Heat is the enemy of your cutting tools. The history of cutting tool improvements has largely been about making tools that can stay sharp when it gets hot, hot, hot in the kitchen. Some tool coatings like TiAlN even thrive on a certain amount of heat and have to be run to achieve their threshold temperatures before the full value of the coating can be activated.
The problem with heat is that it softens your tool's cutting edges. Not long after such softening, that tool will be done and will need to be replaced. What techniques and options are available to machinists to turn down the heat on their cuts?
Reduce Spindle Speed
To reduce the heat in a cut, it only makes sense to start with Speeds and Feeds.
We like to think intuitively that we should slow down, and indeed, reducing the surface speed by cutting the spindle rpm will reduce the heat generated. In fact, a slight reduction in rpm can radically improve the situation. The amount of tool life increase is given by a model known as Taylor's Tool Life Expectancy Equation. Most manufacturer's feeds and speeds recommendations are based on a tool life of 15 to 30 minutes of cutting. Check your manufacturer's tables for the exact figure. If you want your tool to last longer, the easiest way to improve the situation is to reduce the surface speed (spindle rpm) slightly.
The G-Wizard Machinist's Calculator includes a Taylor's Equation calculator on the Hardware Profile tab, under Setup. That way, you can create a special "long tool life" profile if you want by having G-Wizard adjust surface speed to a percentage (less than 100%) of its normal recommendations. The results may surprise you: a 10% reduction in surface speed adds 20% to the tool life and a 20% reduction in speed adds 60%. A little bit of reduction can make your tools go a long ways.
For most professionals, it typically makes more sense to keep the Material Removal Rates as high as possible, but there are times where tool life is more important. For example, you wouldn't want to lose a tool in the middle of a long 3D profiling operation on an expensive part.
Increase Feedrate?
I list increasing feedrate with a question mark just because a lot of people will see it that way. Increasing the feedrate has got to be harder on the tool, right?
There are two cases where it is actually easier on the tool, and both occur when you're too far below the sweet spot threshold on the tool's chipload. The absolute worst case for feedrate is when you're feeding so slowly that it causes the tool to rub or burnish instead of shearing off a nice chip. This can actually produce a pretty decent surface finish due to the burnishing effect (like a "wiper" insert), but it is extremely hard on the tool. All that rubbing heats it up in a hurry. This effect occurs when the chip thickness (chipload per tooth) falls below the radius of the cutting edge on your tool.
I give more detail on this on the Chip Thinning page, but a picture is worth 1000 words:
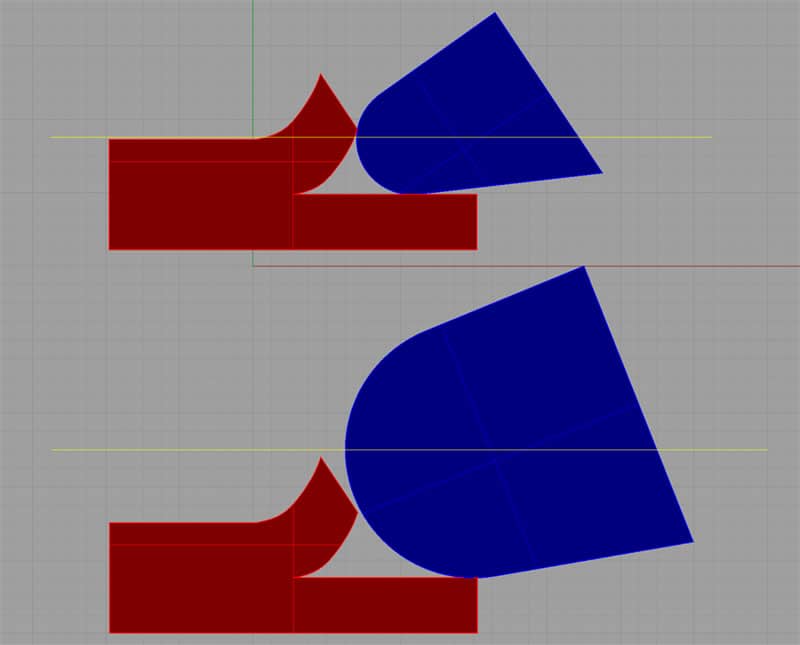
Cutter edge radius centerline travels along the yellow lines. If the radius is too large relative to the depth of cut (bottom), all the force goes to pushing the chip under the edge. This is the "rubbing" effect you'll hear talked about when feedrate and hence chipload are too low. Use a calculator like G-Wizard that has radial chip thinning to avoid this problem.
The second case where faster feeds help is that larger chips carry away more heat from the cut. Heat is generated on both sides of the shear line, but the chip is also deforming and ultimately tearing off, so more of the heat goes to the chip side. The trick is to bury that heat in as large a chip as possible and fling it away before it can transfer the heat back into the workpiece.
To achieve optimal heat reducing effects through feedrate, use the recommended feedrates. Going to higher feedrates can result in higher MRR, which is an excellent goal, but it won't further reduce the heat buildup.
Crank Up the Coolant
This is another one, like feedrate that deserves a question mark. CNC Machine Coolant can be something of a two-edged sword, and in fact, the name itself is a bit of a misnomer. By far the biggest function of "coolant" is clearing chips so you're not recutting them. For a worst case picture of what happens when you don't clear the chips, imaging cutting a work hardening material like stainless. Leaving those chips in the cut is like dropping a handful of super hard nuggets in the path of your cutter just when its trying to work its hardest. Not a good idea!
The second most critical function of Coolant is lubrication for materials that want to stick to tooling edges like aluminum and stainless.
It's only when we get to third place that we're talking about heat. Perhaps "Coolant" should have been called "Chip-Clearant" or even "Lubricant" (some coolants are oils for a reason!). The cooling effects of "Coolants" are most important for materials that don't transfer heat very well. Aluminum and copper alloys transfer heat extremely well. It turns out that Titanium conducts heat very poorly. So Titanium benefits from the cooling effects far more than aluminum, which benefits more from the lubrication and chip clearing of coolant than the cooling.
That's not to say there is no cooling value when cutting materials like aluminum, but it is far less, and we may do just as well dry machining provided we can deal with the chip clearance and lubrication issues.
The real issue with coolant is a phenomenon called "shock cooling". Picture your cut under microscopic conditions. Imagine something less than the "Wall O' Coolant" we hope we're running. Perhaps at these scales it is more of a "Trickle O' Coolant". A drop hits the super heated tool and flashes instantly to steam. That's a shock to the tool, and carbide is especially susceptible to a reduction in life due to shock cooling, which can make it crack surprisingly quickly. Cooling can also interfere with the action of coatings like TiAlN that have to reach a certain temperature before they're fully activated to their maximum potential.
The bottom line is you'll need to check carefully with your tooling manufacturer about your coolant practices. At a certain speed, a surpising number of manufacturers are suggesting you switch to air to clear the chips and leave the flood coolant off. This can reduce the need for mist collection as well.
Also, be aware that different coolants have different levels of cooling efficacy, with water soluble being the best. See the Coolant article for more.
Reduce Radial Engagement
This is the last heat reducing tool we'll talk about, but it may be the most important one from a productivity standpoint. Radial engagement is how much of the radial (diameter) dimension of your tool is doing the cutting. For a slot, it's 50%, because the back side is open. Think of it this way: in that slot, each edge of the tool spends 1/2 of its time cutting and making heat, and 1/2 of its time exposed to air and coolant where it can release the heat. It's pretty easy to see that the worst case cut is plunging into solid material where 100% is involved in cutting and there is no cool-off time. No wonder we plunge slowly or prefer a helix or ramp to start a pocket!
By now you will have seen the tremendous increases in performance that are possible if we reduce the radial engagement and run a high speed machining tool path that avoids pushing the tool into a corner. Such tool paths do two things. One, they up the feeds and speeds tremendously so the MRR's are still very high even though we may only be running 15-30% radial engagement. They can do this because the forces on the tool are constant and don't skyrocket in the corners, and because of the second thing-such light radial engagement gives each flute a lot of cooling time in air rather than in the material.
RobbJack has a great article on how to think about Radial Stepover and heat when machining hard materials. Check it out.
Now that You've Reduced Radial Engagement, Crank up the Spindle RPMs Further to Reduce Heat and Join the HSM Revolution
It hardly seems fair. We just got done telling you that slowing the spindle is a great way to reduce heat and gave you the Taylor Tool Life equations as backup. How the heck can more spindle rpms reduce heat?
The answer is from a peculiar phenomenon that led to the whole HSM movement. Consider this amazing chart from Dr Herbert Schulz's, "History of High Speed Machining":

The dotted lines represent temperatures at various surface speeds. Note that all of the materials go steadily up and then eventually start dipping back down again as surface speed increases. Somehow, temperatures decrease beyond a certain spindle rpm!
This chart is in meters/minute, so multiple the values by about 3 to get to SFM. For aluminum, we have a pretty good dip by the time we're hitting 1000 SFM, for example. In fact, it's temperature is more equivalent to less than 300 SFM on the other side of the aluminum curve-that's nothing for aluminum. Heck, if we have a fast enough spindle, there's even room to run HSS faster and get lower temperatures (you'll note various cutter materials critical temperatures are also marked off-stay below the line for your cutter!).
Steel and cast iron taper down more gently than aluminum, but the effect is still alive and well. Yes Virginia, there surely is some strange behavior when you start in with that HSM stuff!
The same research showed that cutting forces also come down with HSM, and that's at least one reason why the temperatures drop, and why for HSM machining in the right rpm ranges, you can achive high MRR's with lower cutting forces.
Next Article: Tool Deflection Control
Try the Free Trial Version of G-Wizard Speeds and Feeds Calculator...

No credit card required-just your name and email.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.