What Does Strain Hardening or Work Hardening Mean?
Strain hardening, or work hardening as it is more often called, is the hardening of metal by plastic deformation. It can be a problem or a benefit in metalworking. Learn what it is and how to avoid or encourage it in this article.
Bending a paper clip back and forth until it breaks is a demonstration. The paper clip breaks because it eventually Strain Hardens so much from being bent, and is so hard, that it becomes brittle and breaks.
Materials Science has a lot to say about Strain Hardening, and it isn't to hard to understand. Let's make it a touch more technical so we have some language to talk about it with. Don't worry, I have put all the hard core technical stuff at the very end of the article so you can easily skip it!
There are two levels of deformation-elastic deformation and plastic deformation.
Plastic deformation is the process of applying enough stress to the material so it is permanently deformed. The process of applying that stress is called "Cold Working" the material.
Elastic deformation is deformation that recovers when the stress is removed. And Yield Stress is a mechanical property that is the amount of stress needed to hit the exact transition from elastic deformation (lower) to plastic deformation. Yield Stress is often the maximum allowable load on a component because applying more load will cause the component to be permanently deformed.
Here is the relationship of the Elastic vs the Plastic regions:
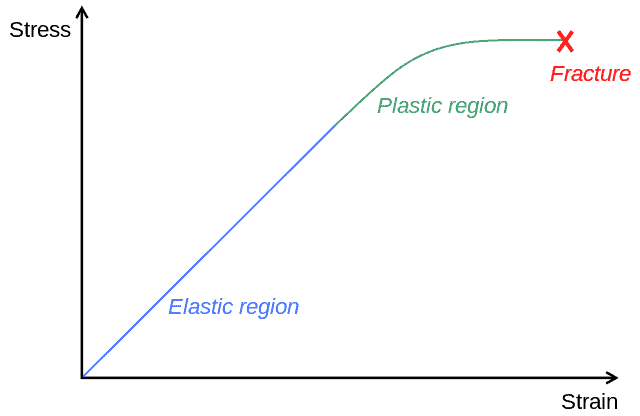
The strain we apply up to the crossover (where the line changes from Blue to Green) is the Yield Stress. As long as we don't apply more stress than that, we're causing Elastic Deformation and the part will spring back to its original shape when we remove that stress. But, if we go past that point, Plastic Deformation occurs, and if we keep going, the part will eventually Fracture or Break. Stress past that point is called Plastic Stress.
With Strain Hardening, Plastic Deformation causes the Yield Stress to increase.
If we look at types of strain, we see two deformation mechanisms. In Tensile Deformation, the length of the object increases. In Compressive Deformation, the length decreases.
Think about this in relationship to machining operations. A milling cutter slices and pulls out chips. Sounds like the pulling out of the chip could be Tensile Deformation. On the other hand, if we put the part in a hydraulic press we are applying Compressive Deformation.
In theory, any metal or alloy can be strain hardened. What differs is how easily they strain harden and how much harder the get.
Some metals like aluminum and austenitic stainless steel cannot be heat treated or tempered to increase their hardness. But they can be work hardened by peening, rolling, forging, or drawing.
I will use the terms "Strain hardening" and "Work hardening" interchangeably throughout this article. Let's talk about this hardening more deeply.
Undesirable Strain Hardening
Hardening a material sounds like a good thing, but there are times when it is undesirable. If nothing else, the material will be harder to machine, cut through, or form during the manufacturing process. That means it may have to be cut with slower feeds and speeds, or that tool life will suffer.
But there are also other disadvantages of work hardening.
After strain hardening, the material will be somewhat less ductile, which may make it less suitable for its intended use. As the paper clip was bent it got harder, but less ductile, until it eventually broke. The directional properties of the material may also be adversely affected.
As machinists, we're often concerned with how to minimize Work Hardening when working on a material prone to it. More about that below.
Intentional Strain Hardening
Among the mechanical properties materials have, hardness is often a valuable one. Various processes can be employed to increase metal hardness when desired, a process called Cold Working.
Work Hardening in Specific Materials
A value called the Strain Hardening Exponent is one way to quantify the degree to which a material will work harden. Here's a table showing the Strain Hardening Exponent (the n-value) for a number of common metals:
Material
n
Aluminum 1100–O (annealed)
0.2
2024 aluminum alloy (heat treated—T3)
0.16
Aluminum 5052-O
0.13
Aluminum 6061–O (annealed)
0.2
Aluminum 6061–T6
0.05
Aluminum 7075–O (annealed)
0.17
Brass, Naval (annealed)
0.49
Brass 70–30 (annealed)
0.49
Brass 85–15 (cold-rolled)
0.34
Cobalt-base alloy (heat-treated)
0.5
Copper (annealed)
0.54
AZ-31B magnesium alloy (annealed)
0.16
Low-carbon steel (annealed)
0.26
1045, hot rolled
0.14
1112, annealed
0.19
1112, cold rolled
0.08
4135, annealed
0.17
4135, cold rolled
0.14
4340 steel alloy (tempered @ 315 °C)
0.15
17-4 P-H, annealed
0.05
52100, annealed
9.7
304 stainless steel (annealed)
0.45
Titanium, Ti-6Al-4V, annealed 20C
0.015
Titanium, Ti-6Al-4V, annealed 200C
0.026
Titanium, Ti-6Al-4V, annealed 600C
0.064
Titanium, Ti-6Al-4V, annealed 800C
0.146
The higher the n-value, the more easily the material work hardens. 17-4PH Stainless has an n-value of 0.05, which means it is only minimally work hardening. But 304 Stainless has an n-factor of 0.45, which means it is very susceptible to work hardening. I'm sure that's one reason many machinists are not fond of it.
How to Avoid Work Hardening
The best tools at your disposal to avoid Strain Hardening are using proper Feeds and Speeds, Tool Coatings, and Coolant. But we can add a number of other tips and techniques:
- Make sure your cutting tools are sharp.
- Coolant-fed tools (such as through spindle coolant tools) will reduce strain hardening.
- Do not dwell the tool in one place.
- Keep feeds constant when drilling.
- Minimize the number of pecks and be sure to withdraw the peck a full tool diameter.
Heat is one of the biggest allies to Work Hardening. Increasing temperature increases the susceptibility of materials to Work Hardening. You may need a whole machining process when doing something like titanium machining.
Annealing Can Undo Work Hardening
Strain Hardening is caused by the dislocations in the crystal structure of the material running into one another. Annealing is the application of heat to force recrystallization that eliminates those dislocations.
The application of heat must be controlled so the material does not melt. There are guides for most materials that tell you how hot it must get to anneal the material.
Theory Behind Strain Hardening
Dislocations and Lattice Strain Fields
The root cause of Strain Hardening is dislocation of the crystal structure of the metal. This short video has great illustrations of what I mean by dislocations:
As mentioned, the dislocations are caused by applying enough strain.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.