The text doesn't provide any content to be rephrased. Please provide the text for rephrasing.
What are Boring Heads?
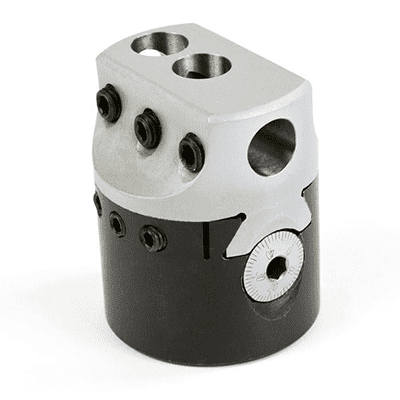
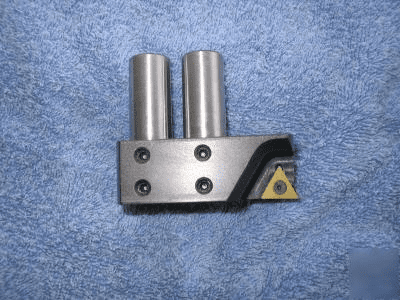
Typical Boring Head for a milling machine…
Pictured above is a typical Boring Head for a milling machine. It has no arbor or boring bars installed. The boring bars are the actual cutting tools and go in one of the 3 holes pictured on the top and right side.
Ideally, the boring bar will be solid carbide. The silver part slides back and forth on a dovetail to change how far off-center the boring bar is cutting. That’s how you set the slide. You can see a dial for adjusting that size by turning a fine screw.
Lastly, the three Allen set screws below the larger boring bar lock screws are used to lock the dovetail so it is held tightly for cutting.
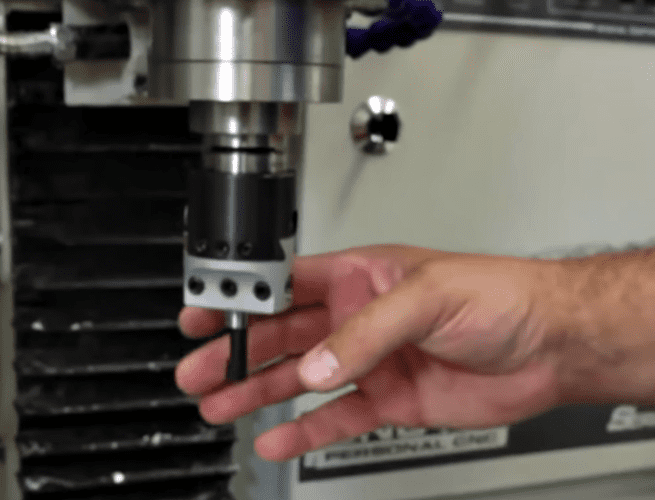
Here’s a Boring Head installed in a milling machine:
There are many Boring Head Brands to choose from when purchasing.
Sometimes boring heads are referred to as "Fine Boring Heads".
Why Use Boring Heads?
In CNC, we're used to the idea of either drilling and reaming or interpolating a hole. So when does this boring method come into play?
The answer is that you generally use one for larger holes when tolerances are tight. There's a limit to how accurately we can make a hole using interpolation with an endmill. The problem is backlash and various other positioning errors.
We do have an article on how to minimize Interpolation Errors that will ensure you seldom need to resort to Boring, but if tolerances are tight enough, you will need one:
[ Improving Accuracy of Interpolated Holes ]
Another reason to use Boring Heads is to improve the surface finish of the wall.
A typical example of an application that might require Boring due to tight tolerances would be machining a bearing pocket.
Let's also talk briefly about the non-CNC case when we are manually machining. There are no interpolated holes, so doing bores bigger than your twist drills allow will start out requiring a boring process and ultimately may require a rotary table.
CNC Boring Process
Here's a conceptual diagram of the boring process:
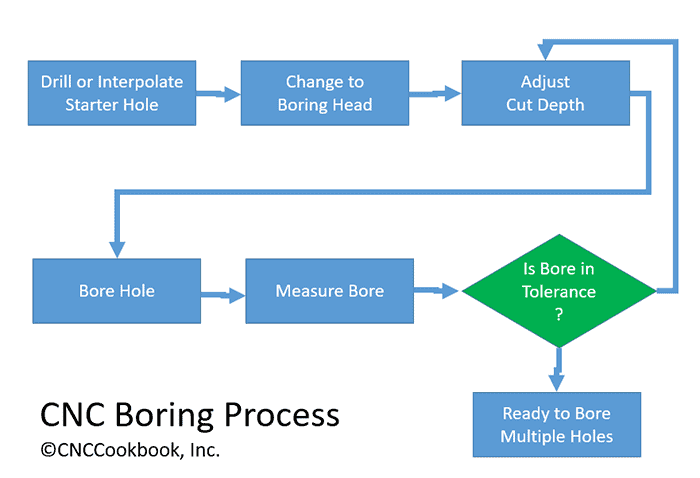
As you can see, there's a bit of trial and error when adjusting the cutting depth to bring the bore within tolerance. This makes Fine Boring Heads somewhat expensive to use, so you'll want to be sure that you've got your interpolation accuracy dialed in as much as possible to minimize the need to use Boring Heads.
Of course where there's a need or pain point, there will be alternatives. See "Digital Boring Heads' below for an idea.
Boring heads are programmed using the G85 and G86 g codes.
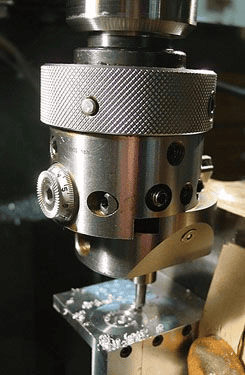
Here's a great video from Tormach on how to dial in a Fine Boring Head:
Boring Bosses: Boring is not just for Holes
Boring Heads can also be used to turn a precision OD (outer diameter) on a boss just as easily as it is used for an ID (inner diameter) hole. Tormach has another video to walk us through how to true up the OD of a Boss:
Noticed how the cutting tip is facing inward to machine the boss. You might also have to switch the direction of rotation to be compatible with your boring bar's expectation. In the video, he runs the spindle counter-clockwise.
Fine Boring Head Accessories & Features
Digital Boring Heads
The text doesn't provide any content to be rephrased. Please provide the text for rephrasing.

Big Kaiser Digital Boring Head...
With digital calipers and micrometers, why wouldn't someone make a Digital Boring Head? Big Kaiser and a number of other companies do!
Digital Boring Heads make setting the diameter fast and easy. Some models even include wireless communication. In fact, some are motorized and you can command them to a particular size either using a g-code command (typically to operate the "U" axis) or a handheld remote.
Autobalance Boring Heads
While you can attach counterweights to balance a boring head for higher rpm operation (see Boring Head Tips, below), fancier Boring Heads incorporate auto-balancing.
Automatic Boring Heads
Automatic Boring Head...
Long ago in a galaxy far away when manual machining held sway, Automatic Boring Heads were Kings of the boring world. These heads contained mechanisms that would extend the boring bar out a bit with each rotation. The fancier ones could even create tapered holes.
Brands like Wohlhaupter and Tree were associated with these intricate mechanical marvels. Such devices are still out there, but we seldom need them for CNC Work. It's too easy to interpolate the hole to get it roughed out and then use a basic Boring Head to clean it up with a finish pass.
Boring Tools & Attachments
A number of companies make cutting tools attachments like this one that go in place of boring bars. Their goal is to increase rigidity. You will want a selection of boring tools to fit different situations you may encounter.
Be sure to match your boring bar to the shank size your head expects. Wherever possible, prefer a solid carbide boring bar to an HSS bar.
Boring Feeds & Speeds
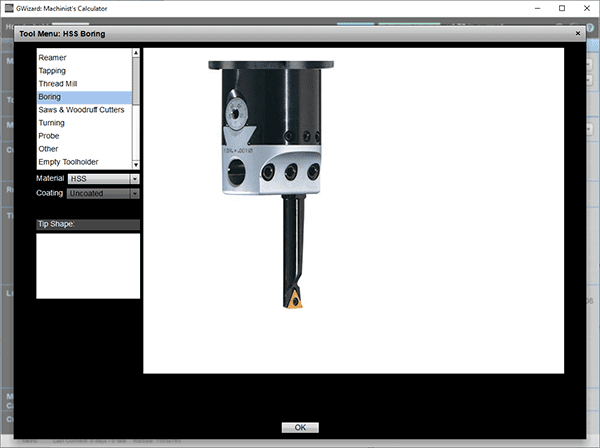
Boring Feeds and Speeds are really the same as Turning Feeds and Speeds. The cutter doesn't know whether it's on a lathe as an OD turning tool, ID boring bar, or on a mill in a Boring Head turning ID or OD.
Be that as it may, you still have to get your feeds and speeds right for trouble free boring operations. Our G-Wizard Feeds and Speeds Calculator is all set up to help out with that. Just select "Boring" from the Tool menu:
Boring Head Tips
Balance Your Boring Head for Higher RPMs and Productivity
I had a customer ask recently why our G-Wizard Calculator doesn’t have a fairly low limit on the rpms it recommends for boring operations on the mill. He was concerned that the numbers he was getting for aluminum were too high and causing way too much vibration.
He had a point, on the one hand–conventional Boring Heads are pretty unbalanced beasts to be spinning up to high rpms. Criterion talks about limiting them to 1000-1500 rpm.
But on the other hand, there are other designs capable of going faster so how could G-Wizard know the limits of your particular Boring Head? In the end we agreed that this is something the machinist has to account for based on the specific head they have on hand. Nevertheless, he had planted a bug in the back of my mind that kept me thinking until I came across this product from Criterion:

Criterion Boring Head Balance Kit
It’s Criterion’s Boring Head Balance Kit, and it’s pretty neat. You set it up with a chart that tells you how to apply the kit’s included 6 balancing shafts and 4 balancing weights. Once set up, you can run the Boring Head all the way up to 5,000 rpm. That has the potential to dramatically reduce your boring times if you find yourself using a Boring Head in production.
Cutting Chatter When Precision Boring
I just came across what looks like a great blog from Criterion, the Boring Head people. They had a great tip to reduce chatter in machining: make sure your depth of cut is greater than the radius on your cutter. It makes sense, and should apply when turning too. Here is how they explain it.
Consider the cutting forces when the insert is cutting less than the radius:
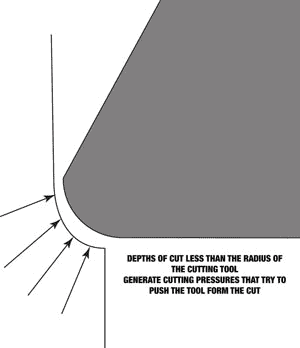
See how the forces (arrows) are largely trying to push the insert out of the cut?
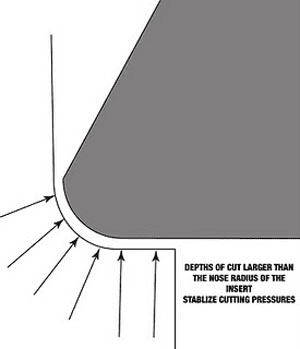
With a deeper cut, there are more arrows acting to stabilize the forces so they’re not all trying to get the insert to deflect and skip over the cut.
The result is a better finish and hopefully chatter-free boring. Having to increase the depth of cut in this situation is just one of the many counter-intuitive situations we encounter when machining!
Frequently Asked Questions
What is the accuracy of a boring head?
Boring heads are often referred to as Fine Boring Heads. Some can be accurately adjusted in increments as small as 0.0001" (0.0025mm).
How much stock to leave for boring?
Compared to reaming, finish boring needs more material. Try to leave about a third more material than the radius of the boring insert's cutting edge. So, if the insert has a 0.015" nose radius, leave 0.020" of material per side of the hole.
What are the three most important factors for successful fine boring?
The three main machining factors are speed, feed, and depth of cut.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.