CNC Feeds & Speeds Cookbook
Introduction to Slitting Saws
A Slitting saw is a handy but somewhat delicate tool for certain kinds of cuts. They come in a variety of sizes and are typically made from either HSS or Carbide. Here's your comprehensive guide to Slitting Saws from the basics, to Feeds and Speeds, to Tips and Techniques.
Slitting Saw Arbor
To use a slitting saw, you put it on an arbor that's designed to fit your toolholder or the spindle taper of your CNC machine.
Very fine toothed saws are sometimes referred to as "Jeweler's Saws" or "Jeweler's Slotting Saws." Another variation are Woodruff Key Cutters, which use the same feeds & speeds as slitting saws because the cutting action is the same.
We typically use saws to cut very narrow through slits or slots in material. If you are going more than about 4-6x the slot width in depth, an endmill will have rigidity and deflection problems, whereas with a slitting saw, the cutting forces are directed more advantageously and the saw will do a faster and better job.
They can also be seriously handy for performing certain kinds of undercut operations.
You need an arbor to mount the slitting saw on. Here are some typical slitting saw arbors:
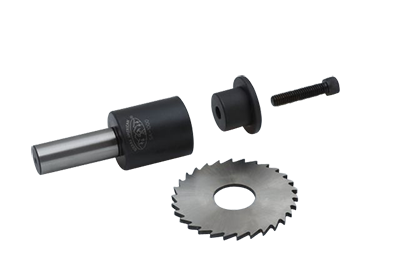
Here is a typical slitting saw arbor from Sierra American...
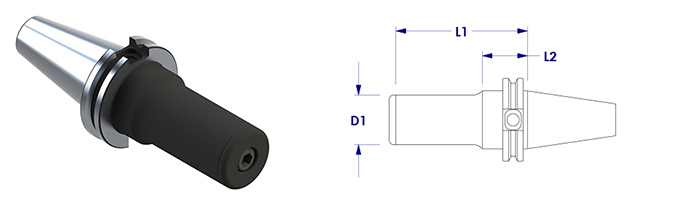
Here is a semi-flush slitting saw arbor with a CAT-40 taper from Command Tooling...
For small saws, these arbors that pop into an ER Collet chuck are pretty slick. They're made by Martindale, who manufacture slitting saws and accessories...
Slitting Saw Feeds and Speeds Calculator
Quick, what value for surface speed (in surface feet) should you use to saw through titanium alloys? What kind of chipload is best when sawing nickel alloys?
Hard questions, because cnc speeds are not easy. But with a good calculator, you can let the software worry about cutting speed and other such things.
Our G-Wizard Feeds and Speeds Calculator has special support for slitting saws as well as many other kinds of cutting tool. To set up the Slitting Saw cut in the Calculator, we go left to right, top to bottom:
1. Select the Machine
2. Select the Material
3. Select the Slitting Saw from the tool menu, either HSS or Carbide:
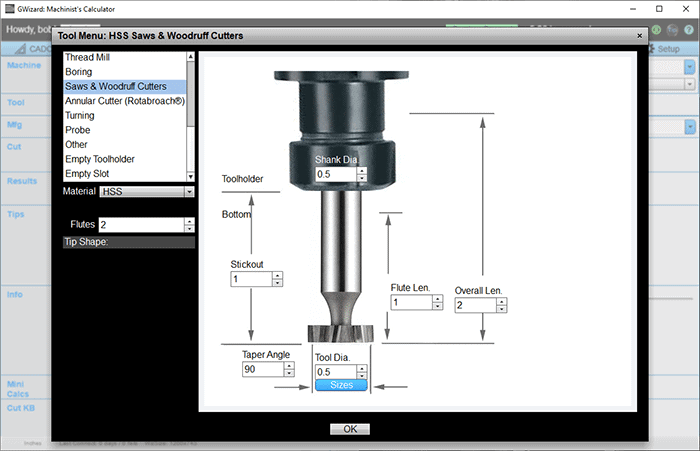
4. Enter your saw's diameter and number of teeth. Number of teeth goes in the "Flutes" box.
5. Enter your saw's thickness
6. Enter the Depth of Cut. A word about depth of cut:
There are two schools of thought. One holds that you want to get the whole slot in one pass so that chips don't bind up in the slot on subsequent passes. I can see the value of this for work hardening materials, but not so much otherwise. The other school suggests multiple passes at much more modest depths of cut. For example, RobbJack suggests no more than 2 to 4 saw thicknesses per pass. In the video below, Oxtool suggests that he prefers to do it all in one shot. After considerable research on the matter, I found the majority prefer the shallower multiple passes, so G-Wizard will recommend that style in the Tips:

Here is the finished cnc speeds and feeds result:
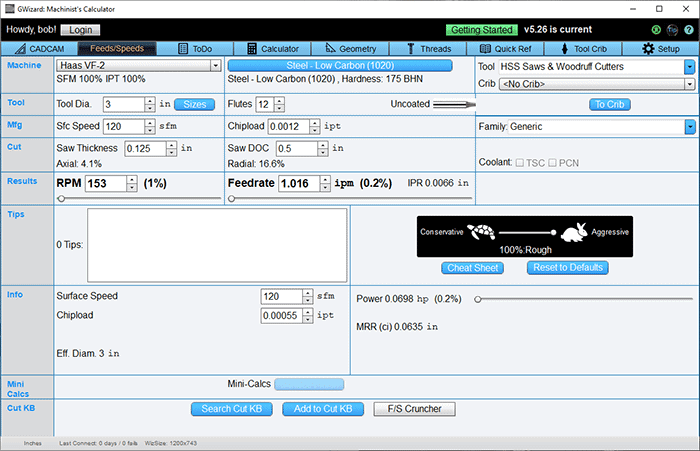
Typical setup to find Feeds and Speeds for a Slitting Saw...
G-Wizard's default surface feet and chipload values are conservative, which is a good thing for these delicate tools.
If you're not a registered G-Wizard user and you'd like to try our free 30-day trial, check it out on this page. You need this tool to get the most out of your cnc equipment.
Using a Slitting Saw: Tips and Techniques

Here's a typical slitting saw in use...
Many machinists find using a slitting saw for the first time to be scary. If you've ever had one shatter, you'll definitely be wary of using one. Just be sure to have good equipment, good feeds and speeds, and follow these tips and techniques and you should be fine.
Indicating the Cut Properly

Indicating the slitting saw in with some space blocks so the middle of the saw cut is just where it needs to be relative to the top of workpiece. Widgetmaster (an old mentor of mine) suggests plunging the saw straight in rather than starting from the side when cutting because the hole will keep the saw centered instead of pulling it off axis.
Saw Thickness
Use the thickest saw your application will tolerate. The thicker the saw, the less delicate and the more well-behaved the saw will be. If you're just starting out, try getting a 1/16" thick and a 1/8" thick saw and wait for special requirements to come up to try other sizes.
Circular Saws
You might be surprised to learn that blades from hardware store circular saws can work just fine if you can rig up a suitable arbor to hold them. I especially like small carbide-tipped blades in a smaller diameter.
Slitting Saw Size or Diameter
The typical size is 3-4 inches in diameter. There are both larger and smaller cutter sizes. The larger the saw, the more runout and wobbling it will have, so use the smallest size that will work for your application.
One issue with size is that larger sizes need lower speeds (rpms) to achieve a given surface feet.
Standard or Coarse Teeth
A standard tooth cutter tends to be thinner and with more teeth than the coarse version. They provide a better finish and may be idea for finish passes. With more cutting edges, the feedrate can be higher too. They tend to be more expensive than coarse tooth saws.
Use a coarse tooth saw when finish is not critical or when having chip extraction problems with the cut. You can often cut to a greater depth with a coarse toothed slitting saw because of the improved chip extraction.
Thin Materials
Thin materials require more teeth. Try to keep 2 teeth engaged in the cut at all times.
Carbide or HSS Slitting Saw?
Rigidity is always a problem for any tool, so prefer carbide blades if you can afford them. They will stand up better to cnc speeds.
Feeds Speeds and Heat
Slitting saws have small teeth and not a lot of area, so they're very sensitive to heat. It's easy to run one at what may seem a sane Feed and Speed and have heat gradually build up until the tool is ruined. Be sure to use proper feeds and speeds for slitting saws such as those generated by our G-Wizard Calculator.
CNC Speeds are often higher than manual machining, so be extra careful with cnc applications. Use coolant to further minimize heat.
How Many Passes and What Cut Depth?
As mentioned above, RobbJack suggests limiting cuts to 4x saw thickness. With that said, many have run production jobs that use deep cuts. Everything had better be working exactly right for deep cuts to turn out well, however.
Coolant for Slitting Saws
Here again, heat is the enemy along with the need to have lubrication for materials like aluminum to prevent chips welding to the saw teeth. Flood coolant is highly preferred as it is hard for enough mist to get down into the narrow slot and do the job properly.
If you can't run coolant, be extra conservative otherwise.
Indexable Slitting Saws
Like most any other cutting tool, there are indexable models of slitting saws-these are just a cutter whose teeth are carbide inserts. it's hard to find them as thin (width of slot they cut) as for solid models, but if your application permits, they can be much more economical to run in the long-run.
Here is a typical model from Iscar:
A typical indexable slitting saw...
Saw Tooth Stickout
The arbor supports some fraction of the size of the saw. What's left is the "tooth stickout." If you have the option due to a variety of blade sizes and arbors, try to minimize the tooth stickout. Note that this stickout is different than the stickout used in G-Wizard, which is the distance from the saw tooth to where the shank goes into the toolholder.
Chip Clearance and Slitting Saws
You can tell by looking at a Slitting Saw how much chip clearance is available-if the teeth are small, there's little room between them for chips. They can't be used very far down in a slot because the chips will bind. Most Slitting Saws have some concavity, meaning the area below the teeth and towards the hub has been ground so it is thinner, but that concavity won't really accommodate chips. It's more to avoid binding with the walls of the material. If you've got to go deep, look for larger teeth with bigger gaps between them to carry the chips.
Arbor and Saw Hole Size
The larger the hole size in the saw, the larger arbor is needed (the part that holds the saw, the other end will be according to the spindle taper or shank size). Larger hole sizes are desirable because they provide a more rigid setup that reduces deflection. Consider that a 1 1/4" arbor is more than twice as rigid as a 1" arbor-it doesn't take much to help a lot where rigidity is concerned.
Side Collar
Different diameter side collars can be had for slitting saws. Always use the largest diameter that will clear your work. The role of the side collar is to support the saw blade, so the larger the diameter, the more of the blade that will be supported. When you assemble the saw, make sure all the components are free of dust, chips, and any other foreign material.
Keyways
A cutter can have a keyway, although solid carbide saws generally do not (it's brittle and the keyway is easily chipped). You also don't see them much on saws thinner than 0.125". They're there to let you drive the saw with more torque as needed.
Climb or Conventional Mill?
On the question of Climb vs Conventional Milling, Slitting Saws are happier with climb milling because the cutting forces are lower. Make sure your machining has minimal backlash because if you're Climb Milling and the saw grabs it is going to grab hard and break the saw or possibly cause an injury!
The negative is that if the arbor and blade are not rigid enough, the climb cutting process can allow the blade to grab and dig into the workpiece using all the flex the arbor will give it. Always use the largest arbor possible, and the smallest diameter and thickest saw possible.
Sneaky Insurance: Load Monitoring
When using slitting saws, start the cut and when you reach full engagement, note the spindle load. Set a limit about 5% higher. So if you are running 32% load, set your limit to 37%. If something goes wrong, hopefully the load limit stops everything before it gets too ugly.
Right Angle Heads and Slitting Saws for Lathes

Right angle head slitting saw setup from Frets.com. Lots good to say about this. Love the big stabilizer collars that expose as little of the blade as possible to increase rigidity.
They're custom made for the job. Click through to the Frets site for all kinds of great tips, tricks, and tooling...
It's often convenient to re-orient the slitting saw using a right-angle head on a mill or placing the saw on its arbor into the lathe chuck and then clamping the workpiece where the lathe tool would normally go. A rig like this can be pretty easily used to automate cutting bar stock to shorter lengths if you don't have a lathe or automatic band saw for the task.
Alternate Teeth
Most of these cutters bevel alternate teeth to help keep chips from sticking in the cut. Sometimes this taper makes the slot bottom have a slight pyramid or convex profile, though it may look flat.
Don't Clamp the Saw in the Slot
Make sure your workholding won't apply pressure to try to close the slot you are cutting with the slitting saw. This is a quick way to damage the saw.
Sometimes slitting into a large hole will clamp the saw as stresses are relieved in the material. If this is happening, gently back the saw out (perhaps stopping it if needed) and start again to reopen the slot to proper thickness. Sometimes you will find Conventional Milling is less likely to clamp the slitting saw than Climb Milling.
Never Stop and Start the Saw in the Middle of the Cut!
This is a good way to break a saw. Only start it after withdrawing from the cut.
Using a Slitting Saw to Cut Parts Into Two Pieces
First, always determining whether the pieces could be made individually. Slitting saws are delicate and have relatively slow material removal rates.
Second, realize that a portion of the part may be cut loose and flung out. Make sure both part halves are securely held.
Check for Runout for Maximum Reliability
Make sure the cutter runs true to the spindle's axis. Check for runout by indicating the blade and spinning it gently by hand. If it isn't very true, you can try to tap on the arbor to get it right, index its position in the arbor (assuming it isn't keyed), or try to face the arbor in a lathe to true it up.
Vibration and Chatter
If the saw experiences vibration or chatter it may be due to:
- A bent or worn arbor (worn undersize)
- An improperly supported workpiece, particularly if the material is thin
- Teeth that are too coarse or too fine
- Speed that is too slow or too fast
- Dull tool
- Wrong clearance angles
- Feed too slow
- If your machine allows, try climb milling to reduce chatter and vibration.
Material Notes
Saws are delicate. Yes, they can go through hard materials like hardened steel, titanium alloys and nickel alloys. But everything has to be done exactly right and tool life will not be great. They're going to be much happier in soft materials like wood, plastics, aluminum, or brass. An intermediate metal like free machining steel can also work pretty well.
Watch Oxtool Using a Slitting Saw Video
Here's a great YouTube introduction to Slitting Saws:
Next Article: INFOGRAPHIC: 4 Ways Geometry Affects Your Machining and What to Do About It
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.