Fixture Design: What's the very first thing to do when designing a fixture?
Designing fixtures can be so complex and specialized, that there are many CNC firms totally dedicated to the job of offering Fixture Design Services. These days, many firms are using 3D Printing to create sophisticated fixtures.
If you're like me, you're something of a fixture junkie. Smart fixturing really can save a lot of time, and it's hard to learn to be good at fixture design. So, as a fixture junkie, I am always on the lookout for new fixturing ideas.
But here's an important fixturing tip, perhaps the most important one you will ever see:
The first step in fixture design is to decide whether you even need a fixture at all!
It's been said more than once that great fixtures are the secret to profitability for machine shops. But that's not always true.
There's the shops that leave a couple of vises permanently mounted to the table, set their work offsets to the corner of a fixed jaw, and swear by that. Not much of a fixture in that, yet many of these shops seem to do just fine.
Sometimes a fixture pays handsomely, while other times it is an additional expense that won't pay for itself. How do you tell whether a fixture makes good economic sense or not?
It turns out that it is tragically knowable whether spending time to create a fixture makes sense or not. Our G-Wizard Estimator software includes a calculator that's designed to help you decide whether a particular fixture makes sense or not. All you have to do is answer a few question and it cranks out the answer for you.
Here's what the Fixture Calculator looks like:
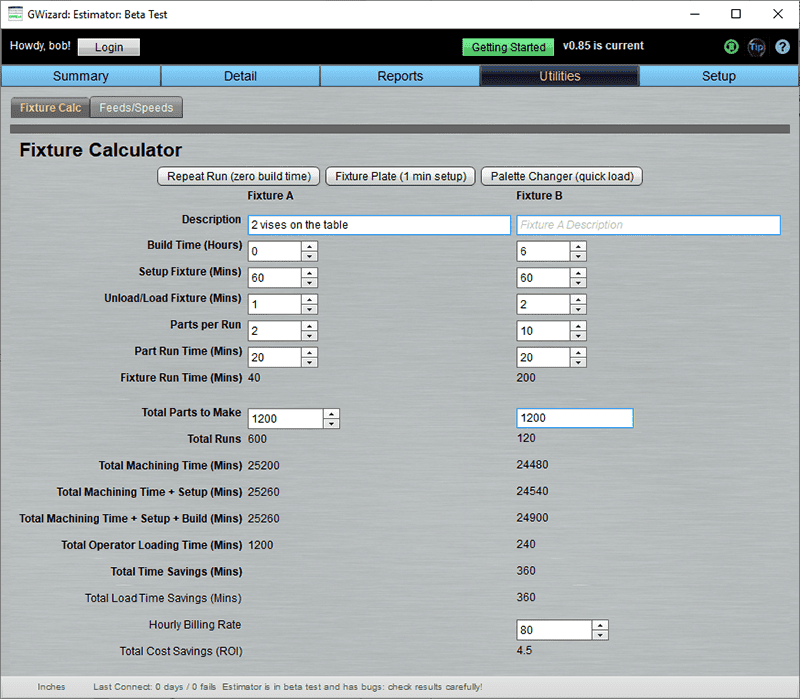
The Fixture Calculator from G-Wizard Estimator...
The idea is to fill out some basic information on two fixturing alternatives. In this case, we're comparing a couple of vises to a custom fixture plate with toe clamps that will hold 10 parts. So, the vises can do 2 parts per lot and the fixture plate does 10. Here's the basic information that has to be filled in to evaluate the fixture design:
- Description: Just so we can keep the two options straight.
- Build Time: How long to build the fixture? In this case, we already had the two vises so there is no build time.
- Setup Fixture: How long will it take to setup the fixture on the machine?
- Unload/Load: Time to unload the parts in the fixture and load new material for the next run.
- Parts per Run: How many parts will the setup take per run?
- Part Run Time: How long to run a single part?
Lastly, we need to know how many total parts are to be made. In this case, I picked 1200 because it was the number where the two came out equal in terms of total time.
Of course there are some things to think about:
- The fixture saves quite a lot of Operator load time-360 minutes for this example. Can you do something valuable with that time? You may prefer a fixture that doesn't yield a Total Time Savings just because it frees up an Operator to do something else valuable enough to offset the Total Time Cost.
- The fixture saves Operator time, but it burns more skilled machinist time because the fixture has to be made. We've budgeted 6 hours for that in the example. You'll have to decide whether the Operator Load Time Savings is worth spending some of the more skilled machinist's time. In this case, we spend 6 hours of machinist time to save 6 hours of operator time. That might not be the best trade off.
- Is the fixture an investment in the future? Will the customer reorder more of the same parts? Can the fixture be re-purposed easily for similar parts? Perhaps a nice vacuum fixture that will see a lot of use is worth investing in even if it doesn't make sense for the particular job it'll be used on first.
By playing with some different scenarios, you can get an idea pretty quickly of whether it will make sense on a particular job to take time out and build a fixture.
Having a good fixture calculator sets you up to start your Fixture Design efforts right. You'll know whether investing in building and designing a custom fixture makes sense for your job.
If you'd like to try the Fixture Calculator, you'll need to get G-Wizard Estimator. While Estimator is in Beta, it's free for anyone who can access G-Wizard Calculator either via Trial or Subscription. If you haven't tried our G-Wizard Calculator Software, by all means give it a test drive. You're in for a real treat as our many customers will tell you.
Video: What's a Good Fixture Worth?
Hey, don't want to mess with G-Wizard Calculator or Estimator?
No worries!
The fellow that runs Mitee-Bite saw the Fixture Calculator in G-Wizard Estimator and asked if I would make it available for their web site. Not a problem. Plus, I include the web version below.
You really do need to figure out whether a fixture makes before launching into fixture design. So I wanted to make sure you've got exactly the resources you need to answer that question. I do recommend you try G-Wizard Estimator though at some point. There's even more power there for your planning and estimating needs.
CNCCookbook Fixture Calculator
Use this fixture calculator to determine if you'll save with a custom workholding fixture. Compare two scenarios on the left and right.



Fixture A
Fixture B
Description
Build Time (Hours)
Setup Fixture (Mins)
Unload/Load Fixture (Mins)
Parts Per Run
Part Run Time (Mins)
Fixture Run Time (Mins)
Total Parts to Make
Total Runs
Total Machining Time (Mins)
Total Machining Time + Setup (Mins)
Total Machining Time + Setup + Build (Mins)
Total Operator Loading Time (Mins)
Total Time Savings (Mins)
Total Load Time Savings (Mins)
Hourly Billing Rate
Total Cost Savings (ROI)
Definitions
Repeat Run
Click to set Build Time to zero. On repeat runs, the fixture already exists.
Fixture Plate
Click to reduce Setup Time to 1 minute. With a fixture plate, we're dropping onto pins.
Palette Changer
Click to reduce Unload/Load time on Fixture B to 30 seconds.
Build Time
The length of time it will take to build the fixture
Setup Fixture
The time needed to setup the fixture on the machine so it's ready to use
Unload/Load Fixture
The time needed to load material into the fixture and remove parts for the next run
Parts per Run
Number of parts the fixture produces per run
Part Run Time
Length of time to finish a single part on a run
Fixture Run Time
Time to finish all the parts in the fixture on a single run
Total Parts to Make
Total parts that will be made before the fixture is removed
Total Runs
Number of runs required to make all the parts
Total Machining Time
Total time to machine all runs
Total Machining Time + Setup + Build
Overall time for the job
Total Operator Loading Time
Time the operator will spend loading and unloading
Total Time Savings
Total savings of Fixture versus the other fixture
Total Load Time Savings
Total load time savings of Fixture versus the other fixture
Hourly Billing Rate
The hourly rate you charge for the job. Need to calculate your Machine Hourly Rate? Try this CNC Machine Hourly Cost Calculator.
Total Cost Savings (ROI)
Based on the time savings and hourly rate, this is your total cost savings. It's basically the ROI of Fixture B over Fixture A.
Fixture Productivity Tips
- Reduce labor costs through longer cycle times with high-density fixtures. Longer cycles allows operators to run additional machines or perform other tasks. Longer cycles with a high-density fixture also opens the possibility for profitable lights out machining.
- Using this calculator will identify how much more quickly you can move jobs through your machines. Moving jobs quickly means increased capacity without increasing machinery or employees.
- Tool changes are reduced with more parts on the table as each tool goes through every part before changing to the next tool. This saves additional time and reduces wear and tear on your machinery.
- Creative fixture designs and methods can also reduce the number of operations needed to make a part.
- Machine idle time can be drastically reduced by loading and unloading fixtures offline while the machine makes chips.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.