This marks the eight part in our Ultimate Benchtop CNC Mini Mill series. This series aims to assist DIY CNC enthusiasts in sorting out the design aspects and trade-offs for their CNC Mill projects. Here are the previous parts of the series:
Part 2: CNC Mechanicals (Ballscrews and Such)
Part 3: Close Loop vs Open Loops (Servos vs Steppers)
Part 5: Acceleration and Cutting Forces
Part 6: Motor Selection Wrap Up
Part 7: Drawbar and Toolchanger
In this installment, we’ll be talking about the spindle itself.
We've come a long way in our series so far, and it's time we talked in detail about the spindle itself as well as how we plan to drive it. We touched briefly on the spindle in the prior installment, Part 7, which was largely about Drawbars and Toolchangers. We learned in that installment that not all tapers are ideal for a toolchanger. Choosing a taper that will work with a toolchanger is an important part of choosing a spindle. For the sake of simplicity, let's assume we're going to go down one of three paths:
- TTS-style into an R8 spindle
- "CAT R8" or similar (like Dave DeCaussin's designs) into an R8 spindle
- CAT/BT/NMTB 30
All three are viable, all three have certainly been done in the past with good success, so I think the choice is largely one of your preference and of the amount of horsepower you'd like to be able to put through the machine. I've listed them in more or less increasing HP potential. The more horsepower you plan to use, the more you'll need to make sure the taper can hang onto the tool and transmit all of that power through the tool and into the workpiece where it can be converted to chips. I don't have specific recommendations in terms of how much HP each choice can take, but we can look at some of the machines out there and see what they offer.
For the TTS (Tormach Tooling System), Tormach makes machines that use up to 1.5 HP, so it's safe to assume a TTS-style system will work fine up to 1.5 HP and probably some ways beyond. For the CAT R8, the original FADEC UMC-10's came with 3 HP motors. And there are very powerful machines indeed using the standard 30-tapers. Robodrills, for example, can be had with 16HP spindles.
How Much Spindle Power Do I Need?
While we're on this topic, we should delve a little bit into what you can do with various amounts of spindle power.
Spindle power goes to Material Removal Rates. The more power, the faster you can remove material, all other things being equal. Things are often not very equal though. Let's take a look at a few different endmill sizes and see how much spindle HP they can effectively utilize and what some of the parameters are that get them to those levels. I'll be using G-Wizard Calculator's CADCAM Wizards to optimize feeds, speeds, cut depth, and cut width, for the data. It's perfect for a quick nearly optimal result:
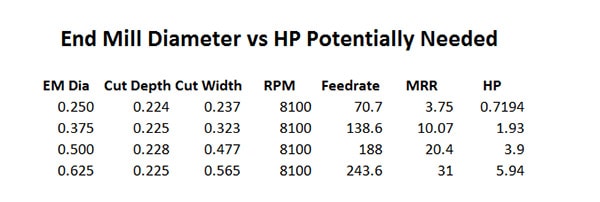
Endmill Size vs Horsepower Potential...
This data reflects how much horsepower a typical TiAlN coated 3 flute carbide endmill might need in 6061 aluminum. Granted, we're pushing our EM hard, but that's how the Pro's make money. What we can see is that the maximum endmill size that we can productively use to its potential is limited by the spindle power we have available. Some of these numbers are probably pretty surprising to the hobby crowd. A 1/2" EM can probably make productive use of 4 HP if it's available. Anything larger-forget about it unless you've either got more than 5 HP on the spindle or you're just wanting to use very tough tools. They're much more expensive though as size goes up, so probably not worth it.
Endmills are not the only way to gauge spindle power needed. Face mills, Insertable Tooling, and Twist Drills all burn up a lot of spindle power. Let's leave the Indexable Endmills aside. We can see that with less than 5 HP available, you'll need to keep them pretty small diameter anyway. But we might want a nice facemill to surface a block of material. A 2" 4 flute facemill, which is pretty small for the VMC crowd, is limited to taking 50 thousands (0.050") off in a single full width pass on a 1.5 HP machine.
Twist Drills are greedy too. A 1" diameter twist drill going 1" deep in 6061 will need 2.7 HP. If you have less, you'll need to interpolate that hole for best results.
Choosing a VFD
We can get an idea from the above how much spindle power might be needed for various kinds of tooling. Once we've decided on a power level, we'll want to consider VFD's. VFD's, an abbreviation for "Variable Frequency Drive", are the gizmos that go between wall outlet power and your motor to control the motor in various ways. Largely, they do this by changing the frequency of the power. Normal AC motors are rated for 1700 or 3400 rpms when given 60Hz power. If the VFD bumps that up to 120Hz, the motor will run at twice the rpms. VFD's offer many more parameters and advantages. They come in a package that looks much like this one:

Hitachi WJ200 VFD. Photo courtesy of Drives Warehouse...
Prices go up quickly as you increase the amount of horsepower required. You'll find there is also a limited of about 3 HP if you don't have true 3 phase power. For the most part, your issues choosing a VFD will be around price and capacity. You will also want one that can be controlled via whatever method you use to interface to your CNC Controller. This is often a variable voltage signal. There are other desirable characteristics to consider. For example, a sensorless vector drive can deliver 100% at speeds much closer to 0 rpm than less sophisticated drives. This is obviously an advantage for securing the broadest possible speed range.
There are a couple of accessories to look into for your VFD beyond simply interfacing to your controller. One is a ballast resistor pack that can be used to dump power quickly when slowing down the spindle. The allows the spindle to stop or slow down very quickly. The other would be various accessories to be used to reduce the electrical noise produced by the VFD. Noise is often a problem in CNC systems, particularly those of the DIY variety. Be sure to check out our articles on electrical noise to help minimize the likelihood it will be a problem for you.
Spindle Orientation
While we're on the topic of VFD's, we should talk about Spindle Orientation. Spindle Orientation is the ability to control the precise orientation of the spindle when it stops. It can come into play for two reasons. First, you may have a piece of tooling that has to be positioned at a particular orientation to work with the spindle. This can happen with tooling that has to lock into place, such as speed multipliers. It's also a fact of life on tapers that have "ears" on the spindle that mate with cutouts on the toolholder. You can't insert the holder into the spindle until the ears are lined up.
The second reason is even more interesting, at least it was to me-your machine will be much more accurate if you can guarantee tools will be installed in the spindle with the same orientation each time. This is because runout will favor one orientation or another. You can "clock" the toolholder or the tool within the toolholder to find an orientation that minimizes runout. If you can't control that orientation, not only do you lose the ability to clock to minimize runout, but the runout will be different every time the holder is loaded into the spindle. You can see where eliminating that variation can result in more accurate machining.
Spindle orientation is not necessarily easy to come by, but nor is it impossible. The obvious solution, and one used on many higher end machines, is to employ a servo as the spindle motor. A servo for the spindle is ideal for a couple of reasons. On any machine, a servo with true encoder feedback to the control can offer the flattest torque curve as well as the ability to do rigid tapping. On a lathe, it opens the door to Mill Turn operations where the lathe spindle acts as a 4th axis when it isn't being used for turning. That's all good stuff, but a good 3-5 HP spindle and the appropriate drive for it is not a very cheap solution.
A step down in complexity and cost is to use a VFD that does spindle orientation. It's possible to find VFD's that will stop the spindle in the same position where that position is identified by a microswitch or other sensor. Delta makes decent relatively inexpensive VFD's that do this. There are also mechanical methods of forcing a spindle into a particular orientation. For more details on DIY spindle orientation, see our page on DIY Belt Drive Spindles.
Belt Drive and Pulley Ratios
Speaking of Belt Drives, you'll probably use one to drive your spindle. It's not hard to figure out what ratios you need. You know the motor's rpm (typically either 1700 or 3400'ish), you know how much the VFD will overdrive the motor (which BTW can really shorten the life on the motor if taken to extremes). Given that information you need to know what spindle speeds are needed. Here you can spend a little time with a tool like G-Wizard Calculator to figure out what's needed based on various scenarios. Alternatively, you could take a look at what some popular machines offer, specification-wise, as their designers will have already done the math. Perhaps you'd like to go as slow as 100 rpm and as fast as 8000 rpm. You'll almost certainly need 2 drive ratios for that and you can do the math on what they ought to be to spread the rpms around fairly evenly.
One thing to be careful of is how slowly you can run the motor. A good VFD can run it more slowly than it may be happy running. The problem is heat. The fan mounted on the motor shaft can be moving so slowly that it no longer cools the motor adequately. Be sure to look at specs for the motor to see what they say about this. Higher end machines often mount external fans that duct additional air to the motor to overcome the problem. Many VFD's will automatically send a control signal to operate a relay to run the fan when motor speed falls below a specified value.
Spindle RPMs, Bearings, and Lubrication
Having worked our way through some of the issues surrounding spindle power, let's also consider RPM's. The RPM's needed are a function of the materials to be cut, what the tools are made of, and the size of the tools:
- Soft materials want more rpms than hard
- Carbide wants more rpms than HSS tools. Coatings add more RPM still. High Speed Machining and better coolant can take it even higher.
- Small tools have to spin faster than large tools
Here again, a tool like G-Wizard Calculator is very useful for running some scenarios to get an idea of what kind of spindle RPM you should strive for. What you want to avoid is creating a machine whose combinations of parameters make it impossible to find a sweet spot. For example, a CNC Router with a very high speed spindle, 20,000 rpm or more, has a hard time when the axes move too slowly. Such a machine wants to be used on software materials and the feedrates need to be fairly quick in those cases. Dealing with performance parameter mismatches has been the subject of one of our more popular articles. You can work around these problems using the techniques described, but it's a happier thing if you can avoid having those odd performance envelopes by matching things up better to start.
Another topic I want to cover briefly as this article has gotten long is spindle bearings and lubrication. In the end, your spindle's bearings are going to govern its performance and the lubrication will govern the performance and life of the bearings. There is considerably more information over on the belt drive spindle page, but some general observations and rules of thumb will help:
- If you're building a spindle, you have an interesting design and manufacturing challenge ahead of you. It's totally doable, but the levels of precision and knowledge required mean it's not a project for a beginner. Make sure you've got enough help, expertise, and access to the machine tools needed to do it right. Otherwise, you're better off purchasing an existing spindle.
- You can choose to upgrade the bearings or the lubrication on an existing spindle in order to get better performance from it. This task is much easier than fabricating a spindle from scratch and is worth having a look at.
- In some cases, balancing a spindle can really improve surface finish, even for a pretty good spindle you're starting off with. Here's a great CNCZone thread about balancing the spindle on a Tormach for better surface finish.
I'd choose the latter path, if only for simplicity, cost, and time involved-upgrade an existing spindle. First thing I would want to do is try to figure out what the performance limits of the spindle are. Call it "Blueprinting" the spindle, for those familiar with a Hot Rodder's term. I'd try to measure how fast the spindle can be run before temperatures in the bearings become excessive. You want to limit them to about 140F so as to avoid destroying the grease. Creep up the rpms slowly. Watch carefully for thermal runaway. At some point the bearings will just get hotter and hotter. Eventually you'll either get to the speed you'd hoped to be able to run at, perhaps 8000 rpm or so, or you'll find the onset of too much heat. Be sure to let the spindle run long enough at each incremental speed so you can get a clear reading on what's going on. It's also a good idea to back off a tad once you get where you're going.
You can do something similar to test the power handling capabilities of the spindle. Work with G-Wizard, which will tell you the HP required, and increase the cuts gradually to see how much power can be handled. Don't get too ambitious about beating the factory limits.
I'd consider balancing the spindle before attempting to find either the rpm or power limits. Balancing will take away one additional source of stress on the spindle and make its job easier.
Having done all that, your next step if you're still hungry is to upgrade the bearings. You can purchase higher quality bearings of the same size and you can upgrade their lubrication. If you want to go with grease, Kluber makes a special grease that will help many spindles reach higher rpms than they otherwise might have. For the really ambitious, you could explore an oil mist system. Not only does the expansion of compressed air help cool the spindle down, but the oil mist lubricates better than any grease can. Oil Mist is the secret behind many VMC high speed spindles.
Conclusion
Phew! There's a lot going on with spindles!
It shouldn't be too surprising as the spindle is the real heart of the machine. Get a good spindle option in your machine and maximize its potential and you'll be well along the road to maximizing your machine's potential.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.