, on average, over 3x the Material Removal Rates of HSS. Coated Carbide gets 4.58x. And PCD Diamond gets 5.24x.
This chart gives the data in greater detail:

The numbers are based on a 1/2" end mill, cutting 1/2" deep, and with a cut width or stepover of 1/4".
Note that some materials are incompatible with PCD Diamond and are marked as N/A. It's also interesting to consider the relative machinability of these materials with this chart:
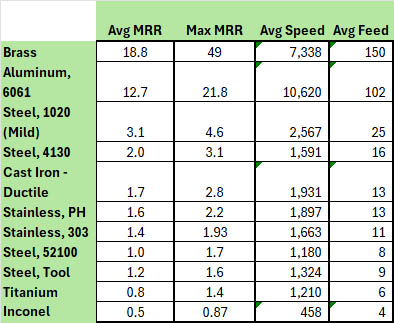
It's pretty obvious from this chart why some materials have such a bad reputation for being hard to machine. I'm looking at you, Titanium and Inconel!
BTW, all of these numbers were generated by our G-Wizard Feeds and Speeds Calculator.
Show Me How To Improve Speeds For




Crafting the Edge: Anatomy of a Cutting Tool
The anatomy of a cutting tool is as fascinating as it is complex. Each part of a tool plays a critical role in its performance. For instance, lathe cutting tools come in various structures, each designed for dedicated tasks. Some are single body tools crafted for specific shapes, sizes, and geometries.
The cutting edge is the defining feature of a cutting tool. It is responsible for the actual cutting action during the machining process. The end cutting edge angle influences how the tool interacts with the material being machined, affecting performance and outcomes.
The Importance of the Cutting Edge
The cutting edge of a tool holds paramount importance in the tool’s performance. It directly interacts with the workpiece material, and its composition greatly affects tool performance in terms of wear resistance and cutting capability.
An important factor to consider here is the built-up edges that form on the cutting edge due to pressure welding of the workpiece material. These built-up edges can compromise the slicing action of the tool. Understanding how built-up edges contribute to chipping and rapid flank wear helps in selecting the appropriate tool material for specific machining tasks.
Flank and Rake Angles: Shaping Chip Flow
The flank and rake angles of a cutting tool play a crucial role in shaping chip flow. The flank of a cutting tool, the part that opposes and interacts with the workpiece, forms the cutting edge. On the other hand, rake angles such as the side and back rake angles determine the chip flow direction.
The side relief angle prevents the major flank from rubbing against the workpiece while along with the end relief angle, they play a critical role in the formation and direction of the chips. In boring operations, insert geometry and cutting data are pivotal for satisfactory chip control, which is essential for a clean cutting process.
The Shank and Tool Face: Stability and Support
The shank and tool face of a cutting tool play significant roles in providing stability and support to the cutting tool. The shank, connected to the lathe, plays a significant role in providing rigidity to the cutting tool.
On the other hand, the tool face, the part on which the chip flows, is crucial in directing chips away from the cutting zone. This helps avoid re-cutting and tool wear, ensuring the longevity of the cutting tool.
Coatings and Treatments: Enhancing Tool Life
Coatings and treatments have a crucial role in enhancing the life of cutting tools. Coatings such as Titanium Nitride (TiN), Titanium Carbide (TiC), and Aluminum Oxide enhance mechanical properties and aesthetic qualities of the tools. CVD coatings, composed of components like MT-Ti(C,N), Al2O3, and TiN, contribute to the toughness and wear resistance of cemented carbide cutting tools, significantly enhancing tool life and performance.
CVD-Al2O3 acts as a chemical barrier and thermal insulator, effectively preventing crater wear and plastic deformation during cutting processes. PVD coatings are applied at lower temperatures through a metal evaporation process that reacts with nitrogen to form a hard nitride layer on the cutting tool, offering enhanced coating adhesion and toughness.
Chemical Vapor Deposition (CVD) Coatings
Chemical Vapor Deposition (CVD) coatings enhance wear resistance and adhesion for cemented carbide tools, making them useful in applications like turning and boring of steel. CVD coatings like Al2O3 offer resistance to crater wear due to their low thermal conductivity and act as a thermal barrier, enhancing resistance to plastic deformation.
CVD coatings offer the following benefits:
-
Precise control over film thickness, ensuring consistent performance across the entire coated surface
-
Versatility and can be applied to a wide range of substrate materials
-
Enhanced properties such as chemical resistance and electrical or thermal conductivity.
Physical Vapor Deposition (PVD) Coatings
Physical Vapor Deposition (PVD) coatings enhance cutting tools’ lifespan by reducing friction, protecting from abrasion, and preventing edge buildup. PVD coatings like Titanium Nitride (TiN) and Titanium Carbide (TiCN) provide hardness and toughness, while others like Zirconium Nitride (ZrN) offer wear and corrosion resistance.
PVD coatings, applied at lower temperatures, specifically increase a cutting tool’s wear resistance and edge toughness. Not only do they enhance tool performance, but PVD processes are also environmentally friendly, avoiding the generation of harmful by-products or the use of hazardous chemicals.
Post-Coating Treatments
Post-coating treatments are applied to coated tools to enhance their performance and are especially beneficial after PVD coatings which are deposited at lower temperatures. Treatments such as edge honing and polishing can significantly improve a tool’s lifespan as they refine the coating application without exposing the tool to high temperatures.
Careful selection of post-coating treatments is crucial to maximize the advantages of the coating process while preserving the integrity of the tool material.
Tool Material Selection Based on Machining Operation
Matching the appropriate tool material to the machining operation is essential for achieving accurate results and maximizing efficiency. The hardness of a workpiece greatly influences the selection of the cutting tool material for lathe operations. The tool must be able to effectively cut through the workpiece without excessive wear or damage.
Turning and Boring Tools
Turning and boring tools require specific materials and geometries to ensure optimal performance and tool life. For instance, Cubic Boron Nitride tools are durable, abrasion-resistant, and suitable for rough machining and intermittent cutting, especially working with cast iron.
A boring tool is a cutting tool characterized by a boring bar with a cutting tool at its end, often used to refine the diameter of an existing hole. Boring operations require a stable setup, which can be achieved by using tool holders with high bending stiffness and torque transmission for improved stability and hole quality.
Milling Cutters and Drills
Milling cutters and drills must retain a sharp cutting edge and resist the heat generated during metal cutting, which necessitates careful material selection.
High-speed steel (HSS) milling cutters and carbon tool steels are valuable for their toughness, wear resistance, and ability to retain hardness at up to 650°C, making them suitable for high metal removal rates. Cemented carbide tools remain hard up to 1000°C and are extremely hard, capable of withstanding high-speed cutting operations.
General Tool Material Selection
We've already seen good data on Tool Material Selection:
The MRRs increase quickly as we move to more advanced Cutting Tool Materials.
Cutting Tool Material Cost Considerations
Here is a table of costs for a 1/2" 2-Flute End Mill made from the various Cutting Tool Materials:

This chart is interesting as it suggests the sweet spot in terms of Cost per MRR is to buy uncoated solid carbide tools. That might be true if we were only seeking to reduce our Tooling Costs. But the actual economics are more nuanced.
Most machine shops spend only 3% on tooling:
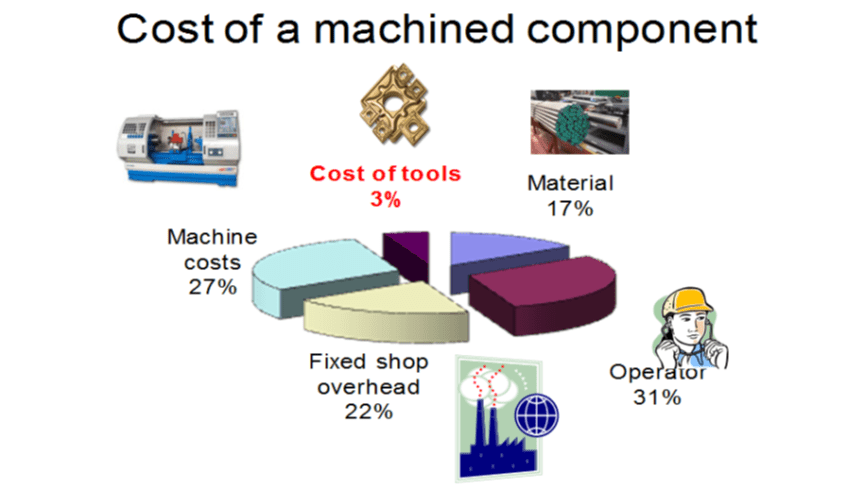
However, the benefit of increased MRR's is felt across 100% of these costs. So, for example, if you double tooling costs, it increases your overall machining costs by 3% (since they go to 6% instead of the normal 3%). But, the average MRR Speedups from the table above show dramatically more improvement in cycle time than just 3%.
Hence, premium tooling is usually worth its cost and then some.
Optimization Strategies for Cutting Tool Selection
Selecting the right cutting tool is crucial for achieving accurate results on a workpiece, which maximizes efficiency and minimizes material waste. The selection of cutting tool material should take into account:
-
The workpiece material
-
The component’s shape and type
-
The machining conditions
-
The level of surface quality required
Balancing Hardness and Toughness
One of the key strategies in cutting tool selection is balancing hardness and toughness. For example, cemented carbide’s hardness and toughness can be adjusted by altering the grain size of tungsten carbide and the composition of the cobalt-rich binder.
Understanding how to balance these properties can influence tool performance. For instance, finer grain size in cemented carbide increases hardness, while more cobalt binder content at equal grain size makes the material tougher yet more prone to plastic deformation wear.
Evaluating Thermal and Chemical Wear
Evaluating thermal and chemical wear is another important strategy in cutting tool selection. Flank and crater wear are key indicators of thermal conductivity’s effect on tool wear patterns at varying operational speeds. Flank wear occurs due to abrasion and erosion at lower speeds, whereas at higher speeds, diffusion becomes the dominant mechanism. This necessitates careful material selection for tools.
Crater wear, which can deteriorate a cutting tool’s rake face leading to chipping, is exacerbated by heat and chemical reactions between the tool and the workpiece material.
Summary
The world of cutting tools is as fascinating as it is complex. From exploring the spectrum of cutting tool materials to understanding the intricate anatomy of a cutting tool, we’ve embarked on an enlightening journey. We’ve discovered how coatings and treatments enhance tool life and learned the importance of matching tool material to the machining operation. Moreover, we’ve uncovered strategies that optimize cutting tool selection, balancing hardness and toughness, and evaluating thermal and chemical wear. May this newfound knowledge guide you in your machining endeavors, maximizing efficiency and achieving precision in every cut.
Frequently Asked Questions (FAQs)
What factors influence the selection of cutting tool materials?
The selection of cutting tool materials is influenced by factors such as the workpiece material, component shape, machining conditions, and required surface quality. The factors play a crucial role in determining the most suitable cutting tool material for a specific application.
How do CVD coatings enhance tool performance?
CVD coatings enhance wear resistance and adhesion for cemented carbide tools, making them useful in applications like turning and boring of steel. This can significantly improve tool performance.
What are boring tools, and why are they important?
Boring tools are important for refining the diameter of existing holes, and they require a stable setup to improve hole quality.
Why is it important to balance hardness and toughness in a cutting tool?
It is important to balance hardness and toughness in a cutting tool to influence tool performance, as the grain size of tungsten carbide or the composition of the cobalt-rich binder can affect those properties.
How does thermal and chemical wear affect cutting tools?
Thermal and chemical wear affect cutting tools through mechanisms like flank and crater wear, leading to abrasion, erosion, and potential chipping of the tool's rake face. It occurs at lower speeds due to abrasion and erosion, and at higher speeds, diffusion becomes the dominant mechanism. Heat and chemical reactions exacerbate crater wear, potentially deteriorating the cutting tool.
What is the most popular cutting tool material for production today?
Cemented carbide is one of the most popular cutting tool materials for production today.
What are the advanced tool materials?
Cermet, ceramic, cubic boron nitride (CBN) and diamond are the most advanced cutting tool materials available today.
What is the hardest manufactured cutting tool material?
Polycrystalline Diamond (PCD) is the hardest cutting tool material available today.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.