Health care, airlines, and many other businesses are "High Reliability Organizations"...
Tom Baker is president of Steradian Laser Tag, an industry leader in designing and manufacturing professional laser tag equipment. Steradian uses a Tormach PCNC 1100 in-house to produce much of their equipment and G-Wizard for Feeds and Speeds. We've profiled his business in the past and are happy to have him back with a guest post.
Error prevention meets CNC
The best thing that ever happened to my company was me getting married. Strange statement on the surface, I know, but it’s because my (now) wife is a Certified Professional in Patient Safety in the health care industry. She opened my eyes to the error prevention techniques used in High Reliability Organizations (HRO), and how they can be used in my professional laser tag equipment business. Wikipedia defines an HRO as
“…an organization that has succeeded in avoiding catastrophes in an environment where normal accidents can be expected due to risk factors and complexity.”
I get that a company like mine with a CNC shop which is used to make laser tag guns is not as risky as HRO’s like aircraft carriers, nuclear power plants, or hospitals. In my CNC shop lives are not on the line, hopefully. However, the error prevention principles and processes that have been learned in the riskier environments save time, money and equipment in my CNC shop every day!
Why spend time and money on error prevention?
Simply put, you will save more time and money by not making errors. Let’s look at my shop. We do in-house production and prototyping of cool laser tag guns like these. Our customers love us, but we don’t want to upset them by making errors. While the errors are not life and death, it creates headaches for them and lost business for us when errors occur. So it’s simply a smart business decision to prevent errors in the first place!
Errors are predictable?
This was an important lesson for me to learn, and a fundamental concept in reducing errors in the shop. So many times, when something goes wrong, the human tendency is to deflect blame and explain away errors. “Oh, there is no way I could have seen that problem before it happened!” Don’t succumb! Errors are in fact very predictable, and not that hard to prevent. The way to predict them is to understand how they happened.
When something goes wrong, stop, take a breath, and clear your mind. Don’t just guess at what went wrong, take a stab at fixing it, and try again. Instead, do a Root Cause Analysis. RCAs are a whole article in themselves, but they don’t have to be complicated. Just keep digging until you find out the REAL reason (or root) of why the error happened. When you come up with the root cause, ask yourself why that happened? If any part of the answer is “something screwed up” or “I think this went wrong”, you didn’t go deep enough. You need to be able to answer “Why?” with a real and solid answer.
Then, predictable errors are preventable?
Yes! Once you really know why an error occurred, you can understand what to do differently. Maybe it was something not likely to happen again. But, it DID happen, so it can happen again. Just because something doesn’t happen very often, doesn’t mean it’s not predictable! A CNC shop is filled with opportunities for things to go wrong, and if we don’t take a methodical approach to errors as they happen, we’ll lose the opportunities to prevent them.
So, how do you prevent errors?
With the expert guidance of my lovely wife, I am learning a lot about error prevention techniques, and exploring those which make sense for a CNC shop. To my delight, my error rate has plummeted, which makes me much more interested in learning more! And the best part is, these error prevention concepts don’t make the shop less fun, or add time to projects. Quite the opposite. I never have fun when I’m making errors. I love not scrapping as many parts, not breaking as many bits, and completing projects on time!
Here are the most important changes I have made to my CNC shop:
#1 - Setup Sheet
Each project presents a few unique setup parameters. If you just came from doing CAM, it will be pretty clear how to set up the job. But what about an hour from now? A day? Take the time to make a setup sheet. Some software packages, like Fusion 360, make this ridiculously easy. But at the very least, the sheet should include a rendering of the part. It should include the origin and axis directions, the coordinate system to be used, and a list of tools used, with their size, length, and tool number, in order of use.
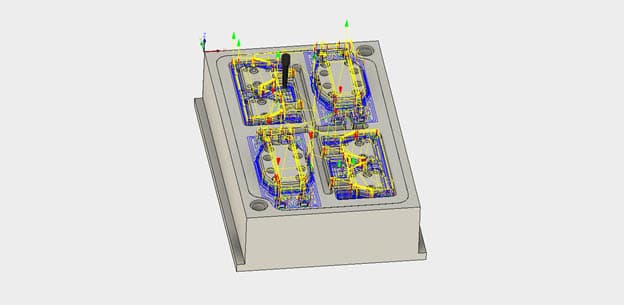
Setup sheets should show orientation, zero, and tool list...
#2 - Sterile Cockpit
A procedure taken from the airline industry, you want the setup of your project to be completely clear of distractions and interruptions. When you are doing task C, and are interrupted, all bets are off. Were you doing task C? D? I think it was C. Did I finish task C? Simply ignore texts and phone calls. If somebody wants to start talking to you, tell them to wait and you will be with them shortly.
#3 - Tool Numbering
It seems like everyone has their own tool numbering system, with one constant: Nobody has enough tool holders. How do you make sure the right tool is mounted in the CNC machine at the right time and every time for a non-ATC machine? Or how do you make sure the ATC is loaded correctly? Marking the tool holder with the correct tool number is the first step. If you use any form of permanent marking though, you are going to run into trouble. No one can afford to have a tool holder for each of their tools, you will need to reuse a holder sometime!
Here is a subtle point. When you use permanent markings like laser etching or Dymo labels on your tool holder, you won’t want to deface that marking when you are temporarily putting a different tool in it. So you don’t change the permanent label when you borrow that tool holder. But, inevitably, the project runs into problems, the day gets late, and you need to try again tomorrow. Then the next shift comes on, and they run a program which calls for the original, permanently labelled tool. They pick up the tool holder with the permanent label, but it has the wrong tool in it. The operator has no indicator that the tool is wrong, in fact he has a clearly numbered tool holder, because you didn’t want to ruin your careful labelling!

Rubber Band with Silver Sharpie markings as a temporary tool number label...
Rubber bands are an inexpensive solution! I bought a box of 1,000 for $15 at Amazon. I put a rubber band on the tool holder and use a silver Sharpie to write the tool number (permanent or temporary) on the rubber band. If I need to change which tool I put in that holder, I simply toss the rubber band and properly label it for the tool I just installed.
#4 - Tool Location
I don’t have an ATC, so I needed to come up with a way of making sure the tools were loaded into the machine in the correct order, every time. I used to use a generic tool rack for all my tools, in numerical order. I’d just grab the needed tool from the tool rack when it was called for. LEAN (CNC Cookbook has some good articles on LEAN in CNC) will tell you this method is open to mistakes. Humans tend to work by location, so it’s easy to grab the wrong tool if they are not in a predictable physical order. Using LEAN principles, I made several tool trays. I use a piece of cardboard as a label for each job, numbering the tool locations (see photo).
Simple, cheap and easy. I take the time to populate the tray with the correctly numbered tools, in the order they are called in the program, left to right, front row first, then back row. Take care during this step, and check your setup sheet twice. When I run that program now, each tool is ready, in order of use.

Tool Tray: A simple effective way to set up tools for a job...
#5 - Double Checking
This sounds simple, but people are in a hurry, and rarely double check things they feel confident about, but confidence can cause errors when it comes to routine, automatic tasks. When we are doing new and interesting tasks, we pay attention, and focus on making fewer errors. Paradoxically, we need to work harder at not making mistakes when we are doing tasks we are confident about. Make it a habit to double check everything! You may feel silly at first, but after your errors start to decrease, you will take pride in catching errors, and encourage others to double check.
#6 - Check my work please
There is a natural aversion to having another person check your work. You don’t want to look incompetent or have someone laugh at a mistake you’ve made. Instead, let’s look at it from another angle - wouldn’t it be nice for someone else to have your back? Wouldn’t it be nice to share a victory with your buddy when you prevent an error which would have scrapped the part? In HRO’s this is called 200% accountability; being responsible for yourself and for the person next to you. Ask your co-worker to check important work for you. (If you are embarrassed, say you are being 200% accountable.) Offer to do the same for them. Make it a habit, and you will be happy with the results.
But what if you are working alone? There are other tricks you can use to reduce errors. Try Pointing and Calling. Originally developed for Japanese rail operators, it has spread to other industries. When doing error prone tasks, point to what you are doing, and speak out loud what you are reading or doing. The purpose is to break mental laziness when doing routine tasks, since physical movement and speaking force attention to the task at hand. It has been shown that errors when doing simple tasks can be reduced by the up to 85% when using Pointing and Calling.

Point and say it out loud, "Tool number 10 has a length of four point four nine two."
#7 - Only one project tool set at a time
When setting up a project, make sure to clear the area of other project setups, tool trays, and setup sheets. It is much too easy to grab a tool from the wrong tool tray, it needs to be physically out of the way to prevent errors. I use file folders to store all old project setup sheets, tool number sheets, and other documentation.
#8 - Stop. Think. Act. Review.
Abbreviated as STAR, this is a mental process to use each time before a critical operation. For example, let’s say you’ve just set up the machine to run a new part. You are ready to press Cycle Start. Now is the time to:
Stop: I know I am in a hurry. But, just stop.
Think: Have I done everything I’m supposed to do? Have I done it right?
Act: Go ahead, and start the pass.
Review: Did I actually do it all correctly? Is everything going according to plan? If not, learn why.
#9 - Clear Concise Communication

We’ve all played the kids game “Telephone”, right? Just because one person thinks they spoke clearly, doesn’t mean the other person heard it as intended. In a CNC shop, the biggest errors will happen around numerical and alpha-numeric part numbers, filenames, etc. Use phonetic alphabet whenever possible, and clarify numbers. For example, “P”, “T”, “B”, and “D” sound very similar. So do 15 and 50. So if you need to call out a tool length to a co-worker, don’t say “T50 L5.115”. Instead say “I have a tool length for you. Tool number is 50, that is 5 - 0, and the length is Five point One One Five.” Or if you need a co-worker to grab a part for you, don’t say “I need part BPT735”. Instead, say “I need part Bravo-Papa-Tango Seven Three Five.”
To drive home how important communications can be mis-understood, military countdowns of rocket launches often omit the number “5” in the countdown because it can be mistaken for “fire”.
#10 - Closed Loop Communication
When you tell somebody an important piece of information, they need to acknowledge and repeat back what they understood. That can be as simple as:
Fred: “Tool height for tool #96 is 4.156 inches.”
Bob: “Tool #96, 4.156 inches.”
Or it can be more complicated:
Fred: “Bob, I need you to run more widgets this afternoon. We have 30 bottom sides already run. I need you to run the top side of 15 of those.”
Bob: “Will do. I’ll run the top side of 15, that’s 1 - 5, widgets.”
This confirms that Bob understood the correct information. If Bob repeats back “Tool 46, 9.156 inches” or “No problem, I’ll run the 30 widgets” then you know the information was not heard or interpreted correctly. Without closed loop communication, you can only hope that the information was understood, and won’t find out for sure until it’s too late.
#11 - Handoffs
Unless you are a one-man shop, at some point you will need to hand a project off to another person. This is a well known time for errors to occur. Why? People don’t explain everything that happened and needs to happen, just what they remember to be relevant. Unfortunately, supposedly irrelevant information often unexpectedly becomes critical information. In healthcare, an estimated 80% of serious medical errors involve miscommunication during handoff of a patient from one caregiver to another! To help reduce those errors, they use a tool called the 5P’s.
Project: What are you handing off?
Plan: What needs to happen next?
Purpose of the Plan: What is the desired end state? How will you make sure that the handoff is complete and all critical information is communicated?
Problems: What about this project is unusual or complicated? Where are places where you anticipate problems or that need special attention?
Precautions: What could be expected to be different about this project than others?
A sample handoff which covers all the relevant details could go like this:
“We are working on Harry’s order of 15 widgets. (Project) You need to run the top side of 15, that’s 1 - 5, widgets. (Plan) Harry needs these widgets by Friday. So, if you run into problems, you can’t halt things and wait until tomorrow. Call me if you run into problems. When they are done, clean and inspect the widgets, and get them shipped. (Purpose) Make sure that the coolant is aimed directly at the tip of tool #10, it’s very short in the holder and the coolant gets blocked easily. (Problems) These parts will be sent to powder coating, so make sure they are fully washed and dried and wrapped in a lint-free towel before packing.” (Precautions)
Just following this list of questions has prevented countless errors in my shop; when I don't follow it invariably either the next person catches the error or the error goes uncaught.
Summary
So… Has it been helping?
You bet it has!
Before I embarked on this learning adventure, it was commonplace for me to walk back to my office from the shop with a sad look on my face, after a tool broke or a part was scrapped. Now, that rarely ever happens. And, even if something does go wrong, I focus on learning why, and take joy in stopping it from ever happening again!
Other, more tangible benefits:
My cost of tooling has plummeted. It’s nice to wear out tools, rather than break them.
My ability to deliver on time has never been better. When you fly by the seat of your pants, you never know what’s going to set you back.
And last, I enjoy being in the shop more than ever, making parts, the right way, every time.
There is a mountain of information available about Error Prevention techniques, LEAN, communication training, and HRO principles. Anyone versed in the industry will see that I’ve presented a blend of all of these. And that is how I recommend anybody approach this subject; learn what resonates with you, implement what helps you, and throw away what doesn’t.
Now, if you’ll excuse me, I need to go make some chips!
Tom Baker
President,
Steradian Laser Tag
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.