Do You Need a Spindle Speeder, Speed Increaser, or High Speed Spindle Attachment?
Spindle Speeders, Speed Increasers and High Speed Attachments can be the perfect cure for a problem you'll encounter surprisingly often. As I will show in a moment, they can increase your machine's throughput by 5x or more in the right circumstances, so they're well worth checking into.
Suppose you've just gotten a new job that involves small cutters. Perhaps it's a part with small features (small holes for example). Perhaps it's an engraving job. Maybe you've got to do some extremely fine 3D profiling and a larger cutter just won't work.
Meanwhile, your milling machine has a top spindle speed of 6000 rpm. Ugh-those small cutters are going to take forever if we can't spin them any faster than that!
Have you seen those fabulous pictures of machines with super high speed spindles buzzing through material like butter?
I've written about the Datron's before (What if Porsche made CNC machines?), and the high speed spindles are definitely part of what makes them so awesome.
But what do you do if you don't have a machine with a high speed spindle?
That's exactly when a Spindle Speeder, Speed Increaser, or High Speed Spindle Attachment can win the day. They make it possible to up the spindle speed of your existing machine to high speed levels.
What's it worth to crank up your spindle speeds?
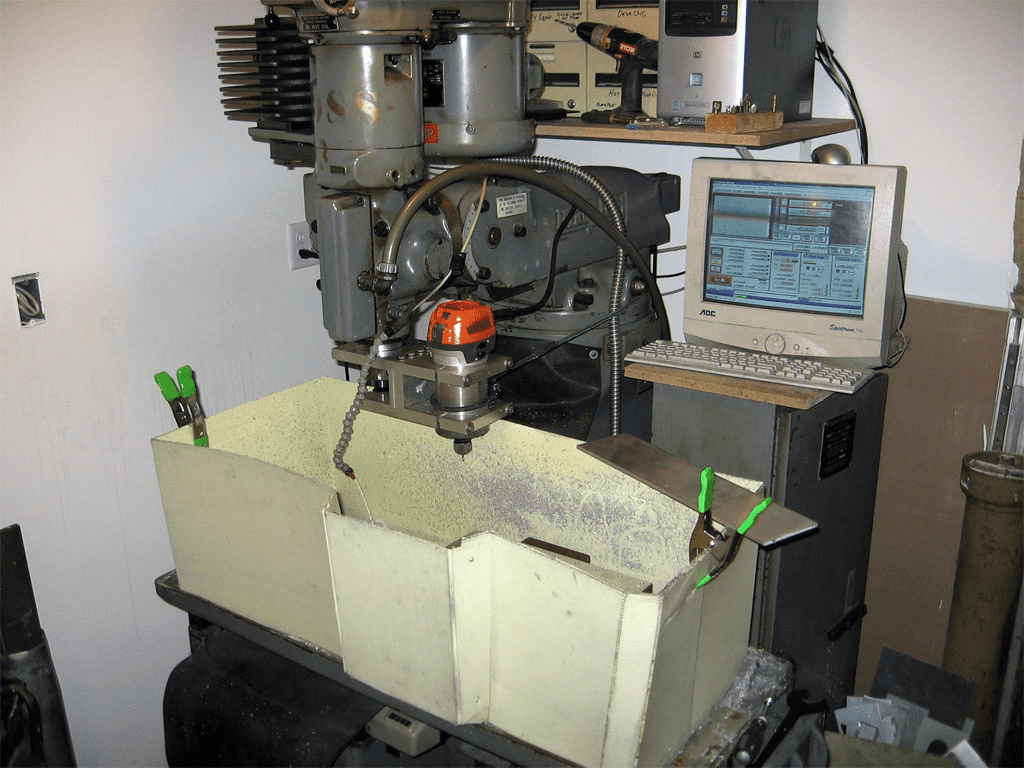
Let's go through a really inexpensive example. We're going to look at the impact of bolting on a cheap auxiliary high speed spindle in the form of attaching a little Kress spindle to a Tormach CNC Mill:

The Kress spindle clamped to the Tormach’s main spindle…
It doesn't look like much, does it?
We'll use our G-Wizard Feeds and Speeds Calculator to see the impact of having the extra rpms available. Here’s the additional profile I created for the Kress spindle:
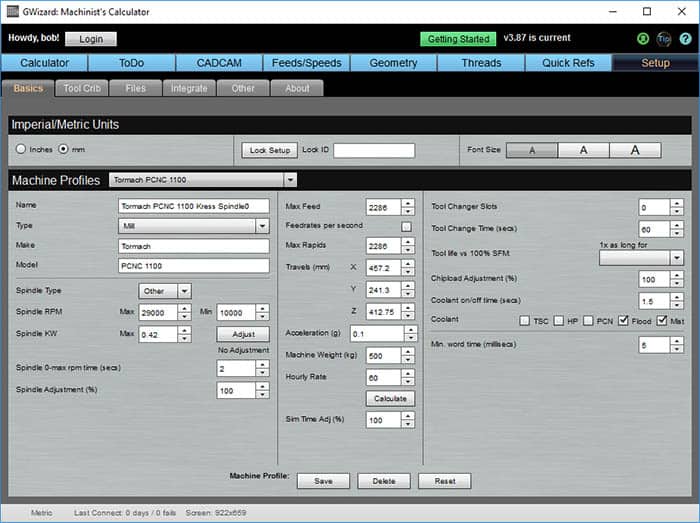
Kress Spindle machine profile…
The steps required to create this profile were simple. After going to the Setup Tab:
1. Select Tormach 1100 machine profile
2. Change name to be Tormach 1100 Kress Spindle
3. Save. Now you have both regular 1100 and Kress spindle to use as you like
4. Change Spindle to “Other” instead of R8
5 Set min/max rpms
6. Set 0.420 KW power
7. Save
Done!
BTW, creating a profile like this is a good way to evaluate alternatives and see how well they’ll perform for your work. See which spindle option to order with your new VMC. Check out options like High Pressure Coolant and see what they can do for your productivity. G-Wizard is perfect for that sort of thing.
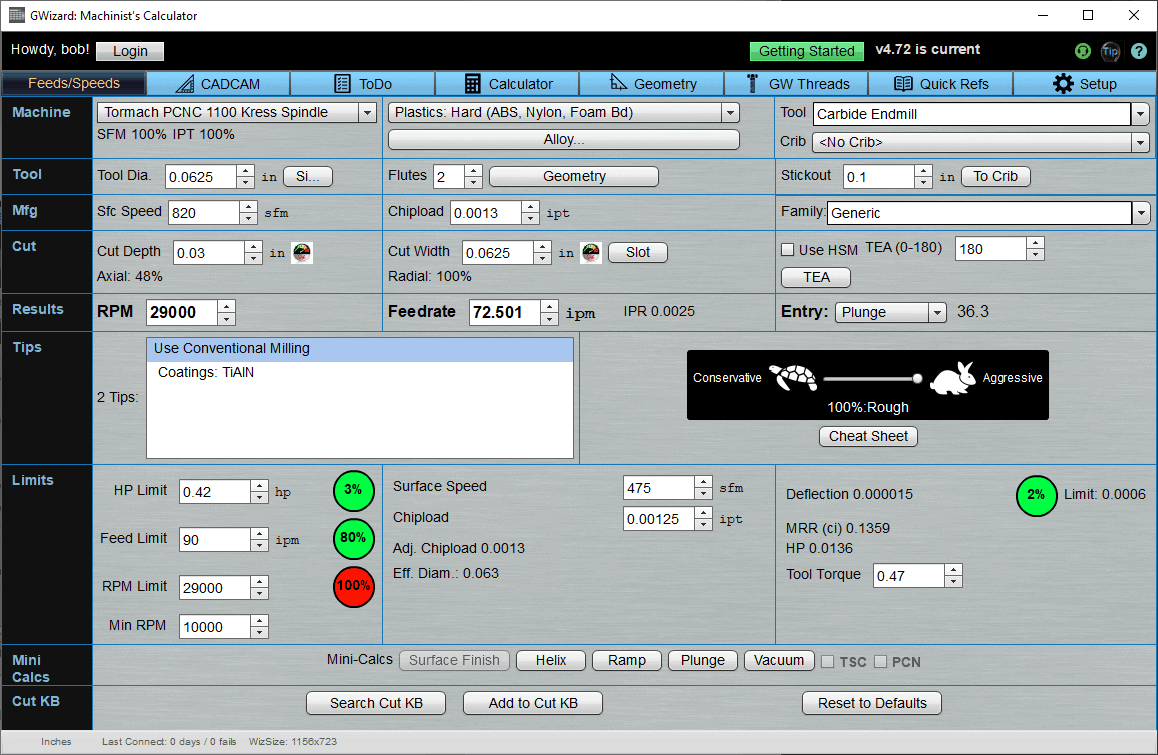
Consider using the Tormach without the sub-spindle. Let’s set up a cut with a 1/16″ endmill in the Tormach’s main spindle on some acrylic:
Tiny cutter eeks out 0.0239 cubic inches a minute MRR…
It’s not a very extreme cut–the tiny cutter eeks out 0.0239 cubic inches a minute Material Removal Rate. We’re using a fraction of the available horsepower, but it’s all we can do because the RPM’s are maxed out.
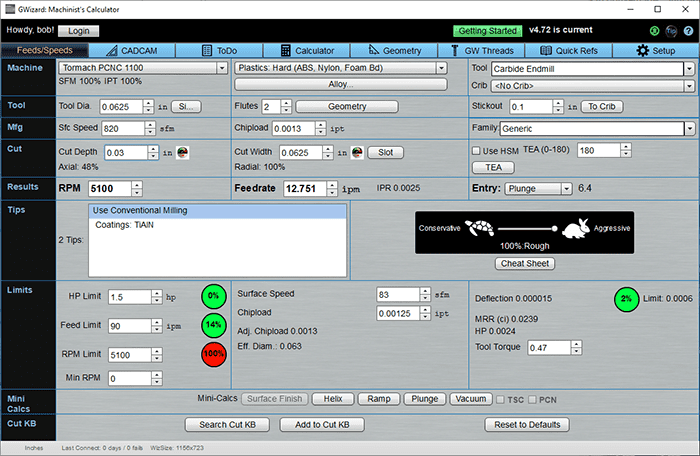
Now let’s try the same cut with the Kress profile:
We could still go faster than 29,000 rpm, but the Kress is delivering 0.1359 cu in/min MRR–almost 6x what the base Tormach can do!
When was the last time you could spend circa $400 to get a job done 6x faster? That’s what the Kress kit from Tormach costs.
And guess what, this cut begs for even more rpm if it was available.
So, if you wondered why people were strapping trim routers, Dremels, and other crazy things to the side of much more expensive mills–now you know. If you’re working with smaller endmills in soft materials, they can make a huge difference to your productivity.
Grab a free trial copy of G-Wizard and play with the numbers yourself, we'll wait:
But, there's more than one way to retrofit an existing machine for much higher rpms. Let's take a look at how it's done.
Spindle Speeders, Increasers, and Multipliers
Spindle Speeders, also called Spindle Increasers or Spindle Multipliers, look like a tool. They go right into the spindle taper and many can even fit into your toolchanger. There are two types-transmission and air turbine. The transmission types use either gear or belt drive to increase the speed that existing spindle feeds into it. The air turbine is powered by a compressed air line and the existing spindle remains stationary while it runs. In both cases, there is an offset pin that stops the spindle speeder's housing from rotating.
This video shows how to install and run Tormach's Speeder head:
It's a 3x multiplier, so if you run the spindle at 5,000 rpm, the tool spins at 15,000 rpm.
Air Turbine Speeders typically run even faster. Here's a CAT 40 model doing some continuous 3D profiling at 40,000 rpm:
Both spindle speeders and air turbines can be extremely effective accessories for upping the performance of your CNC machine for high rpm work. However, both are relatively expensive. A cheaper alternative is to attach a self-contained high speed spindle to your existing spindle.
High Speed Spindle Attachments and Add-Ons
Typical attachment cadidates are small routers and Dremel-like electric spindles. We've written about the awesome custom car badges Austin Barnett made with a trim router attached to his Bridgeport CNC. He has since created a purpose-built machine with builtin high speed spindle, but he made a lot of parts with the add-on spindle.
Here are some typical custom car badges:

And here's the Bridgeport with the add-on spindle:
It's pretty easy to fabricate a rig like this. Here are a bunch of examples for you to peruse should you wish to fabricate your own high speed spindle attachment:

Attaching an air grinder as a spindle for engraving...
This fellow made a router holder for his CNC knee mill that uses a #40 taper shell mill holder on one side and a shaft with a linear bearing on the other to support the router. The linear bearing is necessary because the router goes up and down in Z as the quill moves:




You can see it works pretty good!
I like the idea that you can quickly detach this rig from the mill by popping out the shell mill holder and undoing the clamp for the linear bearing. For my mill, I wouldn't be using the quill, so the shaft would just clamp to the mill head directly for support.
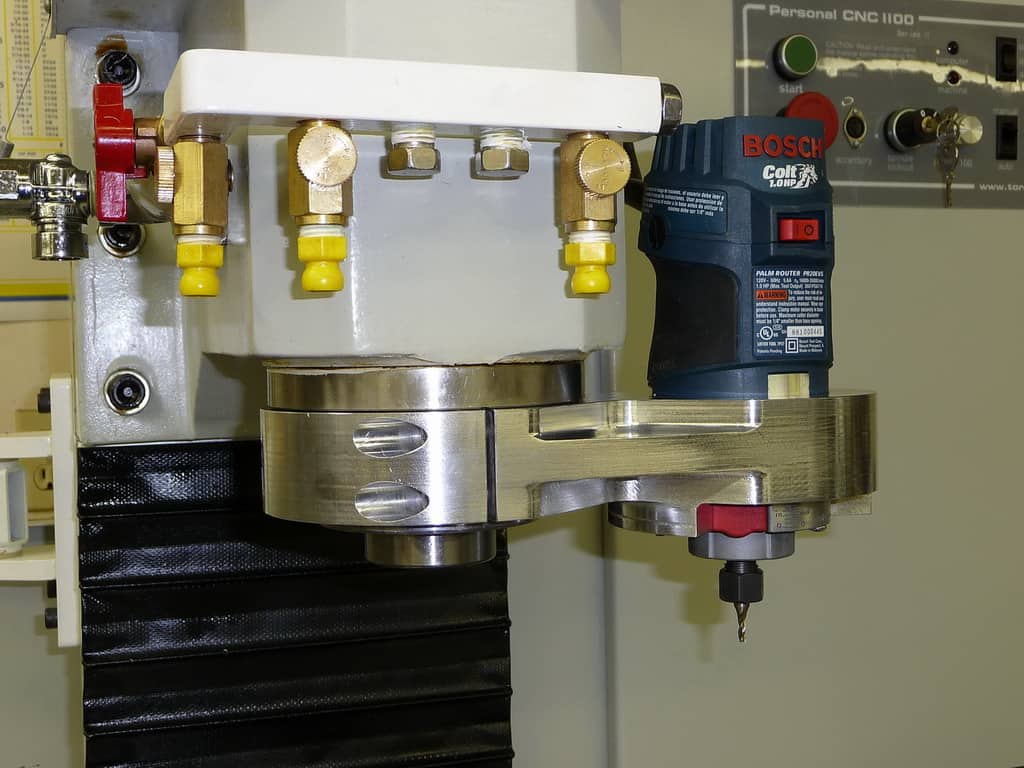
I hear good things about those Bosch Colts...

Proxon on a Tormach. I'd be worried about the air cooling holes that close to flood coolant!
I recently got a very nice note and pictures from Kevin in Port Hardy, BC, Canada:
I recently came across your webpage, looked through it and became a big benefactor. I am a high school shop teacher without a lot of CNC milling machine background and have found the G-Wizard to be of great help. It is just what my students and myself need. Also I have benefited from ideas of projects you have collected, specifically the coolant ring and high speed spindle, two issues I have been trying to figure out since we do a lot of engraving and at 3000 RPM max on my Microkinetics mill is all I can do. Well I build a great coolant ring and high speed engraver this weekend, and that in addition to your software made the best engravings I have done to date (and such fine detail too). I have included some pictures of the ring just in case you would like to include them in your webpage for others to see and get ideas on. Oh P.S. I use Rhino and Rhinocam for all my work, I love it and it is nice to see a fellow Rhino user (unless I am mistaken but all your drawings look like rhino drawings.)

Thank you Kevin for your kind words and for sharing your project. I love the idea of a combined high speed engraving spindle mount and cooling ring in one. I know you and your students will do a lot more neat projects with this slick new add-on for your mill.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.