Is there a filter in your cnc coolant system that purifies fine particles? You should seriously consider having one due to several substantial reasons.
- Better surface finish and tool life. Blasting old chips from the coolant sump directly into the cut will cause the chips the scratch up your work and recutting will reduce tool life. These problems are particularly severe if you're flushing your work with coolant contain chips from an earlier project involving a much harder material that the current workpiece. Imagine showing your nice piece of 6061 aluminum with work hardened stainless chips and then ploughing an endmill through all that-bad for your surface finish and tough on the endmill.
- You'll reduce the likelihood of clogging up your coolant system. Nozzles have orifices and valves have narrow places too that can be clogged by chips and particulates circulating in your coolant. Worse, if we're talking about through spindle or through tool coolant, the passages there can easily be clogged. Most through systems will have a fine filter right from the factory, but you may want to pre-filter with a coarser system based on the techniques we'll describe.

Why filter CNC Coolant? Check the old vs new filters. This is after just a few months of hard use!
It's Cheap and Easy to Filter Your Coolant
You can buy expensive coolant filtration systems that cost hundreds or even thousands of dollars a machine and they will work better than what we're about to describe. On the other hand, there are lots of shops using systems just like what we're about to describe and getting good results. All you need is a hardware store whole house water filter, a few fittings, and a suitable filter element and you're in busy for well under $100. Look for filter elements in the 10 - 50 micro range. The finer the filter, the more easily it will clog and the less pressure will make it through to the other side. If you go too fine, the filter may clog in just one day of use and your coolant system's pressure will be radically reduced. If need be, you can try several elements until you get one that works well. You can also hook up a pair of these filters in parallel to reduce the pressure drop and increase the time between filter changes.
DIY CNC'ers, it's very easy to build a flood coolant system based around a filter system like this. See our DIY Flood Coolant page for more details. Here's a quick flow diagram for you:
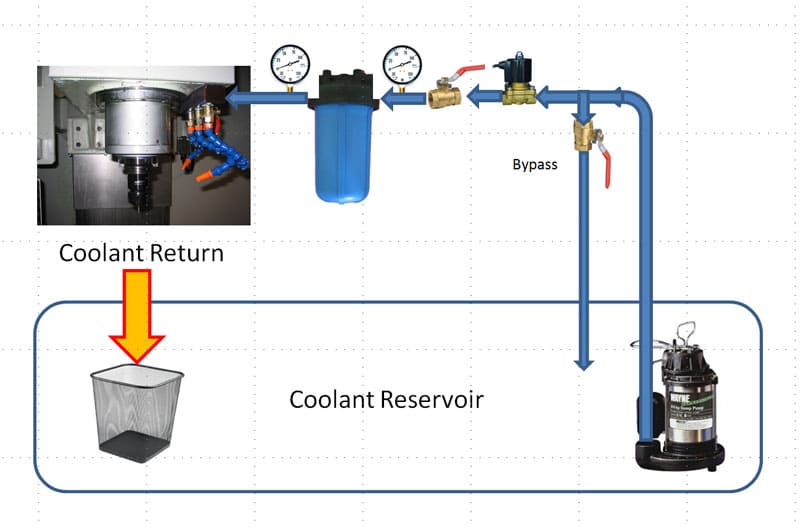
On a DIY system, a sump pump will provide pressure and proof against chips. Find a metal mesh container to help grab the worst of the fines. Use a bypass to control the pressure, and put the filter just before the coolant outlets with a pressure gauge on each side of the filter. The difference in pressure on the two gauges will tell you when the filter is starting to need changing because it is clogged and blocking to0 much flow for the outlet to maintain pressure.
Lastly, here is a great John Grimsmo video showing how he put together a coolant filtration system like this for his Tormach Mill:
One More Thing: Tramp Oil Skimming
If you're going to the trouble to filter your coolant (and it's worth it), maybe this is also the time to skim tramp oil from your coolant. Check out our article on how to easily build a powerful Tramp Oil Skimmer for more.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.