This is the seventh entry in our Ultimate Benchtop CNC Mini Mill series. This series aims to assist DIY CNC enthusiasts in understanding the design aspects and trade-offs for their CNC Mill projects. Here are the previous entries in the series so far:
Part 2: CNC Mechanicals (Ballscrews and Such)
Part 3: Close Loop vs Open Loops (Servos vs Steppers)
Part 5: Acceleration and Cutting Forces
Part 6: Motor Selection Wrap Up
In this installment, we’ll cover tool changers, drawbars, and spindle tapers.
Whether you plan to have one from the beginning or add it later, any Benchtop CNC Mill project worth the word "Ultimate" needs to be toolchanger ready. As it turns out, the decisions that need to be made on the taper/toolholders, powered drawbar, and toolchanger, all go hand in hand. Also, they need to be considered right up front to make sure we don't paint ourselves into a corner when the time comes to add a toolchanger later.
In this installment of the Ultimate Benchtop CNC Mini Mill Series, we will take a look at the decisions that relate to the toolchanger. In the next installment, we'll have a deeper look at the other aspects of the spindle.
Tapers and Toolholders
The first choice to make is which taper to support? Hobbyists love the venerable Bridgeport's R8 toolholders-they're cheap and plentiful, and if they were good for Bridgeport, why not a hobby mill? Not so fast. The R8 all by itself is far from ideal for a tool holder. The main thing is that there is no real provision for the carousel to hold onto an R8 holder. If you look closely at toolholders intended for toolchangers, they all have a ring of one kind or another that lets gives the toolchanger carousel a place to grab and hold the toolholder.

Toolholders designed for Toolchangers have a ring where the Toolchanger can grip them like the CAT40 on the right...
There've been a couple of innovative solutions to the problem that have tried to preserve some of the R8's usefulness. One approach is to design and machine a toolholder that will fit a spindle with an R8 taper, but that has a ring. This is the approach used, for example, by Fadec Engineering. The good thing about this approach is that it enables you to use an R8 spindle for your project that you may already have kicking around, or that is readily available from a variety of sources and donor machines. What's less good is that it's just not clear the world needs another standard for toolholders, and until it accepts a new standard, you're stuck buying them from one supplier or making them yourself.
A second approach is the one used by Tormach. They've created a new taper, called "TTS" or Tormach Tooling System, that fits right into an R8 collet and incorporates the ring:

Tormach Tooling System: TTS
TTS solves a lot of problems well:
- It preserves the R8 spindle
- It is amenable to powered drawbars that simply pull up on the R8 collet with spring washers
- It is repeatable for Z-height which is crucial for CNC applications
- It has become fairly widely available so there are multiplier suppliers that keep prices down
If there are some disadvantages to TTS as well. They would be rigidity and pull out problems with higher horsepower. If you plan to use a spindle that has significantly more horsepower than the 1.5HP Tormach uses, these may be issues you'll have to deal with. At least until Tormach shows that it can be done by engineering more powerful spindles in their own line. However, if you plan to operate within the spindle power limits Tormach has engineered TTS for, it is a fine solution to the problem.
The commercial tier above the hobby class machines are almost universally built on CAT, ISO, NMTB and BT standard spindles. These standards are all fairly similar and they're all readily available. There are plenty of examples of high horsepower machines using them that have toolchangers as well. For more sophisticated applications, and especially where higher rpms are in use, there are even higher performance tapers available, but for something that is to be a benchtop mill, these will suffice. In fact, it doesn't make a lot of sense to try to cram a taper as big as a CAT40 into a benchtop mill. A 30-series or less will do very nicely.
For comparison, here is a CAD drawing to scale of a 30 series next to an R8:
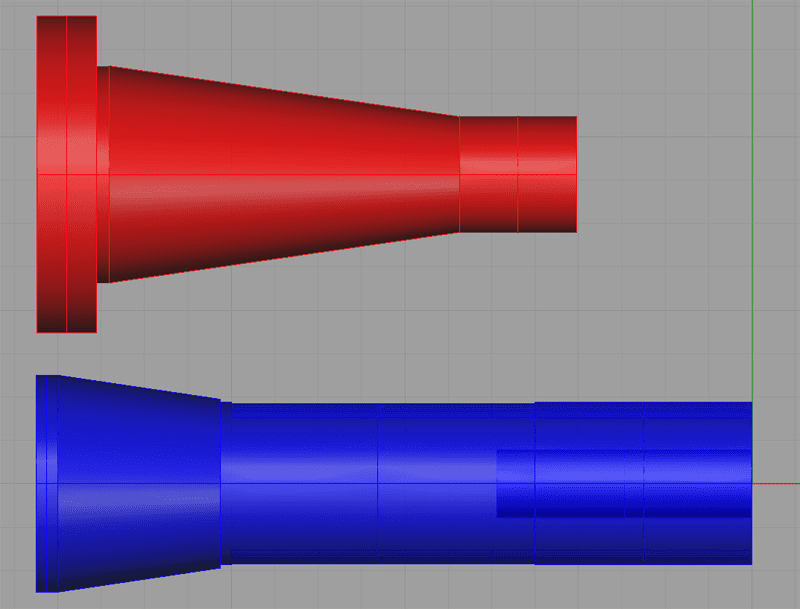
BT30 versus R8...
The BT30 is a little shorter than an R8, but it is much beefier along the tapered section where it counts. If you hold the two in your hand there's no question which one is the more rigid and industrial strength option-it's the BT30. This should come as no surprise-the R8 has been around a very long time and the people that designed more recent tapers were well aware of it and wanted to design tapers that could outperform it.
Being shorter helps too because it preserves a little Z-travel for the machine. Remember there has to be room under the spindle at max Z to slide the toolholder under for a tool change. All things considered, a 30 series or perhaps one that's a little smaller is the taper I would target for the Ultimate Benchtop CNC Mill. An even smaller taper makes more sense if you plan on a fairly high rpm spindle. You won't be running the types of cutters that need a bigger taper at such rpms anyway.
Cartridge Spindles vs Dedicated Spindles
Unfortunately, selecting a spindle taper involves many compromises, not the least of which is whether you can actually lay hands on a spindle that uses the desired taper at a price you're willing to pay. Spindles are expensive. They involve high precision which means low tolerance machining and they incorporate expensive bearings. For the DIY Mill builder, there are three routes available-build your own spindle, buy a donor machine with a dedicated spindle that has the desired taper, and adapt a cartridge spindle to your machine. I'm going to set aside building your own spindle for these articles as it is a complex subject all by itself. I will talk a bit more about it in the installment that is purely dedicated to the spindle and not toolchangers, but let's just say you had better have all of your machining chops together, have the right tools to pull it off, and have access to the machinery needed. If all that is true, then by all means, build a spindle.
The other two alternatives are relatively easy, particularly the one where you buy a machine that already has the desired spindle in place (LOL). Adapting a cartridge spindle is not too much harder though. Mounting that spindle, while it needs to be robust and reasonably accurate, is nowhere near as finicky as mounting spindle bearings in the spindle housing. Here is a typical BT30 Spindle Cartridge, as sold by Tormach for $545 at the time of this writing:

Tormach BT30 Spindle Cartridge...
I've got one sitting in my shop as we speak and it's a nicely made piece of kit-a bargain, really, at that price, unless you place no value on your time at all. It mounts into the spindle head using the 6 bolt flange shown. You'll need to machine a pad and hole for it with threaded holes to receive the bolts. You'll then need to engineer a drive for it. Pretty straightforward.
Powered Drawbars
Given an actual spindle or spindle cartridge, you'll need some automated way to install and remove toolholders from the spindle taper. These mechanisms for the tapers we've been discussing are called "powered drawbars". They're drawbars because they grab the end of the toolholder and draw it up into the spindle until it is held tightly in the taper. Two styles are prevalent-the washer spring version with pullstuds and a version that uses an impact wrench to operate a conventional manual drawbar. The latter is much easier to engineer while the former can be faster and quieter to engage and disengage the toolholders. The principle issue will be whether you can create a pullstud and drawbar arrangement inside the confines of your spindle. This may require re-machining the ID of the spindle to accomodate the action of the pullstud clasper. Here is a typical design using ball bearings (more details and source links on the CNCCookbook spindle page):
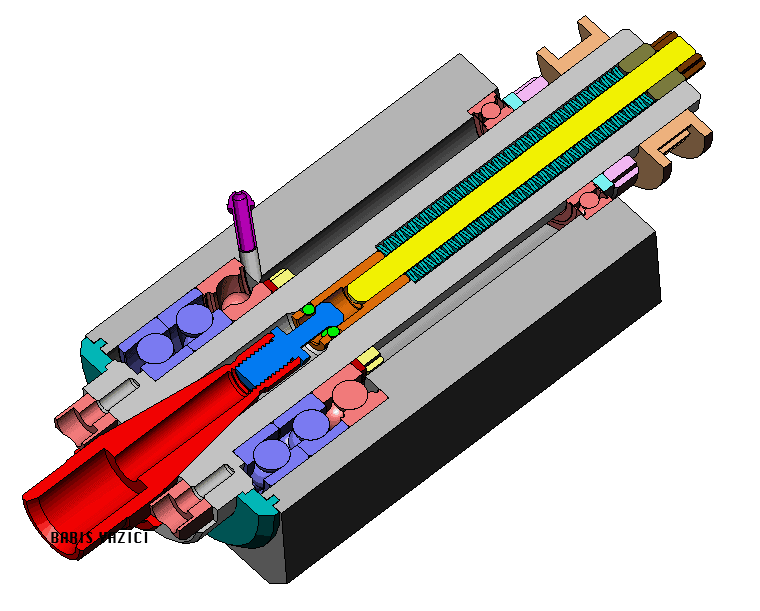
Spindle design showing pullstud drawbar setup...
The toolholder (a proprietary design in this case) is shown in red, and the pullstud is blue. The drawbar, yellow, is tensioned by a stack of Belleville or Washer Springs (blue green). The orange unit on the end holds several ball bearings (green) that are sized so they can fit under the head of the pullstud and grab it. As the drawbar moves down to release, the ball bearings are no longer trapped against the narrow wall of the upper spindle-they can move aside and let go. Therein lies the problem-you need the right shape inside the spindle ID to guide ball bearings (or whatever other mechanism you use).
Here's a great video from Dave DeCaussin (the man who originally did most of the design work and helped found FADAL) on his "Cat R8" taper and how the drawbar works there:
The Tormach Tooling System drawbar does this nicely by relying on an R8 collet permanently connected to the drawbar by threads just as a manual drawbar would be. That makes accomplishing all this in an R8 taper relatively easy. But for other tapers, another solution must be found.
One thing to make sure of if you're designing a drawbar system like this is to avoid putting pressure on the spindle bearings. Typically these systems use a sort of pinching arrangement that balances the pulling force against a fixed component of the inner spindle so that there is no pressure agains the spindle bearings that might damage them. Another thing to consider is the forces required to hold the toolholder properly. They're quite high. Checking the drawbar force is a standard maintenance procedure for VMC's, so it's worth seeing what the recommended force is for various taper sizes.
I am partial to the impact wrench drawbars. I have used them and built one for a mill a long time back and found them to work well and to be very effective. Here's what it looks like:

Powered drawbar based on an impact wrench...
There's an air cylinder mounted in front of the impact wrench that pushes it down onto the top of the drawbar when engaged. Dual air plumbing allows the impact wrench to either tighten or loosen the nut. A 12 pt socket is the best way to engage the nut on the drawbar. The impact wrench is a small "Butterfly" impact wrench that's a cheap import. Mine uses a manual switch, but it would be trivial to use some air solenoids to automate its operation.
Some folks object to the noise of an air impact wrench. I don't mind it, but there's no reason you couldn't adapt an electrical impact wrench to the application-they're a little quieter.
Toolchanger Carousel
We've got a spindle with a toolchanger-friendly taper and a powered drawbar to automate the grasping and releasing of toolholders. It's time for the carousel itself. The carousel needs to perform 4 functions:
1. It has to position the toolchanger slot in the correct orientation to the spindle so the tool can be released to add to the carousel or grasped to remove from the carousel.
2. It has to index the correct toolholder slot into position.
3. It has to retain the toolholders in their slots despite all the motion.
4. Ideally, it keeps the chips off the toolholders that are being stored.
Let's consider each one in turn.
Positioning the slot appropriately to interface with the spindle is generally a matter of deploying the carousel under the spindle at the right point in time. The Carousel will typically ride on rails so that it just needs to be pushed up against a stop at one end and it will be in the right position. Motivation can range from an air cylinder that just forces the carousel into position against the stop, a motor with a limit switch that turns a leadscrew to move the carousel into position, or a stepper motor that can be programmed to do the right thing in software. If it is the latter, you'll need a spare axis in your control software to handle the task. This positioning operation is really an "on/off" sort of thing-either the carousel is up against the stop or limit switch which is calibrated to be in the right location or it isn't. It's worth saving the complexity. The air cylinder works, but it can be jerky and results in more of a collision than a nice smooth positioning move. I prefer the motor with limit switch at either end. It's straightforward to run the motor in one direction or the other until the appropriate limit is struck. An actual physical stop and a little spring in the switch reduces the need for extreme precision.
Indexing the carousel requires precision as well as flexibility to select the correct tool. Two methods are commonly used: a Geneva movement or a stepper motor that acts as a rotary axis to index the tool position. The choice of the two is largely one of cost versus speed. A Geneva movement converts relatively imprecise rotary motion to precise stepped rotary motion:

A Geneva Movement converts relatively imprecise rotary motion to precise steps for indexing...
While you could drive the Geneva Movement with a stepper motor, it's overkill. A basic DC motor will work together with some limits that stop after one rotation indexes the next tool slot into position. The software then has to fire an indexing cycle however many times it takes to position the tool. Typically, Geneva Movements are cheaper and simpler, but slower than directly driving the carousel with a stepper. There are exceptions, of course, and you could certainly build one that is faster than the average stepper.
With a Stepper-based carousel indexer, you'll need to arrange for some way to control the stepper as well as a drive for it, so there is more cost and complexity. The control could be anything from an extra axis channel on your controller plus appropriate software or macros to a dedicated PLC that controls the stepper.
The requirement to retain the toolholders in their slots despite motion means some for of clips will be used. Typically, there are two choices. First, plastic clips could be used and they rely on the ability of the plastic to spring open with pressure and then spring back when the clip has grasped the toolholder. Here is a typical example from the Tormach Toolchanger:

Plastic clip clamps the toolholder into the carousel...
A little more robust design uses pivoting metal arms with a spring to establish the pressure, like this ATC project from the Mach Support Forums:

Spring-loaded grippers work well too!
The last function of the carousel that needs to be addressed is keeping the chips off the toolholders. Most important is to keep chips off the part of the toolholder that contacts the spindle taper or drawbar. Engaging a toolholder that has a chip in either place will result in a failure to align the toolholder in a repeatable way at best and may damage either the spindle taper or drawbar at worst!
This protection comes in two parts. It's a great idea to rig an air blast that cleans off any chips while the carousel is headed to the spindle. You want to make sure the chips are blown off and not up into the spindle taper. The second part is to shroud the toolchanger carousel so the chips can't get at the toolholders. This shroud consists of:
- Full plate at bottom with opens for the low part of the toolholders. Ideally, an optional spring loaded door will cover openings that lack a toolholder in place.
- Shroud around the circumference and up to sufficient height that chips can't approach from the side.
- Plate covering the top of the carousel so chips can't drop in.
- A spring-loaded door that is opened when the carousel moves into tool change position to provide access to the currently selected slot.
This shot gives a good idea of how well sealed against chips a typical VMC toolchanger is:
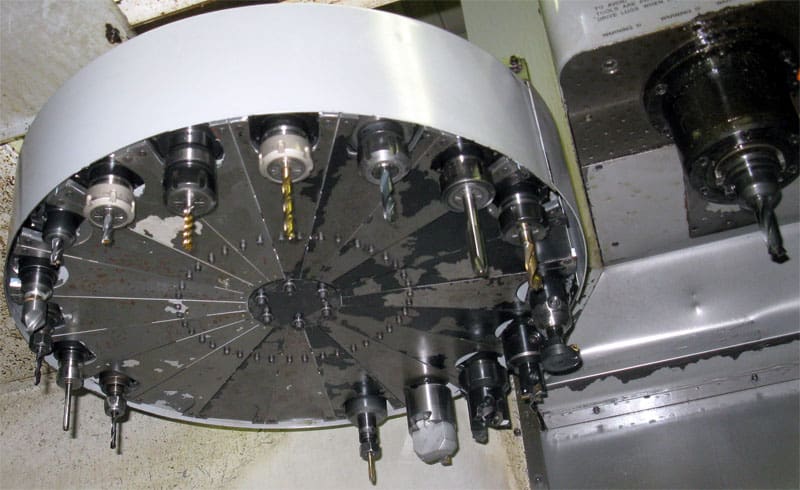
Shielding from chips on all sides...
Drive Dogs and Spindle Orientation
You will have noticed that many (though not all) toolchanger friendly toolholders and spindles are set up for drive dogs. This suggests a mechanism must be provided to control the spindle orientation so the slots in the toolholder line up with the drive dogs on the spindle. This seems daunting at first, but isn't so bad. Should you simply choose a taper style that has no drive dogs to avoid it?
Here's the thing: the accuracy of your machine tool will be significantly increased if you can guarantee the orientation of the toolholder relative to the spindle is repeatable. The reason is because that makes the runout from many of the sources of runout repeatable. Once it is repeatable, you can take it into account and counteract it in many different ways including wear offsets, "clocking" the toolholder to the position that minimizes runout, updating your g-code to compensate, and so on. The bottom line is we really want the spindle to stop in the same place every time so we can line up the toolholders in the same place.
This can be accomplished in several ways. Most commercial VMC's use full-on servos as their spindle motors. There's an encoder there and there are spindle orientation commands. Servos have flat torque curves and the ability to precisely control speed is critical for rigid tapping. The ability to orient the spindle is the icing on the cake in most cases. This is fairly expensive to do for a hobby mill, but it is definitely in the "ultimate" category.
The next step down is to use a spindle VFD that has an orientation function. For example, I have a Delta VFD-M that has an indexing function. If you want to put an encoder on the spindle for a full vector drive, the Delta VFD-VE series will do the trick. Just enter the encoder count you want and the spindle will stop there every time. The VFD-M can be had for reasonable prices while the VFD-VE series is quite a bit more money.
The last method is mechanical position. A shot pin that goes in a conical hole can align the spindle if you can get it stopped electrically at nearly the right place. Alternatively, you can use a cam action and the downward motion of the drawbar to align the spindle using a cam atop the spindle that looks like this:
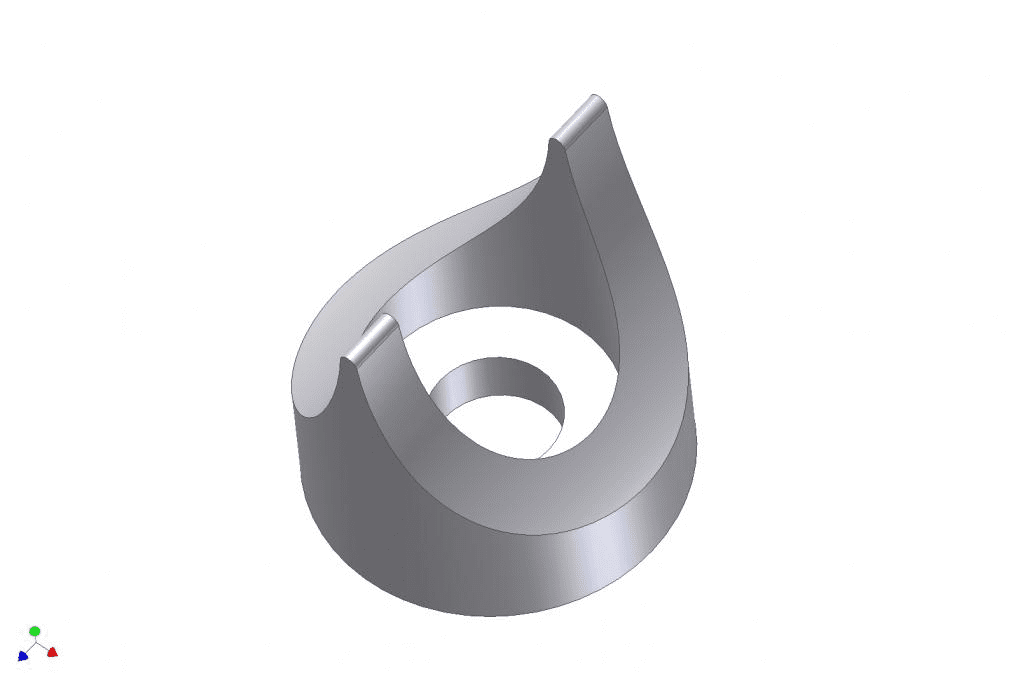
Cam action for locating spindle orientation for a tool change...
There are lots of different solutions to the problem.
Software
With the mechanicals taken care of, the last step is software. You want to be able to initiate a toolchange under g-code part program control. This implies your controller is programmable in some way. You can put a fair amount of intelligence into a PLC, but the controller still needs some programmability. You might even choose to put all of the logic into the controller software. I won't do more than sketch out the problems you need to solve, which look like this:
1. Index carousel to correct position to recieve the toolholder that's in the spindle.
2. Position carousel under spindle.
3. Release toolholder to carousel.
4. Index the carousel to the position with the next tool.
5. Lower spindle to grab next tool.
6. Retract the carousel.
For each of these steps, you'll want to consider potential error conditions and how to make your software aware of whether the error has occurred or not. Consider some of these errors:
- Carousel is initially indexed to a slot with a tool in it instead of an empty slot. You'll get a collision when you move it under the spindle if there is a tool in the spindle. An optical or proximity sensor can tell whether there's a toolholder in the currently indexed slot. Software should refuse to move the carousel to the spindle unless the indexed slot is empty.
- Carousel pulls away but the drawbar hasn't released the toolholder. Here again, the same sensor that tells whether the slot was empty will know if it is full. If we pull away and the slot shows empty, it's a fault and we should stop.
- We index the next tool, but that slot is empty. Once again, that same sensor comes into play.
- The drawbar releases the tool, but the carousel never moved into position, so the tool drops down onto the table. Not the end of the world, but not a happy thing either. A limit switch can tell whether the carousel actually reached the spindle before the drawbar releases the tool.
- The spindle thinks the cycle is done, fires up, and heads down to start work, but the carousel is still deployed and is crushed as the spindle moves down. Same sensor will show that the carousel is in position under the spindle and can inhibit further motion until it is cleared.
You get the idea. It's worth providing sensors and safeguards for at least some of these situations to make sure the toolchanger is reliable and no damage is done to the machine, toolchanger, or work.
Conclusion
It's a fair amount of work to engineer a quality automatic toolchanger, but well worth the effort and very doable for the advanced DIY CNC'er. In the next installment of our series, we'll talk about the spindle itself and how it is driven.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.