Key Takeaways
Titanium is difficult to machine because it has these properties:
- Titanium alloys have a low Young's Modulus. The Young's Modulus is essentially the stiffness of the material. Practically speaking, that means titanium will suffer more from springback and chatter than other materials. This can lead to surface quality and other problems in finished work.
- Titanium is sticky (much like aluminum is sticky and wants to weld to the cutter). That combination of work hardening and stickiness creates long chips that want to wrap around everything. These tangles make completely automating titanium machining almost impossible. An errant chip sticking to a cutting edge can be responsible for tool's chipping, especially on entry or exit from a cut.
- Titanium has high heat generation but does not conduct heat well. Titanium's toughness is a big part of its higher heat generation, and it's harder to get rid of the heat because it doesn't conduct the heat well. Compared to other materials, we are much more reliant on coolant and not the chips to remove that heat before it damages our cutting tools.
- Titanium is very likely to work harden. Work hardening is triggered by not controlling the heat well enough in the cut.
- Cutting pressures in titanium are very high. This means that the cutter receives a strong shock when entering or exiting a cut. Failure to control this will result in excessive chipping of your tools on entry or exit.
You can see why we refer to a "machining process" when talking about titanium. No single strategy can address all of those Obstacles. We use the following machining strategies to deal with them:
- Use a Cutting Tool With More Flutes. The additional flutes will help offset how slowly we must keep cutting speeds with titanium.
- Use high quality coatings for Titanium. Tool coatings can enhance your tooling's ability to survive the heat generated by Titanium.
- Keep sharp cutting edges and avoid interrupted cuts. The sharp tool will offset the low Young's Modulus and let it get under the surface to slice out chips efficiently. Because sharp edges are more delicate, it is important to avoid interrupted cuts.
- Reduce Radial Engagement to control heat.
- Prevent tool pullout.
- Use Climb Milling to make chips thick-to-thin. This helps carry away more heat in the chips.
- Arc into the cut.
- Choose a much smaller tool diameter than the pocket's minimum radii. That’ll ensure room remains for plenty of coolant to get in.
- Change Axial Depth Each Pass. This reduces tool wear at the top of the chip cutting zone.
- Limit Axial Depth with Thin Walls and Slender Features
- Use High Pressure Coolant. Titanium conducts heat very poorly so we need the best coolant delivery available.
- Use proper feeds and speeds. The sweet spot for titanium machining is tiny. It's imperative to get your feeds and speeds right from the start.
- Rigid Machine and Rigid Workholding, because titanium is relatively flexible.
- Try plunge milling and HSM toolpaths.
Introduction to Titanium Machining
Discover how to machine titanium, it's easier than you'd think, especially with our free checklist. This is one of CNCCookbook's Material Specific Machining Guides.

Titanium exhaust for McLaren sports car...
Titanium and titanium alloys are staples in aerospace, medical, automotive, and many more applications. The metal's benefit are properties like these:
- Resists rusts and chemicals
- It's recyclable
- It is highly biocompatible, hence its many uses in medicine
- It behaves much better than steel at high temperatures and low temperatures.
- Perhaps its biggest attraction is that it has a very good strength to weight ratio. It is one of the lightest metallic elements in the periodic table-only slightly more than half the weight of stainless steel.
These properties are highly desirable for a number of specific purposes:
- Auto, Military and Aerospace: Any aerospace application will value high-strength + low weight, but titanium also brings corrosion and chemical resistance which may make it valuable in propulsion systems. Interestingly, it also makes good armor. It saves 15-35% weight compared to steel or aluminum armor with the same ballistic resistance. As Auto makers work harder to reduce the weight of vehicles, whether for performance or fuel economy, they're considering more titanium. Some of titanium's properties are ideal for things like the valves on an internal combustion engine. Titanium components abound in the auto, military, and aerospace markets.
- Ships: Titanium's excellent corrosion resistance is helpful in ocean applications.
- Medical and Dental: Medical Implants such as hip joints, knee joints, bone plates and pacemakers are some of the many applications that benefit. Titanium is an ideal biocompatible material because it has low electrical conductivity, high corrosion resistance, and a thermodynamic state at physiological pH values. It also promotes integration with bone
- Sports, Jewelry, and More: Let's face it: titanium one of those "magic" materials that the public will pay for regardless of whether it is actually needed.
But, there are obstacles to working with titanium, it is quite challenging to machine. It's also very expensive compared to materials like stainless steel. I remember one time I got interested in making a titanium cigar ash tray. It would've been gorgeous with the distinctive blue anodizing. Alas, I priced out the block of raw material and it was $600! No thanks-I didn't need a custom cigar ash tray that badly.
Fortunately, there are also solutions for each obstacle. In this article you'll learn how to choose the proper cutting tool, as well as how to use those tools with proper feed and speed parameters, axial and radial engagement, and all the rest of the parameters needed to create a successful machining process with Titanium.
Why is Titanium So Difficult to Machine?

Image courtesy of Wesdel...
When you have heard the full list of what makes Titanium so hard to Machine you may wonder how we do it at all. But, take heart, we'll have a strategy to deal with each obstacle.
Titanium's Obstacles
- Titanium alloys have a low Young's Modulus. The Young's Modulus is essentially the stiffness of the material. Practically speaking, that means titanium will suffer more from springback and chatter than other materials. This can lead to surface quality and other problems in finished work. The titanium will deform away from the cutter and then springback once the cutter has passed, creating parts that are out of tolerance.
- Titanium is gummy and sticky (much like aluminum is sticky) and wants to weld to the cutter. That combination of work hardening and stickiness creates long chips that want to wrap around everything. These tangles make completely automating titanium machining almost impossible. An errant chip sticking to a cutting edge can be responsible for tool's chipping, especially on entry or exit from a cut.
- Titanium has high heat generation but does not conduct heat well. Titanium's toughness is a big part of its higher heat generation, and it's harder to get rid of the heat because it doesn't conduct the heat well. Compared to other materials, we are much more reliant on coolant and not the chips to remove that heat before it damages our cutting tools.
- Titanium is very likely to work harden. Work hardening is triggered by not controlling the heat well enough in the cut.
- Cutting pressures in titanium are very high. This means that the cutter receives a strong shock when entering or exiting a cut. Failure to control this will result in excessive chipping of your tools on entry or exit.
You can see why we refer to a "machining process" when talking about titanium. No single strategy can address all of those Obstacles.
The Right Cutting Tool for Titanium
First thing is choosing the right tooling for Titanium. Don't grab the first generic end mill you find and hope for good results. Follow these 6 rules to choose tooling that will work better for Titanium.
1. Use a Cutting Tool with More Flutes when Machining Titanium

The properties of Titanium keep rpms and chiploads low. A 10 flute endmill is too tight for the chiploads most materials can handle, but it can work fine with Titanium, especially given you need to reduce radial engagements. Cranking up the number of flutes is the only way you can get cycle times into the realm of productivity.
The ability to keep more teeth engaged in the cut will also tend to reduce chatter. Titanium's lack of stiffness can make it more susceptible to chatter.
2. Keep a Sharp Cutting Edge and Avoid Interrupted Cuts
Titanium is both tough and elastic (remember the low Young's Moduls). What that means is we need a sharp tool to get under the surface and slice of a chip efficiently and without rubbing.
Unfortunately, that sharp edge is delicate. Try to avoid Interrupted Cuts which will hammer chips into your sharp edged tools and potentially cause premature tool failure.
3. Cutting Tool Coatings Matter for Titanium
Coatings can tremendously enhance your tooling's ability to survive the heat generation that Titanium produces. A good coating to consider is TiAlN (Titanium Aluminum Nitride). It is particularly well suited to the temperatures found in machining, and it adds lubricity to help fight built up edge, galling and chip welding.
If you're having problems with TiAlN, you can also try Titanium carbo-nitride (TiCN). PVD diamond-coatings work well too.
Avoid ceramic and CBN. Ceramic won't work with coolant and CBN's binder degrades too quickly in titanium applications.
Choosing coated carbide tools with the proper coating will greatly improve your tool life.
4. Insert Shapes for Titanium Machining
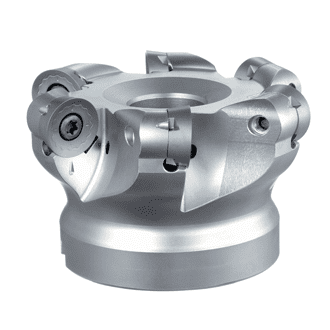
Round inserts (toroidal or button cutters) are great for titanium, but the shape won't work for every application. Try to go with a cutter that mounts the insert with some lead angle. A 45 degree facemill is preferably to a 90 degree. The lead angle promotes chip thinnning, as does a round insert.
5. Try High-Feed Mills when Machining Titanium
The admonition to keep engagement low both axially and radially with Titanium is music to the ears of High-Feed enthusiasts. That's precisely what those tools are designed to do well.
6. Secondary Relief Makes Your Tools Tougher
You need a sharp edge for titanium. Secondary Relief Tool Design simply means having some beef right behind the edge to help support it.
Tips for Machining Titanium
The second part of a successful titanium machining process is to use these Tips:
1. Reduce Radial Engagement to Control Heat
Titanium doesn't conduct heat, almost the opposite. And it has extremely high heat generation. Keeping radial engagement low is critical. You have to reduce the time the cutting edge is exposed to heat and leave time and clearance for coolant to work.
Finishing Titanium requires a very small percentage of the tool's radius be in contact (i.e. small radial engagement), a honed cutting edge that's super sharp, a high surface speed (hit the upper end of the range), and a very minimal feed per tooth.
If you must cut a slot, try to use a Trochoidal toolpath rather than full width engagement. For full slots, you'll have to dial the rpms WAY back. It'll depend on your tool and coatings, but it can get down to tens of SFM.
2. Prevent Tool Pullout

Sandvik's high precision hydraulic chucks can really grip a tool tightly and prevent pullout...
Huge cutting forces, shocks, and vibration are all common when machining titanium. They're also a perfect storm when it comes to pulling the tool shank right out of the holder. Even a little slip radically increases cut depth which raises cutting forces which causes more slip. It's a vicious cycle and one you must avoid.
Use proper procedures with collets to make sure they hold as tight as they can. Keep everything clean and torque the collets to their optimal spec.
Weldon shank holders are even more secure from pullout as are hydraulic mill chucks.
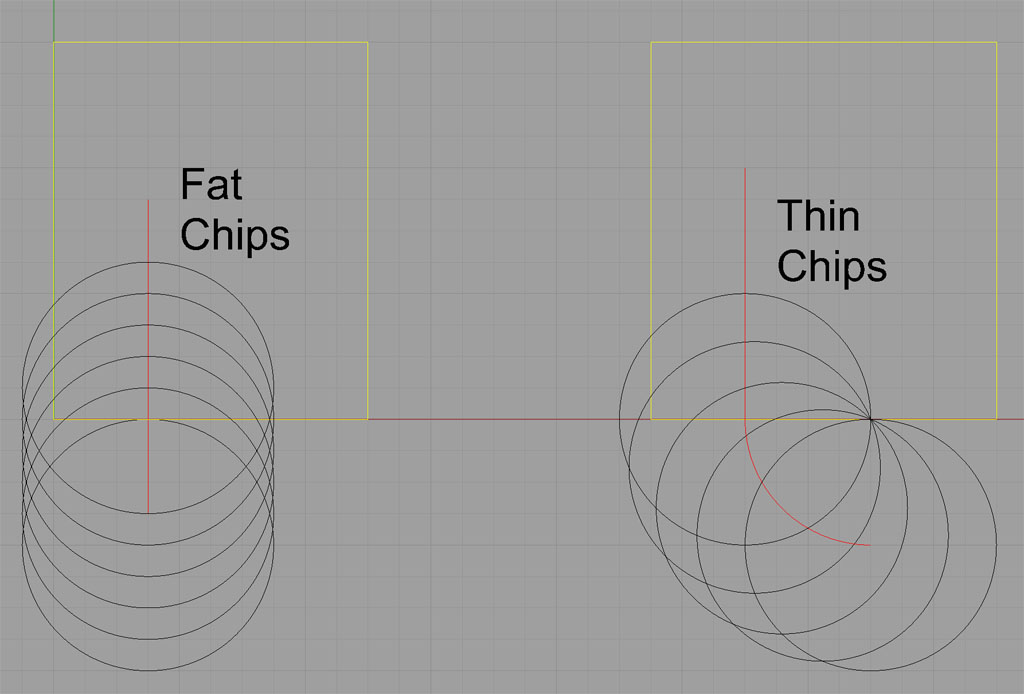
3. Make Chips Thick-to-Thin: Climb Milling
That initial thick portion of the chip will carry away more heat. Getting rid of heat in the chip is essential because the more that goes in the chip, the less that will stay in the workpiece of tool. The thin end of chip is also less likely to weld onto the cutter, so Climb Milling delivers a double bonus when machining titanium.
Thick to thin milling is a winner here!
4. Arc Into the Cut
This is a good tool path strategy for many tough machining materials like stainless or high temp nickel alloys. The arc in reduces the shock as the tool is entering the material for the first time. If you feed straight in, your tool will often chip from the shock and it won't live long after.
More about this in our article about CAM toolpath considerations for cutting.
5. Pre-Mill a Chamfer at End of Cut
You can arc out of a cut like a surfacing cut atop the material. But it's harder to arc out of something like a slot where the cutter comes out of the wall. Putting a 45 degree chamfer at the end of the pass is a good way to minimize the shock of exit. Leaving that chamfer may mean planning ahead and leaving material for the chamfer that will be machined away later.
6. Choose a Much Smaller Tool Diameter than the Pocket's Minimum Radii
With aluminum, we're used to using a tool only slightly smaller in radius (diameter/2) than the minimum internal radius of a pocket. This can result in the tool being very shrouded from the coolant, and it's a no-go when machining Titanium. Instead, choose a tool whose radius (diameter/2) is no more than 70% of that minimum internal radius. That'll ensure room remains for plenty of coolant to get in.
7. Change Axial Depth Each Pass
Titanium is nasty, and a place where the is particularly strong tool wear is right at the top of the cutting zone. That interface where the chips release. That wear is so severe that you will benefit significantly from changing the amount of axial engagement on each pass when machining titanium.
That's right, don't make 3 equal depth passes to get to the bottom of your pocket. Make 3 passes where each pass is a different depth.
8. Limit Axial Depth with Thin Walls and Slender Features
Titanium's flexibility means it wants to vibrate and chatter. Thin walls and slender features just make it worse. Any time a wall is more than 8x higher than it's thickness (or a slender feature has the same issue), you need to take special care.
The best way to take care is to leave a finish allowance large enough to include the flex, and then make your finish pass with a low axial depth of cut but a high radial depth of cut.
9. Use High Pressure Coolant
Remember, titanium conducts heat very poorly. Your oven mits probably conduct heat better, LOL!
It's hard to get the heat out of the workzone. Left there, it will wind up destroying our cutting tools and thermal effects will make holding tolerances difficult. Therefore, we want the best flood coolant setup we can get when machining titanium.
A high pressure coolant system really helps. Depending on the application, through spindle may also be critical.
You may also find that increasing coolant concentration is helpful with titanium. It needs the extra "juice" to promote lubrication and prevent chip welding.
10. Use Proper Titanium Feeds and Speeds
I often refer to a "Sweet Spot" balance of feedrate and spindle rpm:
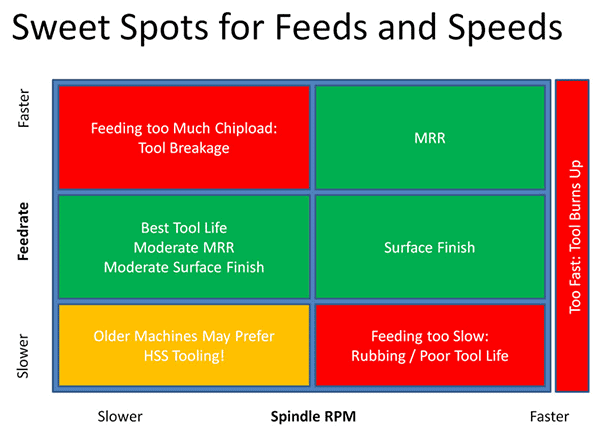
The Sweet Spot is not shown to scale because it varies from one material to the next. Difficult materials have a very small sweet spot. The range of values that work is small. Accordingly, you want good feeds and speeds, preferably generated by a high quality feeds and speeds calculator like our G-Wizard.
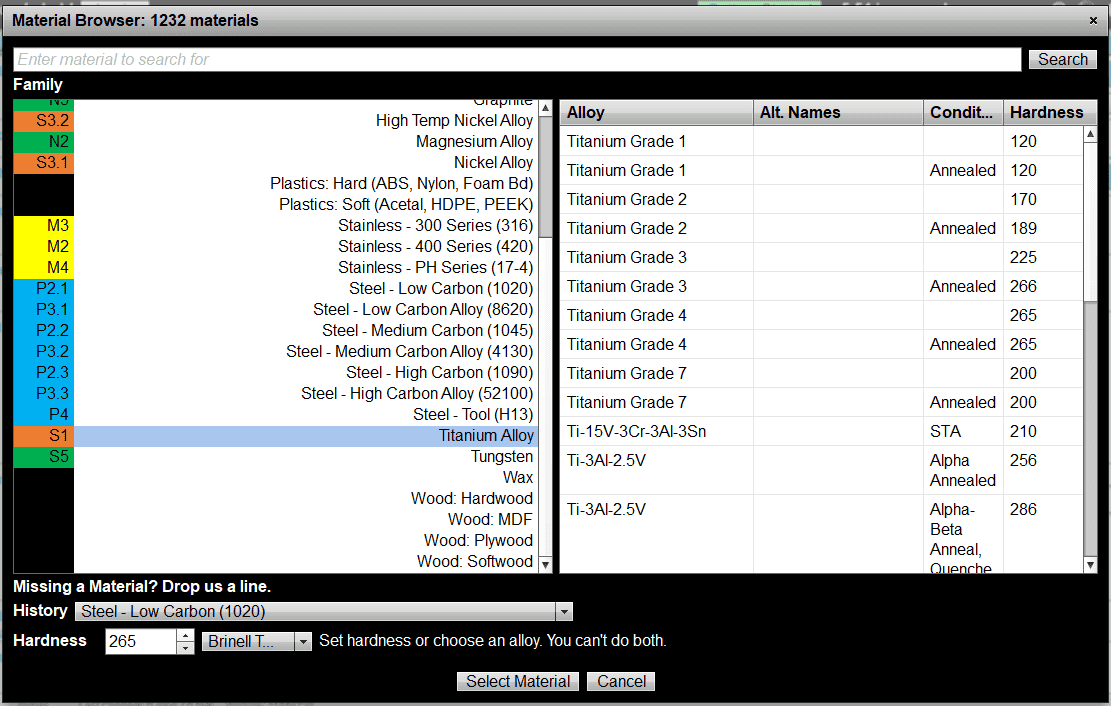
Here is G-Wizard's Material Database Browser showing just a few of the Titanium Alloys it covers:
Hey, if you don't believe good Feeds & Speeds matter, we have a G-Wizard customer who made a Titanium AR-15 Lower Receiver on a tiny little CNC mill.
11. Rigid Machine and Rigid Workholding
Here come's Titanium's flexibility weakness again. Because it is relatively flexible, you'll find your setups need to be as rigid as possible to cut down on vibration and chatter. The more rigid your machine and the more rigid the workholding, the better is is for titanium applications.
12. Try Plunge Milling and HSM
Plunge milling is one of my favorite roughing toolpaths for touch situations because it puts as much of the cutting force as possible up through the axis of the tool, which is the most rigid part of the tool and (usually) the CNC machine.
The only real downside is all the scallops mean Plunge Milling is strictly a roughing strategy. You will need to come through with a finishing pass to get the walls smooth for titanium applications.
Titanium and Titanium Alloys
Like most metals, there are many Titanium alloys (nearly 40 ASTM grades as well as several additional alloys). This table describes the various allows, their advantages, disadvantages, and applications:
Alloy
Description
Advantages
Disavantages
Applications
Grade 1
Commercially pure titanium with low oxygen content.
One of the most commonly used grades of titanium, it offers exceptional ductility and softness, making it ideal for applications requiring formability and machinability.
Excellent formability, impact toughness, and corrosion resistance
It has lower strength compared to the other titanium grades.
Suitable for chemical processing, desalination, medical equipment, automotive parts, and airframe structures.
Grade 2
Commercially pure titanium with standard oxygen content.
This one is pure titanium; a workhorse of the titanium industry.
High relative machinability. High corrosion resistance, good weldability, strength, ductility, and formability.
Though stronger than grade 1, grade 2 isn't as strong as the other titanium rades
Aircraft engines, hydrocarbon processing, chlorate manufacturing, medical industry.
Grade 3
Commercially pure titanium with medium oxygen content.
Grade 3 is probably the least often used grade, but it has good mechanical properties.
HIgh strength and corrosion resistance. Good relative machinability.
Less formability than grades 1 and 2.
Medical industry, marine industry, aerospace structures.
Grade 4
Commercially pure titanium with high oxygen content.
Grade 4 is the strongest of the four commercially pure grades.
Very high strength and corrosion resistance. Average relative machinability.
Hard to machines, requires slow cutting speeds, high coolant flow, and high feed rates.
Cryogenic vessels, heat exchangers, CPI equipment, surgical hardware, and airframe components.
Grade 5
Titanium alloy - Ti6Al4V
This is the most commonly used alloy of titanium. It contains 6% aluminum and 4% vanadium.
High corrosion resistance and high formability. Poor relative machinability.
Not as strong as other alloys.
Critical airframe structures, power generation, marine and offshore applications.
Grade 6
Titanium alloy - Ti5Al-2.5Sn
Most commonly used alloy for airframe and jet engine applications.
Good weldability, stability, and strength at high temperatures.
Intermediate strength among titanium alloys.
Airframe and jet engine applications. liquid gas and propellant containment for rockets and space vehicles.
Grade 7
Titanium alloy, sometimes considered "pure" - Ti - 0.15Pd
Similar to grade 2, but with small quantities of palladium added to enhance corrosion resistance.
Extremely good corrosion resistance, excellent weldability and formability.
Not as strong as other titanium alloys.
Chemical processing equipment components.
Grade 11
Titanium alloy, sometimes considered "pure" - Ti - 0.15Pd
Similar to Grade 7, but with a lower tolerance for other impurities.
Extremely good corrosion resistance, optimum ductility and formability.
Even lower strength than Grade 7.
Marine applications, chlorate manufacturing, desalination.
Grade 12
Titanium alloy - Ti0.3Mo0.8Ni
Highly durable alloy containing 0.3% of molybdenum and 0.8% of nickel.
Great weldability, excellent high temp strength, excellent corrosion resistance.
It is more expensive than the other allows.
Shell and heat exchangers, hydrometallurgical applications, aircraft and marine components.
Grade 23
Titanium alloy - T6Al4V-ELI
Also know as TAV-EIL in the market, which stands for Extra Low Interstitial. Similar to Grade 5 but with higher purity.
Great ductility and formability, good fracture toughness. otimum biocompatibility. Poor relative machinability.
Lower strength than the other Titanium Alloys.
Orthopedic pins and screws, orthopedic cables, surgical staples, orthodontic appliances.
Conclusion: Plan Ahead and Be Systematic and You've Got This
Whoa! That's a lot to remember!
Wait. You've got this. You know what you need to do, how to pick the right tooling, and how to use that tooling. You know why, what the obstacles are that titanium applications must overcome.
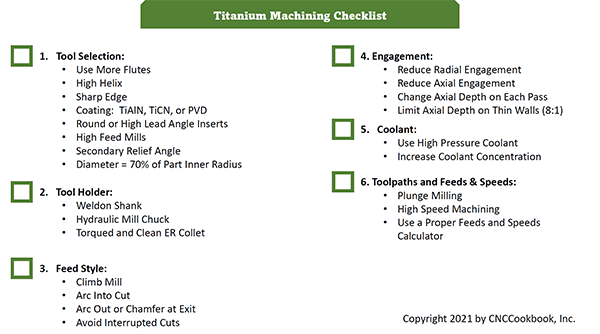
The fact that there are a lot of steps just means you need to plan ahead and be systematic when machining titanium. Keep a checklist for titanium jobs and make sure you're employing every strategy. Soon enough that checklist will be second nature.
But, until it is, it will get you through the problems and pitfalls.
You've got this.
More Material Specific Guides
Machining Tungsten Alloys
FAQs
Can titanium be CNC machined?
Yes, absolutely, Titanium can be CNC machined using the techniques described in this article.
Is it difficult to machine titanium?
Yes, machining operations on titanium and its alloys are considered to be difficult. This is due to its high tensile strength, low ductile yield, 50% lower modulus of elasticity, and approximately 80% lower thermal conductivity than steel.
What are the hardest materials for CNC manufacturing?
The hardest materials for CNC manufacturing are:
- Stainless Steel
- Tool Steel
- Alloy Steel
- Inconel and similar alloys
- Tungsten
- Chromium
What is the SFM for titanium milling?
50 - 250 SFM for an uncoated carbide end mill. Use 175 SFM as a starting point.
Is titanium magnetic
No, titanium is not magnetic. It has no unpaired electrons in its crystalline structure. Unpaired electrons are required to make a material magnetic.
What is titanium melting point?
Titanium's melting point is 3000 - 3040F.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.