Important: This is the 19th lesson in our Free Email Feeds & Speeds Master Class. To find out more about our Master Class, please click here.
For many machinists its hard to imagine life without flood coolant. For others, its a necessity because their machine may not be set up for flood, or there may be other factors at work. For some of the world's most successful manufacturers, it all comes down to costs, and they have been able to lower costs by using MQL and Dry Machining techniques. The automotive industry has been particularly successful at this.
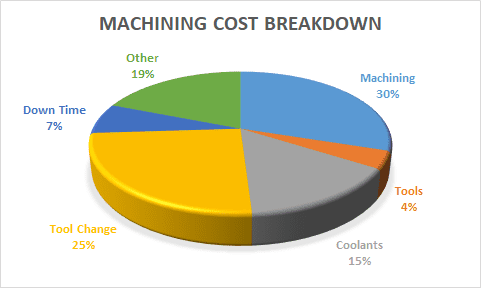
Metalworking Fluid Costs vs other Machining Costs...
Many sources indicate that coolant related costs are much higher than tooling-2 to 4x as much in fact. Given that ratio, even a fairly substantial reduction in tool life is more than paid for by savings in cutting fluids. And the truth is, with MQL and Dry Machining, Tool Life need not be much shorter at all. In some cases, Tool Life actually improves.
In addition, we live in a world that is increasingly concerned with the environmental and health impacts of what we're doing. Disposing of old coolant is problematic for most shops, and breathing in too much coolant mist is a huge potential health risk.
We can deal with the health risk by using a mist collector to filter the coolant mist out of the air, but that's additional cost. With MQL and Dry Machining, we eliminate the creation of the mist in the first place.
Shops in Europe, for example, already much more commonly use Dry or MQL (Minimum Quantity Lubricant) Machining Techniques than in the US because coolant disposal costs are much higher there. Yet, countries like Germany are still forces to be reckoned with in terms of their manufacturing economies. There are new regulations already proposed that over time would make it harder to keep on with flood cooling here too.
Enter the world of Minimal Quantity Lubrication and Dry Machining. Can we machine without flood coolant? In many cases, the answer is, "Yes!" But what does it take?
Suitability of MQL by Machining Process
Not all machining processes are equally suited to MQL or Dry Machining. This chart shows suitability from most to least:
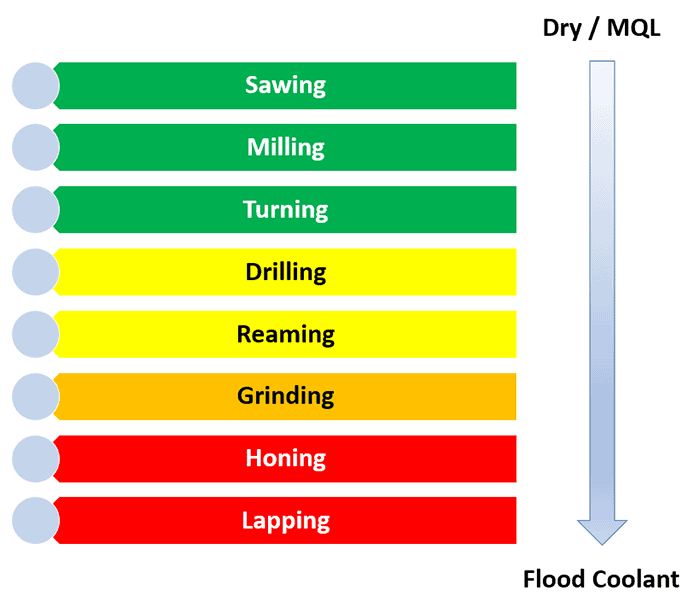
The reasons for the position of processes on the chart vary. Drilling, for example, needs little help with cooling. It's primary issue is chip extraction, and flood coolant simply does a better job.
What is Minimal Quantity Lubrication or MQL?
Minimal Quantity Lubrication, or MQL, is the process of applying just the smallest amount of coolant fluid or lubricant directly to the tool/workpiece interface. It's goal is to minimize coolant costs and environmental impact. Typically, MQL coolant is applied using a mist-style coolant system.
Coolant has multiple roles:
- Chip Clearing
- Lubrication
- Cooling
MQL takes care of the Lubrication needs with a thin film of oil. This can be crucial for materials like aluminum that weld chips onto the tooling. Lubrication also lowers friction between the workpiece and the cutting tool, producing less heat.
Other names for MQL include Minimum Quantity Lubrication, Near-Dry Machining, Mciro-Lubrication, and Micro-Dosing.
What is Dry Machining?
Dry Machining is machining without use of any cutting fluid or coolant at all.
Benefits of Minimal Quantity Lubrication and Dry Machining
There are many benefits of MQL and Dry Machining:
- Lower coolant-related costs. MQL uses 1/10,000 the fluid of flood cooling-a LOT less! The savings are there, but less than that ratio because MQL Oil is more expensive than water soluble coolant. Ford claimed overall savings versus flood were 15% when they adopted MQL. This includes the higher cost of tooling.
- Greener manufacturing: MQL and Dry Machining are more environmentally friendly than flood coolant
- Flood coolant can cause Thermal Shock in carbide tooling which reduces tool life. MQL and Dry Machining can increase Tool Life under the right conditions.
- Water-based flood coolant is susceptible to microbial growth unless precautions are taken. You don't have to worry about nasty stinky coolant with MQL and Dry Machining. Bacteria don't grow in MQL Oils.
- No more coolant leaks all over the floor.
- No more disposal costs with MQL.
- You can machine without a full enclosure, although mist containment can still argue for one.
- MQL and Dry Machining are healthier for machinists because there's no mist to breath in and MQL Oils typically do not cause skin rashes. The best MQL oils are non-toxic and biodegradeable.
- No need to maintain proper coolant mixture ratios because MQL Oils do not evaporate.
- No peeling paint or rust from caustic coolant chemicals. Your CNC Machinery will last longer.
- Surface finish of parts is often better.
- Reduced need for water. Ford claims they saved 99.8% on water needs with MQL.
- Reduced floor space needed.
- Lower energy requirements.
- Ford estimates they can run 20% faster cycle time with MQL.
- Some machining activities, such as medical devices, benefit from the cleanliness of Dry Machining. You don't want to use hip joints that are contaminated by potentially harmful chemicals.
Disadvantages of MQL and Dry Machining
Of course there are also disadvantages to MQL and Dry Machining:
- They're much more sensitive to process than flood cooling. Care must be taken to set them up properly.
- Because there is so much less coolant being used, MQL is extremely sensitive to having the nozzles properly aimed. For example, when using a cutoff tool on a lathe, the nozzle must spray from underneath up into the cut. Spraying from the top doesn't work because the chip curls over the top of the cutter and blocks the oil.
- Tooling costs are a little higher.
- Heat is a problem for dimensional accuracy. Flood coolant does a better job maintaining uniform temperatures. Heat can come from the ambient environment and also from chips being in contact with the part. Chips from MQL and Dry Machining are hotter than flood coolant chips. Check out our article on Thermal Expansion Calculator for more info.
- Oil presents a greater fire risk than water-soluble flood coolants. You may want fire detection and suppression inside a machine enclosure.
- May require machine modification if your machine isn't set up for MQL. This involves mounting the MQL gear as well as setting up the control to turn it on and off.
- Some experimentation will be required to establish how much oil is needed in the mist. It's not (yet) a science.
- Tooling costs may be slightly higher due to higher temperatures. For best performance, higher grades of carbide and higher performance coatings are helpful, and these account for the higher tooling costs. This is offset by lower coolant related costs.
- Ford estimates 10% less Tool Life with MQL.
- MQL is not well suited for deep hole drililng or for really tough materials like titanium and nickel-based alloys.
- The additional heat of MQL and Dry Machining can affect some alloys. It can over-temper martensitic stainless alloys, for example. In addition, some materials like Titanium don't conduct heat well. They need flood coolant to capture and carry away the heat as much as possible.
MQL vs Dry Machining
MQL is also referred to as near-dry machining. It requires more effort and expense to master MQL than it does Dry Machining, and in exchange, it offers greater benefits. Those benefits come from the lubrication advantages of MQL.
Remember, coolant has 3 roles-chip clearing, lubrication, and cooling. Chip clearing is accomplished by an air blast for both MQL and Dry Machining. For cooling, we rely on most of the heat going out of the cut in the chips. That just leaves lubrication.
With Dry Machining, we avoid thermal shock just like MQL, so Tool Life can be extended with modern tooling and coatings.
But, the lack of lubrication is problematic for some materials. Aluminum, for example, has a chemical affinity that causes Built Up Edge (BUE). BUE is a condition where chips can literally weld themselves onto the cutter, typically with catastrophic results if left to go on very long.
Therefore, Dry Machining is best suited to steel, cast iron, and some stainless steel. Also, if we review the chart of suitability at the top of the article, assume you need to be nearer the top of the chart. Dry Turning is relatively rare, for example, compared to Dry Milling.
MQL and Dry Machining Tips
- Given that MQL and Dry Machining rely on the heat being carried away by chips, good chip formation is essential. A critical component to good chip formation is good Feeds and Speeds.
- Invest in good tool coatings for your cutters. Heat is the enemy with MQL and Dry Machining. But good coatings such as TiAlN not only protect against high heat, they often thrive on it.
- Through Spindle is advantageous for MQL just as it is with Flood Coolant. Shadowing effects where the MQL mist is blocked can make nozzle aim problematic without through spindle delivery.
- When using a cutoff tool on a lathe, the nozzle must spray from underneath up into the cut. Spraying from the top doesn't work because the chip curls over the top of the cutter and blocks the oil.
- When facing and OD turning, spray the oil on the top side of the tool. Direct the spray so it hits the edge as well as the material being machined. Anticipate the cut so that the cutting edge encounters a film of oil as it is moving into the cut.
- Get the nozzle close to the tool and workpiece. MQL Oil will not travel as far as flood coolant.
- There's less mist, but you will still want to use filters.
- Work hard to clear chips before they can transfer heat to the part.
- Do your highest heat operations at the end of the cycle, not the beginning. This reduces the dimensional changes. For example, operations that generate a lot of chips and especially where the chips will sit in contact with the part, are going to be the high heat operations.
- It is possible to use temperature sensors that feed back into the g-code to do some compensation. Ford does this in their MQL ops.
- Look for machines that have awesome chip evacuation and that won't let the chips pile up around the part.
- Allow time between operations for parts to cool down to a target temperature.
- Polished cutters and inserts generate less friction (i.e. heat), shed chips faster, and offer the potential for better surface finish.
- Use serrated (corn cob) cutters with MQL and Dry Machining. The grooves on the cutting edge will result in smaller chips that are easier to clear and that have more surface area relative to volume so they can radiate their heat and cool down faster.
- Avoid stringy chip nests by increasing feed rates or using serrated cutters.
- Reduce stepover (Cut Width) to give the tool more "air time" so it can cool a bit more each revolution.
- Use CNC Machines with chip conveyors to get rid of chips before they transfer too much heat to the body of the machine. That heat will reduce the dimensional accuracy of your machine by causing thermal expansion.
- Consider using in-process probing to compensation for dimensional variations due to thermal expansion.
- You can run both Flood Coolant and MQL/Dry Machining in the same setup.For example, you might need to run high pressure through spindle coolant for drilling operations. But do the MQL/Dry operations first so the cutting fluid doesn't interfere.
MQL and Dry Machining Feeds and Speeds
MQL and Dry Machining rely on the heat being carried away by chips. That means good chip formation is essential for success. A critical component to good chip formation is good Feeds and Speeds.
Don't rely on setting Feeds and Speeds by ear, rule of thumb, or simple formula. There's way too much that can go wrong there and the sweet spot for MQL and Dry Machining is pretty small. Get a good Feeds and Speeds Calculator like our G-Wizard.
When the process is running properly, 85% of the heat generated by cutting will be carried away in the chip, 5% will stay in the workpiece, and 10% in the cutting tool.
Feeds and Speeds for MQL and Dry Machining start the same as for Flood Coolant. If results are not satisfactory, it is usually due to excess heat. Try reducing spindle speed 15% to reduce the heat. Usually you can increase the feedrate 15% to compensate for the rpm reduction and retain the same productivity.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.