This is the fourth episode in our Ultimate Benchtop CNC Mini Mill series. This series is aimed at assisting DIY CNC enthusiasts to navigate through the design considerations and compromises for their CNC Mill projects. Up until now, the installments are as follows:
Part 2: CNC Mechanicals (Ballscrews and Such)
Part 3: Close Loop vs Open Loops (Servos vs Steppers)
The next thing I want to get into is Motor Sizing, but before we can do that properly, we need to understand what Motion Performance will be required from our machine.
To put it simply, Motion Performance is how fast our feedrates need to be. There are a number of tradeoffs to be made here. If you don't make the right choices, you can wind up with a machine that can't move the cutter fast enough relative to the spindle speed to cut the materials you're interested in cutting. If it moves the cutter too slowly, this may result in rubbing which severely limits tool life. Or, depending on what choices were made for the ballscrew lead, motor type, and pulley ratio driving the ballscrew, we might discover that the resolution available from the motor at the desired feedrates is not good enough for our accuracy purposes. I've written an entire post about what to do if the requirements of the cut force your CNC to run too fast or too slow for the machine's capabilities, but you'd rather not have to resort to those tricks if you can eliminate those problems in the design phase. I like the way the donkey in the photo signifies this kind of problem where, "You can't get there from here."
To make sure you have the kind of motion performance you'll need, the first thing to do is to compile a set of cutting scenarios and record the feeds and speeds that will be needed. These scenarios should address a number of variables:
- Material Types: Be sure to include materials that are soft to hard unless you're sure you'll never be cutting certain materials. It's unlikely you'll be able to cut hardened tool steel on a DIY CNC Router, for example.
- Cutter Types: You'll want endmills, twist drills, and the largest indexable tooling you'll use, such as a facemill. This will cover a range of rpm, feedrate, and horsepower requirements.
- Cutter Diameters: In general, small diameter tooling wants to be spun fast and large diameter slow. Don't just plug in one tool size, choose several.
- Cut Widths: Full width plus some partial width cuts should be considered. If we pick a minimum, perhaps 5% for a finish path, and full width, we'll have a nice range. The small percentage cut widths (percentage of tool diameter, BTW) trigger a phenomenon called chip thinning that requires you to speed up your feedrates.
- MRR: MRR, or Material Removal Rate, governs how much spindle horsepower will be needed by the cut. We'll want to have that information on hand to help with spindle sizing as well as to help with cutting forces, which will be something we consider when sizing the motors for our axes.
Let's work through some example scenarios. I like to use a spreadsheet to compile the scenarios, and G-Wizard Calculator to generate the data. If you don't already have G-Wizard Calculator, you can get a free 30-day trial of it.
Bridgeport-Style CNC Milling Machine
To give an example of taking a look at Motion Performance scenarios, let's say we want a machine roughly comparable to a Bridgeport Knee Mill in capability. It has a 5000-6000 rpm R8 spindle, depending on which clone you look at, and these mills are good for cutting anything from plastics to steel. It's important to know your spindle's rpm limitations (both fastest and slowest rpms) when working through these scenarios. Here's what my spreadsheet (click to download) looks like:
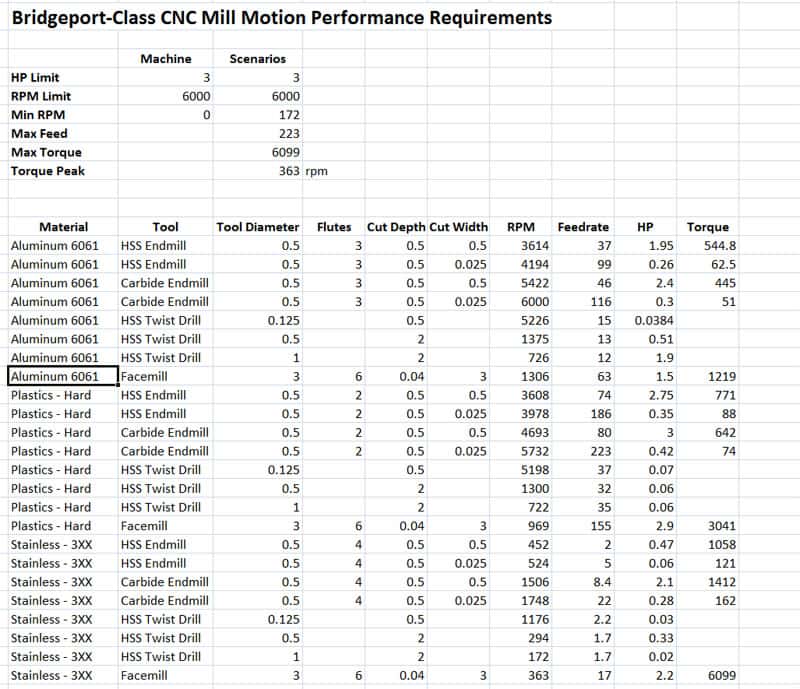
Scenarios for analyzing the motion performance requirements for a DIY CNC Mill...
For an actual project, you'll want to work through more scenarios, but this gives us a starting point for discussion. What you can see from the spreadsheet is the basic performance envelope you'll need. The maximum feedrate is 223 IPM. It's required for plastics, which are soft and can take quite a lot of chip load. We can choose to run more slowly than that, of course, but it is good to know that would be a nice number to hit.There are not a lot of feedrate numbers over 100 IPM, which is why you see so many hobby machines in that category. High feedrates come about from soft materials and high spindle rpms.
We can also get an idea of horsepower and torque requirements, or at least understand what the stressful edge of the envelope will be. In this case, we are using up to 3 horsepower for some of the scenarios, and the torque peak is face milling stainless steel. Not a big surprise, stainless is challenging. We may have to limit our width of cut on stainless.
Something to note: our Torque Peak is at 363 rpm. That implies we will gear down our motor so that it's max torque peak is in that neighborhood. BUT, the counter argument is we may need even more torque to accelerate the axis, in which case we would want the torque peak close to maximum rapids we want from our machine. What we need to do is run both scenarios and see which one requires more. From a cutting speed standpoint, it's hard to make a case that we need more than 200 IPM, and then only if we spend a lot of time cutting very soft materials. 100 IPM would be a more practical number from a feedrate standpoint. Rapids can be set up to be a little faster, so maybe 120 or 150 IPM could be our target.
What About Other Machine Targets?
We can create a table of these scenarios for a variety of machines. CNC Routers, for example, typically want to travel faster because they spend most of their time cutting soft materials and they often have very high speed spindles. Cutting our plastic with a 1/2" carbide endmill and a 20,000 rpm router spindle wants us to feed at 560 IPM. With a single flute cutter, we can slow that down to 284 IPM which is still darned fast. Different machines, materials, and tooling will have different Motion Performance Requirements, so it's important to work through the needs for your project.
Take a spreadsheet similar to the one I've provided, and try working through your own scenarios. Our next installment will show how to factor in the acceleration and cutting force requirements to the motor sizing problem.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.