Dovetail joints are both strong and aesthetically pleasing, but they require a special dovetail cutter. I wanted to make Aloris-style QCTP holders for my lathe. To do that I have to be able to cut the dovetails. So, I made this cutter as my first "practical" mill project.
I wanted an indexable dovetail cutter to make it easy to swap in new cutting edges as needed. Indexable Tooling is very economical in that respect. The TPGB insert style I chose was based on some boring bars I had. The TPGB 21's are right in the middle of the insert sizes my boring bars use. It seemed like a good size for the toolholder dovetails, and I try to keep reusing the same insert types so restocking isn't so painful to manage.
Rhino 3D to the Rescue!
The first thing I had to do was make a 3D model of a TPGB insert. This was not hard to do as the shape is very simple and the key dimensions are readily available on the Internet:
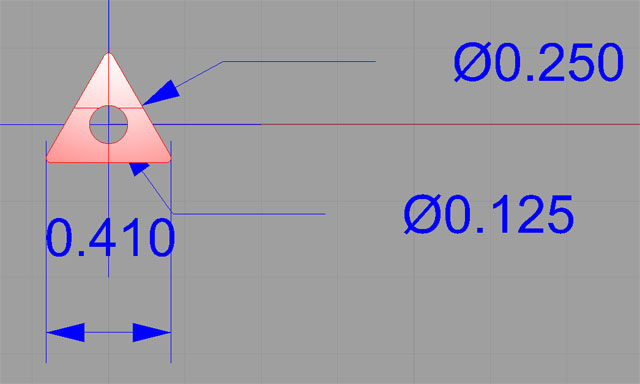
The TPGB inserts I plan to use...
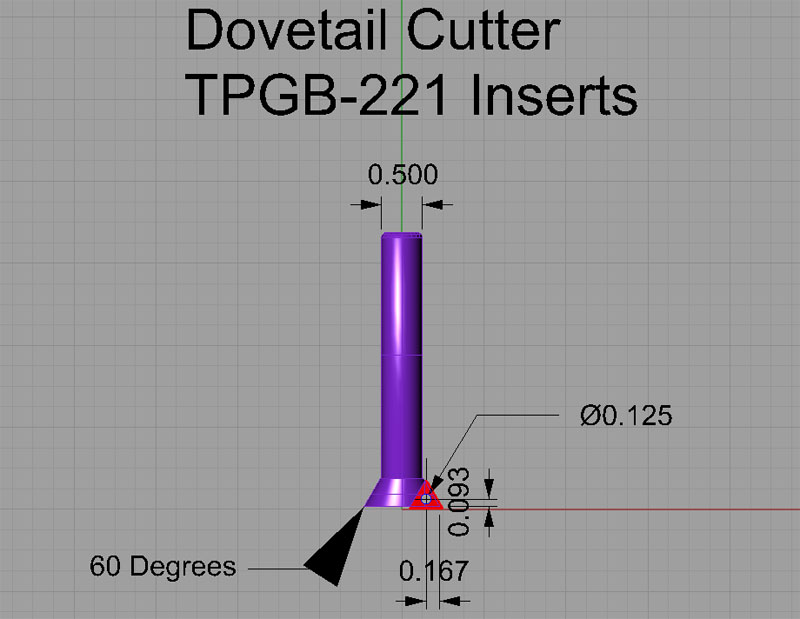
The rest of the design is pretty simple. I wanted something compact, with a 1/2" shank, and easy for me to machine.
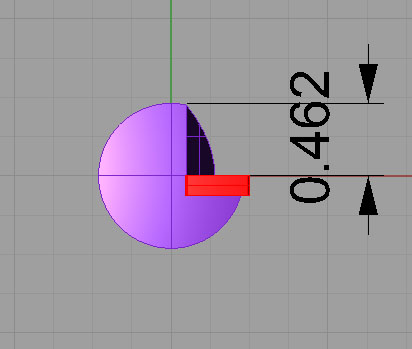
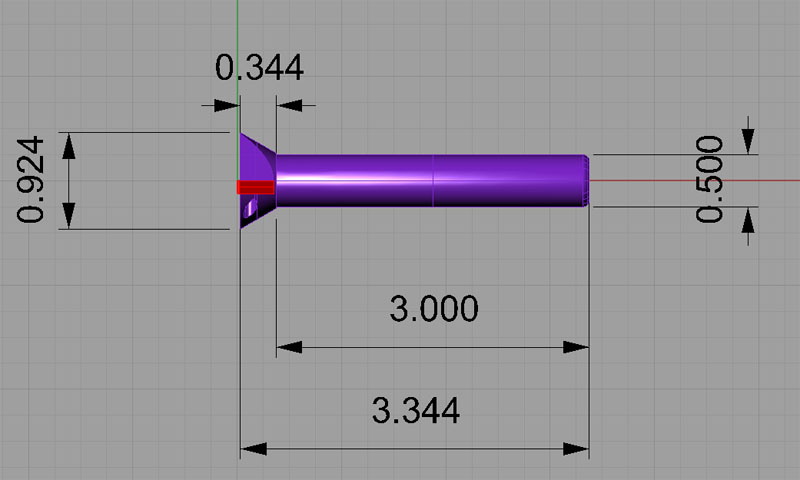
Here is what I came up with:
Top View
Front View
Right View
Part 1: Lathe Work
The first thing to do is put some 1" or so round steel stock into the lathe. Face and turn it for squareness before starting. Given the piece I had was
a bit long, I also center drilled so I could use a live center to support it for greater rigidity. The work shown below in the photos took me about 2 hours to do on my Lathemaster 9×30 lathe. It cuts very accurately, and I can hold a thousandth without really trying to hard, so the 2 hours didn't require much focus just enough to stay out of trouble.

Start turning the shank down to 1/2" diameter...

Whew doggies: she's so hot she's smoking!

Starting to get there. I'm taking 0.020" each pass...

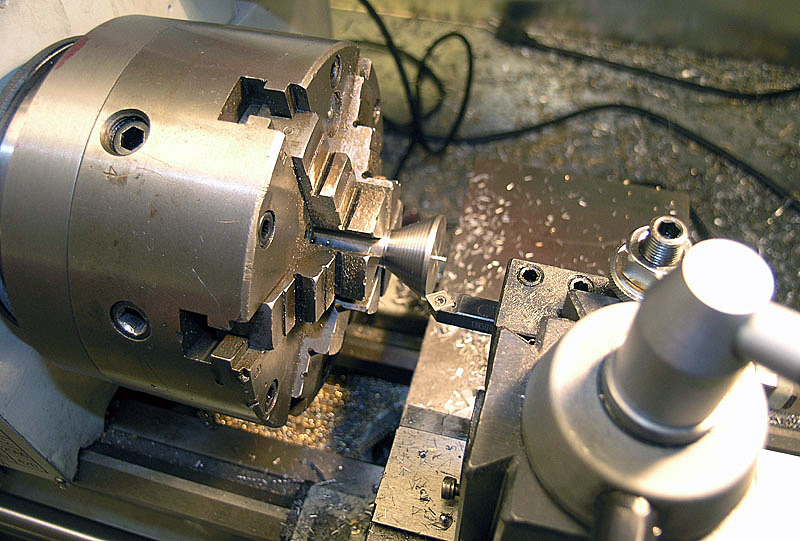
Once the shank is turned down, turn your compound
around so you can cut the 60 degree taper that is the head of the cutter...

Taper is all done. Love my 6-Jaw
Buck Chuck! Note that I cut the same taper as a chamfer to finish
off the tip of the shank...

Out comes my fancy
carbide insert parting off tool. You'll be free soon my pretty!
Flipped it around and faced off the base. I also
applied a little file and sandpaper to it while it was spinning there...

Not bad, eh? Ready for the mill work next.
Part 2: Mill Work
There's not a tremendous amount to do on the mill, but it would be hard to make this cutter without one. Basically, I need to set up the dovetail cutter on
the mill so that I can take an endmill and cut the pocket that the insert sits in until it's deep enough that the insert's cutting edge is on the centerline of the cutter. The trick is all in the setup. We have to hold a piece of round stock at exactly the right angle to the X-axis in order to make the cut. This is my first "real" work on the mill, so it should be interesting.
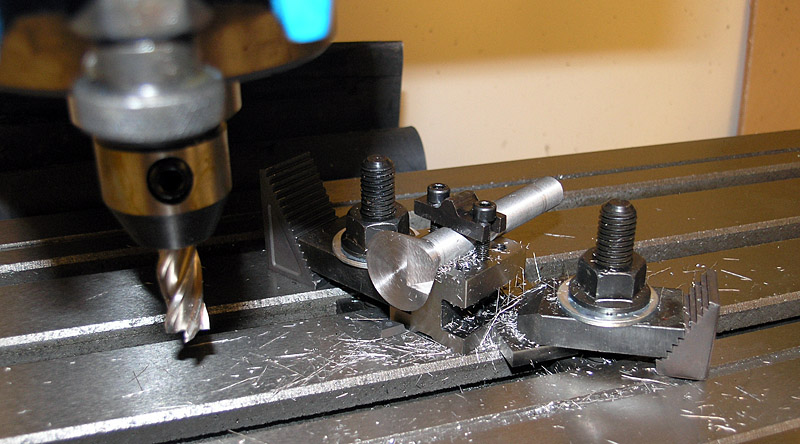
I placed the cutter in a V-Block to hold it securely
while milling and used a 30 degree angle block clamped to the table to
get the right angle...

Successive passes with the end mill are all it takes...
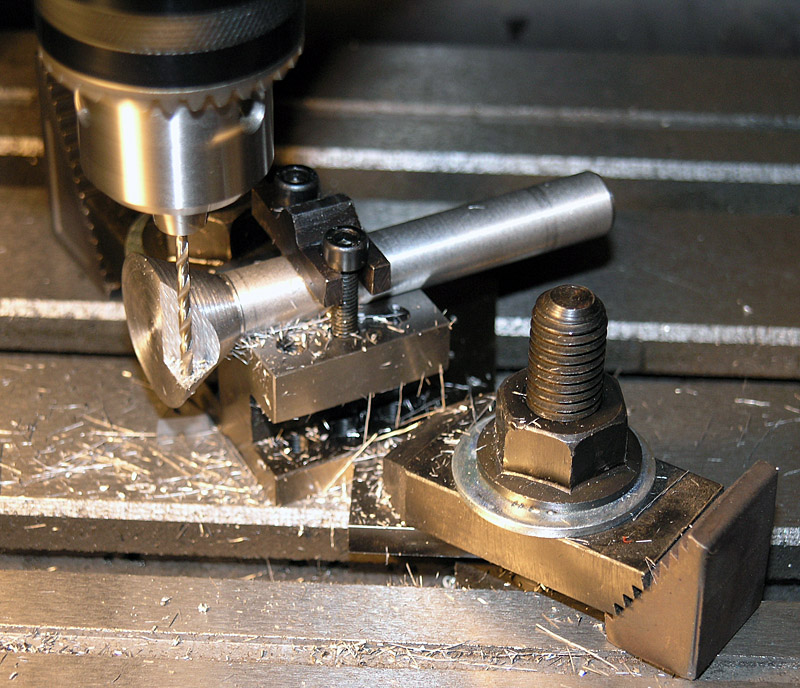
Now ready to drill the hole. To position it I laid
an insert in place and then used the X and Y handwheels to get the bit
exactly on target...
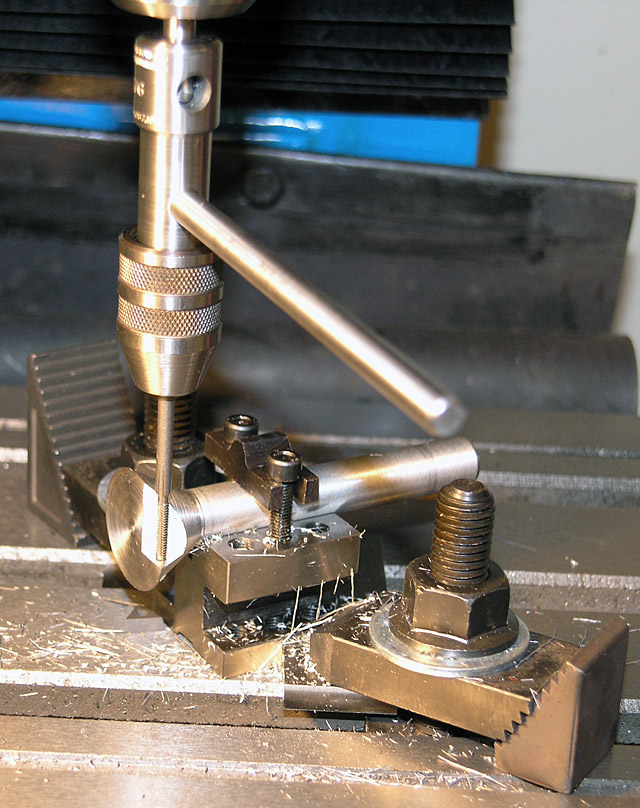
I used a piloted tap and some Tap Magic: worried
that little 4-40 tap might break off in the hole!
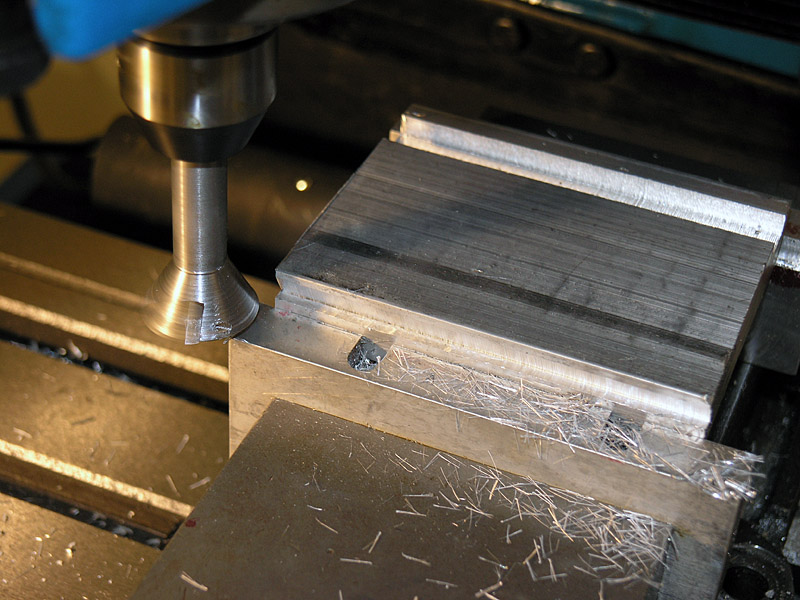
Here we are slicing out a dovetail!
This was a fun little project!
In the picture above, if I am cutting left to right, I am climb milling. As the piece moves from left to right, the cutter rotates clockwise, and the cutter
and workpiece are moving in the same direction. This yields a better surface finish as it is supposed to, because it requires less cutting pressure.
If we move the workpiece right to left, we are performing conventional milling. The difference in vibration and surface finish was very noticeable.
Thoughts and Tidbits for Future Cutters and Other Would-be Cutter Makers...
One could contemplate building a 2 insert cutter, but it would be important to position the each insert to take very precisely the same depth of cut. The tolerances involved are pretty tight. The trial cuts I made above were done at 900 rpm spindle speed and probably 3 inches per minute feed rate- 1/2 handwheel turns per second and 1/10" per turn. So, in the 1/2 revolution before one of the two cutters moves into position to take a cut, the workpiece
will move 3 / (900/2) = 0.0067". Once could assume that an error in positioning one insert versus the other of 0.001" would therefore use up about 1/7 of the advantage of having a second cutter. An error of 0.0067" and one cutter is doing all of the work.
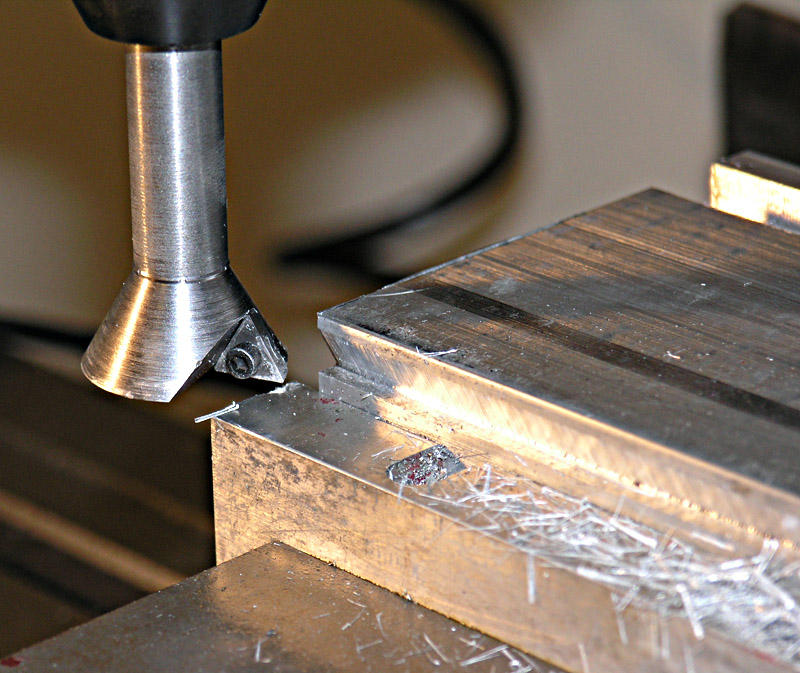
Another thought is to find a way to introduce positive rake. I'm using a very simple insert mounted flat (neutral rake). Positive rake would cut a lot better! To
make matters worse, we are forcing the whole edge to cut, and not just the tip radius (hence the nasty steel needle chips). If we lay the insert down, we had better be prepared to twist it a bit or we are going to lose the 60 degree geometry. Dorian makes some nice dovetail cutters that lay down the insert. An easier possibility for the home machinist is to use a more sophisticated insert. CCMT inserts have the positive rake geometry built into the insert and operate well even mounted flat.
A TCMT insert should have the same advantages in a 60 degree triangular form factor. The only reason I used the TPGB inserts is they are what I had on hand
from a boring bar set, and I prefer to minimize the number of different insert types I have to stock. A TCMT looks to me like it will fit directly into my same cutter, so I will acquire some at some point and try them out.
You can see the positive cutting rake built into the insert in the drawing below:
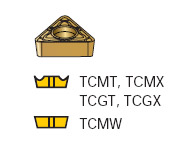
TCMT positive cutting rake, the TPGB I used is more
like the TCMW with no cutting rake when mounted flat...
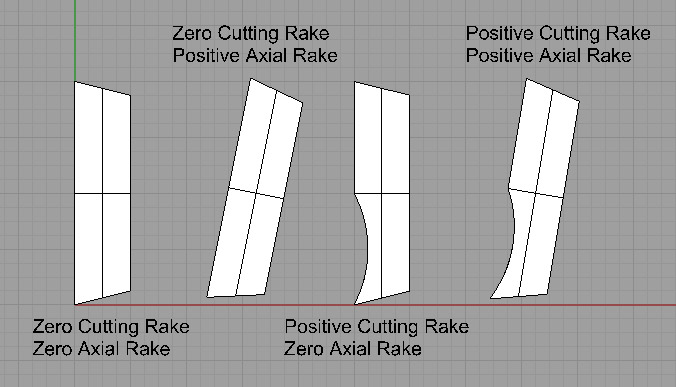
The positive cutting rake is the "dished out" area on the insert immediately behind the cutting edge. You can also tilt the insert to affect the overall
cutting rake, and this is known as "axial rake":
Another approach to improving surface finishes with a cutter like this is to advance into the cut along an angle so that the tip does most of the cutting. If one
always tweaks both the Z and either the X or Y (depending on direction of travel when cutting), you will achieve this result. This is something
else I need to test.
Also make sure when you build such a cutter that the insert you choose will cut a large enough dovetail. I guess you can advance into the dovetail diagonally,
but it seems like if you advance conventionally (i.e. using a single axis), you can only cut dovetails up to the height of the insert.
One last thought. I built this cutter to help me manufacture QCTP tool holder dovetails. Another fellow remarked that he had used dovetail cutters to enable conventional milling in an overhang situation. Interesting idea!
Back to Milling Machine Home...
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.