
Does Your Mill Need Flood CNC Machine Coolant?
Flood-style cnc machine coolant brings a lot of mess, but it can also enhance the performance of your mill. I wouldn't want it without a full enclosure to keep the mess inside the machine, but given an enclosure, there are a lot of advantages to flood coolant.
The number one job of cnc machine coolant is to clear the chips, and a powerful flood coolant system can do that better than most any other method.
If you're not looking for the ultimate in performance, however, you can get by just fine with a mist system. If you want flood, it's a great DIY CNC project to tackle.
Introduction
If you have a full enclosure on your mill, it's time to start putting together a flood coolant system for it. The primary concerns in designing the system include:
- Make it low maintenance with thoughts about capturing tramp oil and filtering any stray chips before they go into the plumbing.
- Make it as high volume and pressure as possible. Towards that end, I recommend a 1/2 to 3/4 HP pump, which is pretty potent for a small mill.
- Make it easy to clean up the chips. The cnc machine coolant system is your chip cleanup and evacuator short of getting in the enclosure with a shovel or shopvac.
Here is a schematic of the overall system:
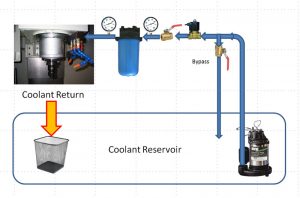
Coolant is grabbed by a 3/4 HP sump pump and goes to a tee between the bypass line and the electric solenoid valve. The solenoid lets you control cnc machine coolant via g-code. The bypass lets me regulate coolant pressure and flow by simply bypassing some back to the reservoir if there's too much.
This makes the pump's life a lot easier than just shutting down the flow from the pump and creating a lot of back pressure. We can regulate the amount of bypass using the two hand valves.
CNC Coolant Filter
There is a cannister filter with a 20 micron element to capture fines and chips before they go back into the cnc machine coolant plumbing. Just use a whole house water filter from the local hardware store, they're cheap:

John Grimsmo adapted a household water filter to clean up his coolant...
John Grimsmo filters his coolant. This is an excellent upgrade because it removes fine chips that are otherwise circulating in the coolant and can clog lines (especially nozzle tips) and even damage parts as John shows in the video. Adding a filter is super easy and ought to be one of the first coolant upgrades you try.
The two pressure gages make it easy to tell when the filter element should be changed. The difference in the pressure readings tells when the filter is not passing through as much cnc machine coolant as it should. I will move the solenoid valve downstream of the filter so it is also protected.
Why use an inline filter like this? Lots of reasons:
- You don't want the fine chips clogging up your flood coolant nozzles and plumbing.
- You don't want to be spraying chips right back into the workpiece right where you're doing the cutting. You'll be recutting chips. Worse, you might be depositing chips from a prior job's material that are much harder than the job you're currently working on.
- The Practical Machinist crowd reports that proper coolant filtration really helps your tool life. Not surprising as reducing the recutting of chips will do that.
- If your machine supports through spindle coolant (or through tool in the case of a lathe), you need to avoid clogging these fine passages.
Once past the filter, the Coolant goes to a manifold on the spindle that has multiple line loc lines with nozzles and individual valves for each. That will let you create a wall of coolant to push chips aside.
Coolant return comes from the coolant tray and drops through a hole into a 5 gallon bucket that sits in the coolant reservoir below the hole. The bucket sits on a plastic foot stool so the chips inside will drain. Between the bucket and the foot stool is an EZ-Strainer disposable 400 micro filter to keep the worst of the chips from getting into the coolant tank. Cleaning out the chips is simplicity-just pick up the bucket and dump it
Put your reservoir on a furniture dolly so I can pull it out for easy maintenance.
Here is a list of the components and their costs:
Economy Black 5 Gallon Bucket
4.16
Bottom Diameter: 9.774"
Rubbermaid Step Stool
10.79
20 gal Rubbermaid Brute Tote w/ Lid
34.5
27 7/8 x 17 3/8 x 15 1/16
EZ-Strainer, 400 Micron
4.31
53.76
A 20 gallon coolant container should be plenty considering a Haas TM-1 uses 5 gallons. I probably won't fill it up to the top.
CNC Coolant Pump
If you go sniffing around the web, there's quite a lot of information about coolant systems. One of the things you notice pretty quickly is that flood coolant seems to fall into two categories. First, the low end systems look like they're just pouring the coolant through the line loc without an awful lot of pressure.
Many of the hobbyists who've hooked up pond pumps to reservoirs get this effect as do machines that lack enclosures. When I watch this kind of system in a video, I doubt if they are even as good as a decent mist system. The low pressure and flow rate of the coolant doesn't seem to clear the chips very effectively.
If you have an enclosure, you want something stronger for your system. If you don't have an enclosure, go with a mist system. It's less mess, the mist will still lubricate sticky materials like aluminum, and the high pressure air will clear the chips much more effectively than a dribble of liquid coolant.
Again, the Internet makes it easy to check these things out. My IH is no full-sized VMC. It's closer to something like a toolroom mill. The Haas TM-2, for example, sports two coolant options. The stock is a 1/8HP cnc coolant pump. The upgrade is a 3/4 HP pump delivering 5.25 gpm @ 30 psi. Now there is a spec to aim for.
You can purchase a 3/4 HP submersible sump pump that has tons of flow from a surplus outfit. Very cheap way to go and submersible sump pumps are rugged cnc coolant pumps.
Reservoirs
The goal here is to keep enough coolant around so there is plenty, and to try to catch at least some of the chips before they get to the pump's intake.
Once you use coolant with an enclosure and start making significant chips, you'll realize that drain back can be an issue. You'll also realize that all the chips in the enclosure have a ton of surface area, and they damn up little pools of coolant. What this means is you'll want more capacity in your coolant reservoir than you might think.
I've got a 20 gallon plastic storage container with some baffling for this purpose. As mentioned above, I'm using a whole house water filtration system from the hardware store to catch any fines (very small chips) that make it into the pump and into the system. Cheap and cheerful. Plenty of folks on Practical Machinist report they're using these without a problem (and also a thread here and here).
Resources:
Chiptrap: I want a tray arrangement that sits on top of the reservoir, catches most of the chips, and is easily cleaned.
CNCZone Gravity Separator: Like the gravity separation of the real fine stuff with something like the Chiptrap for the bigger stuff
CNCZone Haas VMC Notes: "Aluminum tends to float on the coolant." Hmmm, that bears some thinking about!
Tormach Hacks and Upgrades: Lots of coolant upgrade projects on this page.
Tramp Oil Management
I go through a lot of way oil with my one shot oiler. With an automatic oiler, you'll use even more. It makes the mill work a lot better and allows me to keep gibs very tight for accuracy. But where does that oil go?
Almost certainly it is washed into your coolant-the oil doesn't evaporate. As a result, you may have tramp oil issues. What happens is the oil forms a film over the surface of the coolant, which blocks any oxygen from getting in. Pretty soon, anaerobic bacteria take up residence in your coolant reservoir and you have a nasty stinky mess. You may wind up throwing out gallons of expensive coolant on a regular basis when that happens.

It's very easy to build a simple skimmer, and I describe how I built mine in this article.
Miscellaneous Goodies
Love this cheap long entension nozzle setup from Harbor Fright. Will have to see how well it works with coolant, but seems like a handy way to wash down the chips. OTOH, a garden spray nozzle may work just as well with coolant, so might save the long nozzle for air.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.