Here's our definitive guide to saving the lives of your tools on small and hobby-class CNC machines. If you're a beginner, or just plagued by poor tool life on a small machine, you're in the right place!
This Guide is divided into sections to help you find what you need more efficiently:
- 15 Reasons Cutters Get Broken on Small and Hobby CNC Machines
- How to Set Up G-Wizard for Small Machines
- Special Considerations for Lightweight CNC Router Users
- 12 Secrets of Machining Tough Materials on Small CNC Machines

15 Reasons Cutters Get Broken on Small CNC Machines
Nobody likes breaking cutters, but beginners seem to dread it the most. That little "tink", the broken cutter tip flies across the room, and suddenly you're unhappy. I've helped out a lot of beginners here at CNCCookbook, and I've helped diagnose a lot of recurring problems with tool life.
A certain amount of it just goes with the territory-"I broke this cutter because your G-Wizard gave feeds and speeds that were too aggressive for my machine!" I always try to run these cases to ground so that if there really is a problem with G-Wizard, I can recalibrate it. I am happy to say, we haven't traced a broken cutter problem to G-Wizard in a very long time (knock on wood!).
Feeds and Speeds can be an issue, and we'll talk about the likely ways to get into trouble on a small machine with Feeds and Speeds, but there are a lot of other problems that come up. If you're breaking too many cutters, go through the list and see whether you can find some underlying problems that are easily cured.
Inadequate Lubrication
Certain materials require lubrication-no ifs, ands, buts or maybes!
Aluminum is an excellent example, and the endmill on the right is clogged with gooey aluminum.
If you're cutting aluminum successfully without any form of lubrication, you're leading a charmed life. In all likelihood, you are running very shallow depths of cut on the aluminum and you have some way of getting rid of the chips before they come in contact with the cutter again. I've seen this work for CNC Routers that have good vacuum chip evacuation, but it's hard to ever cut very deep in aluminum without some form of lubrication. The reason is that the aluminum wants to weld itself to your cutter. It actually has a chemical affinity to the material the cutter is made of, like too strong magnets attracted to each other.
It doesn't take a lot-a mister may be the best solution if your machine is not in a proper enclosure. I have seen people even stand by spritzing the cutter with WD40 at periodic intervals. That can work, but it's tedious and not very consistent. The mister is better and they're not that expensive.
Improper Feeds and Speeds
Yep, you can definitely get into trouble with improper Feeds and Speeds. You are using a Feeds and Speeds Calculator, right? You do know you can't actually hear proper feeds and speeds or feel them, despite what many old timers may claim? Let's assume you are using a Calculator. You can still get into some trouble depending on the Calculator. You're unlikely to be going too fast if you used a Calculator properly, but beginners very often go too slow.
Come again? How can going too slow get me into trouble?
Welcome to the wonderful world of Feeds and Speeds Sweet Spots, where you had better have dialed in that special Goldilocks "just write" combination of Feeds and Speeds. Here's the Sweet Spot diagram from our free Feeds and Speeds Course:
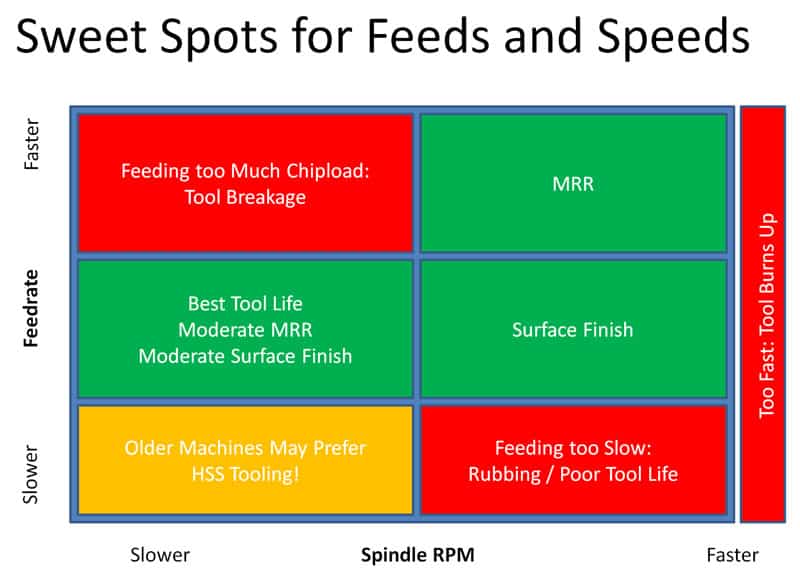
Too much or too little of either spindle rpms or feedrate leads to trouble. In this case, slow feedrates can lead to rubbing because chip loads are too low. Remember, the chip load is the thickness of the chip that the cutter slices off each time. If that thickness is too small relative to the sharpness of the cutter's edge, it can't get under the chip to slice it off cleanly. It rubs and scrapes it off, which generates a lot of heat and is hard on the tool. Here's a graphical diagram of what causes rubbing:
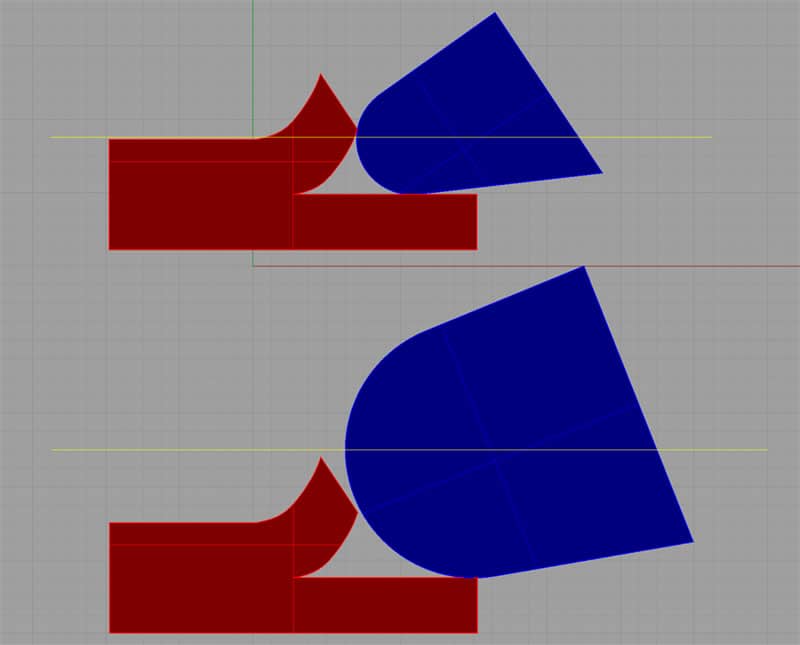
The bottom cutter is starting to rub-its edge can't get under the chip to slice it of cleanly...
Fortunately, G-Wizard Calculator will warn you when you're getting too close to rubbing territory.
Another way to get into trouble with a Feeds and Speeds Calculator is to give it too much information. We've all had bosses that micro-manage us too much. They want to control every little detail. In G-Wizard, each time you override something it could calculate, it shows a little padlock:
The little padlock means G-Wizard can't change this value...
If you get enough padlocks showing, G-Wizard is hamstrung-it no longer controls enough variables to find the best answers for you. Beginners should probably try to steer clear of padlocking values until they understand enough about Feeds and Speeds to know when it is beneficial to take more control.
Too Much Runout
Runout is a common problem for small machines. The spindle and toolholder will each have some sort of runout component. If the toolholder involves a collet, the collet will have its own runout.
Runout is nothing more than the tendency for the cutter to rotate a little off-center rather than exactly along its axis. The problem with runout is it changes the chip load (thickness of chips being cut) and forces the flutes on the part of the revolution that sticks out to do more than their share of the work. Having fewer flutes on the cutter doing a lot more work than you intended is obviously a great way to stress out and ultimately break the cutter.
Less expensive machines and toolholders often have a lot more runout than you'd like. Sometimes you can isolate it to a particular toolholder that wasn't machined well and just needs to be junked. Fortunately, it isn't hard to measure runout. We've written a number of articles about it that you can search for or click this link to track down.
Once you measure your runout, you'll be wondering, "How much runout is too much?" There's no concise answer-it all adds up. Think of runout as being added to the chip load of your cutter. Whatever that recommended chip load may be (G-Wizard Feeds and Speeds Calculator will give you that), think of the Runout as a percentage of the chip load. If it's more than 5-10%, it's probably causing you problems.
This chart shows the effect of runout, as a percentage of chipload, on your tool life:
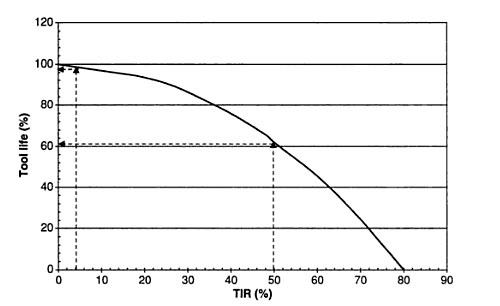
Pretty scary, right?
What can you do about runout if you have too much?
First thing is measure it for all your toolholders and get rid of the most egregious runout toolholders. Sorry, I know they cost money, but they have quality problems and cutters are expensive too. On a suspected bad toolholder, be sure to try it with several collets-it could be just the collet that needs replacing.
If you still don't have runout under control, clean everything meticulously. Chips and dust can add up to runout too.
Did all that and still not happy? Well, you can still do a couple of things. First, you could reduce the chip load you're willing to run by an amount equal to the excess runout. That'll take care of breaking cutters and it isn't hard to do if you use a Feeds and Speeds Calculator like G-Wizard.
Second, you may want to try "clocking" your toolholders. This is the practice of rotating the toolholder in the spindle before tightening it so that the runout of the spindle and the toolholder partially counteract each other. You'll need a reference mark on the spindle and another on the toolholder to be able to do this well. Mark the tool holder so that lining up the toolholder mark with the spindle mark yields minimum runout.
It's kind of a pain to do this, but it will yield results and sometimes the small CNC Machines may make us work a little harder to get our best results.
Wrong Tool: Too Many Flutes
Are you pocketing aluminum with 4 flutes? That's going to cause problems. Aluminum chips wind up bigger than most other materials. There isn't enough room between flutes in a 4 flute cutter for the chips to escape, so they bind up, jam, and eventually break your cutter. Use 2 or 3 flute cutters with aluminum, or even a single flute cutter. Cast aluminum can cause more problems than wrought aluminum. If it is too gummy and sticky, use fewer flutes.
Wrong Tool: Plunging a Non-Center-Cutting Endmill
Not all endmills can cut at their very center. The flutes have to go through the center of the tip. If yours can't and you plunge it straight down, it won't get very far before it jams.
Not Paranoid Enough About Chip Clearing
After lubrication, the first thing I want to know when someone has a problem is how they're clearing the chips. You want to be extremely paranoid about chip clearing. Imagine each chip is a little hardened carbide land mine just waiting to chip and damage your cutter. If that were true, you'd work hard to get them out of there, wouldn't you?
They seem so harmless, why not let them pile up and ignore them? After all, they've already been sliced and diced to be small. There are several problems:
- The bigger the pile of chips the harder it is for new chips to get out of the way. Why make your cutter fight to get chips out of the way?
- If your material work hardens, the business about each chip being a hardened carbide land mine is closer to the truth than you might think. You definitely want to clear chips from such materials as best you can.
- With proper feeds and speeds, those chips are carrying away heat from the cut that can damage the cutter and also cause your material to grow from thermal expansion (bad for accuracy). Getting them out of there helps get the heat out of there too. You want your cutter to get cool clean air and possibly some coolant when it isn't actually peeling off chips. Hard for it to get that if it is up to its ears in old chips.
- Those chips are going to bang and scrape around in the cut. Imagine one getting caught between cutter and wall of cut. All that is not just bad for the cutter, it's also bad for the surface finish of your part.
So, repeat after me, "I will be totally paranoid about chip clearing!"
Now how to do that?
You need either flood coolant or mist/air that is strong enough to clear the chips.
You need to take care that the nozzle is aimed properly for the cut.
Higher pressure, higher volume, and more nozzles are all things that can help you to clear the chips better.
Machine Not Rigid Enough for Cut
Any machine will move if pushed-nothing is infinitely rigid. But small machines are particularly flexible. It's hard for the cutter to do its job well if the machine is flexing all over the place. Depending on which direction the cutting forces are pushing, a flexible machine might allow the cutter to be pushed into the wall of material forcing it to cut more deeply than expected. This is common when Climb Milling, for example. As you can imagine, when that happens, the cutter's life is particularly difficult and it may break.
There is an answer to a lack of machine rigidity (apart from adding material to make the machine more rigid, of course). We can derate the horsepower of the machine until the forces being generated relative to the rigidity of the machine are balanced to a more "normal" level. This will minimize flex and let things proceed more smoothly. G-Wizard Calculator can be set up to automatically perform horsepower derating based on machine rigidity.
Here is a video that discusses both the machine rigidity adjustments and the spindle power curve adjustments in G-Wizard:
Setup Not Rigid Enough for Cut
If the part slips because it isn't being held tightly enough, chances are you will break a cutter. It takes a certain amount of experience to know how to make your setups as rigid as possible, so be on the lookout for the tricks of the trade.
Cut Entry is Too Rough
When machining tough materials, sometimes just getting the cutter started into the cut is crucial. Too rough an entry chips the cutter and things go downhill from there. The gentlest entry will be a helical spiral, followed by ramping down, with a straight plunge being the toughest on the cutter. Slow down the feeds and speeds during entry for tough materials too.
G-Wizard shows you the proper entry feedrate depending on your entry type (helix, ramp, or plunge). Check out how it works:

Dropdown lets you choose your cut entry style and see the feedrate for entry just to the right of the dropdown.
Stalled Spindle
If the power being absorbed by the cutter exceeds the power available from the spindle, you'll stall the spindle. This almost always results in a broken cutter since the machine has no idea the spindle stalled and keeps merrily feeding along.
To avoid stalling the spindle you'll need to be sure to use Feeds and Speeds Calculations that factor your spindle power curve into the equation. Most spindles, especially on smaller machines, have peaks and valleys. The machine may say 3 HP in the specs, but you can be sure there are certain rpm ranges where the available power is much less. With G-Wizard, it will automatically dial things back when you're in one of those valleys and there is less spindle power available.
Part Zero is Wrong
CNC Machines are blind-they have no idea where you part is on the table. So is your CAM software. Both assume Part Zero, the coordinates 0, 0, 0 on a mill, are the same. In other words, the CAM software expects its idea of Part Zero and how the part lines up relative to that point to be identical to how things are really setup on the machine. But what if they aren't? You've got problems.
There are a variety of ways to set up Part Zero, just make sure you're using one that works for you. While you're at it, make sure you've properly homed the machine when you started it up.
Tool Length Offset is Wrong
Tool Length Offset is much the same situation as Part Zero. The Machine has no idea where the tip of the tool is other than what you tell it for the Tool Length Offset. With multiple tools, you really should be setting up your Tool Table properly with these lengths. Even if you touch off every single tool, make sure its done correctly. If the tip is a half inch lower than the machine things, that cutter is not going to have a long and happy life.
Unknown Material
Professionals are often called on for what's called "Traceability." They have to be able to prove that the material they made a part from is the material specified. Hobbyists often scrounge material. It gets hoarded, perhaps it is mismarked, perhaps we never really knew what we had in the bin-just a nice looking rod that's clearly some sort of steel. It was cheap, so we assume it is probably cheap steel-perhaps a mild steel of some kind. We stick it on the machine and that's where the trouble starts as we discover that despite doing everything we should, we're suddenly breaking cutters. Perhaps the material is harder than expected. Perhaps that ordinary looking "mild" steel is really a nasty grade of stainless steel that work hardens if you just look at it funny.
If you encounter an unknown material, you can at least establish the broad category fairly successfully-is it steel? Aluminum? Brass? And so on. If it is steel but non-magnetic, it is very likely stainless steel. If it is cutting poorly, select a material in your Feeds and Speeds Calculator that's from the same family but fairly hard. Slow your rpms way down, and use a carbide cutter.
That will often get you through it.
Too Much Backlash
We've talked about Runout, Machine Rigidity, and Setup Rigidity as ways that unwanted motion can ruin a cut. Backlash is another. Always be aware of how much backlash your machine has. Check it every few months or when there are signs of trouble. The double nuts on your ballscrews may need adjustment. For the right kind of cut (Climb Milling, anyone), the cutter can be sucked deeper into the cut by Backlash with predictably unhappy results.
Diagnosing and eliminating backlash can help you to minimize these issues.
Too Much Tool Deflection
I've saved one of the best ones for last-Tool Deflection. If we apply force to the tool, it will bend, not as much as, but similar in spirit to this:

As mentioned with some of the other bending and flexing problems, the exact nature of the bend will vary, but it can cause the cutter to be pushed into a deeper cut against the wall of the material. In addition, there are other bad side effects:
- It is additive to chip load and runout and can break a tool in a hurry. See below for more on that.
- Ever bent the paper clip too many times until it broke? Tool deflection does the same to an endmill. Once per rpm it deflects in a particular direction. That’s a lot of bending and it will shorten the life of the tool.
- Deflection is like tapping the side of the endmill with a little hammer once a rotation. Imagine the vibration that causes. If it happens to resonate with the rest of what’s going on, you get what’s called “Chatter.” Chatter ruins surface finish and destroys tool life. If the tool doesn’t deflect, there can be no chatter.
- Deflection means inaccuracy. An endmill can’t cut accurately if it is deflected away from where the g-code expects it to be.
- Surprising side effects. I saw a case one time where deflection allowed a tiny wall to form when making a pocket that prevented coolant from getting into the cut. The cutter broke not long after.
Tool deflection is manageable, especially if you use a Feeds and Speeds Calculator that's set up to deal with it, like our G-Wizard Software. The smaller the cutter diameter and the longer the cutter relative to that diameter, the more likely you'll have tool deflection problems. Fortunately, we have a great article that walks you through what to do about Tool Deflection.
Tiny Tools
Naturally, the smaller the machine, the more likely you are to run tiny cutters. And those cutters are delicate. Once you get below 1/8" diameter, the physics of how the cutter works start to change. I refer you to our guide to Micromachining to understand more about what's happening in that realm.
Last Words on Breaking Cutters
Look, cutters are going to break from time to time. But by looking into the various issues we've raised here, you can tremendously minimize the likelihood. There are more tips available still for various specialized situations such as CNC Routers and Aluminum, Micro-Milling with very small cutters, or trying to cut difficult materials with a small CNC machine.
It's all doable, and you'll find that once you know the techniques, you don't break very many cutters.
Set Up G-Wizard for Small CNC Machines
I get asked all the time how to set up G-Wizard Feeds and Speeds Calculator for small machines that aren’t very rigid. Folks know intuitively (or after finding out the hard way) that these machines often can’t handle feeds and speeds that are as aggressive as other heavier machines.
G-Wizard has a well-designed set of features that are specifically designed to cope with the limitations of small or otherwise not very rigid CNC machines. The thing to keep in mind is that when a cutter is spinning at the correct speeds and feeds, but before that cutter gets into the material it will cut, it doesn’t know the difference between whether it’s being spun by a fancy industrial VMC or a lightweight DIY CNC router.
What then is the difference and how should we account for it?
The differences come into play when the cutter starts cutting, and they fall into three categories:
- The spindle and toolholders on the lightweight machine may not be as precisely made as on the industrial VMC. The chief measure of this is called runout, and it is basically a measure of how far from a true circle the cutter is spinning. Whenever the axis of the cutter isn’t exactly on the axis of the spindle, you get runout. Excessive runout is very hard on tool life.
- The power available in the lightweight machine will almost certainly be a lot less than the power available to the industrial CNC. If the requirements of the cut exceed the power available, the spindle will bog down and the cutter will likely be broken.
- The frame of the lightweight machine is nowhere near as rigid as the big machine, and so it deflects as cutting forces are transferred into the machine frame. This deflection or bending can cause the tool to be forced to cut too deeply, to chatter, or it may simply cause the cut to be inaccurate and of poor finish.
There are likely other differences too, such as the availability of flood coolant or how rigid the workholding is, but let’s stick to our big 3 as they matter the most to tuning Feeds and Speeds to fit your machine’s capabilities.
Compensating for Runout
In case #1, spindle and toolholder runout, we pretty much have to trust that it isn’t too bad–well under a thousandth of an inch, for example. You can measure the runout pretty easily, if you’re curious. If you find you are continuously breaking cutters on after the other, particularly if they are small, it is worth looking into runout.
Runout versus Tool Life…
Ideally, the measured runout should be less than 20-30% of the chip load for the cutter you’re using. For example, a 1/2″ carbide endmill has a chip load allowance of 0.0143″ by default in G-Wizard. You can read that in the “Mfg” row. So, max runout for that cutter is something like 0.0029″. If, however, we look at a 1/8″ cutter, the chip load becomes 0.0115″ and max runout will be 0.002″. The smaller the cutter, the more sensitive it will be to runout.
Unless you’re just curious or have reason to believe you have a runout problem, we trust that all is well there. I remember one afternoon breaking 5 small end mills in quick succession. I knew I had a runout problem after the third one broken. Numbers 4 and 5 involved swapping different ER collet chucks to see if the new one I started with was bad. After the 5th one broke, I dug out my Dial Test Indicator to figure out what was really going on. It turned out all the Collect Chucks were fine, but I had one brand new ER32 collet that had about three thousandths (0.003″) of runout. That was the culprit!
Toolholders and collets are often the source of runout problems. You can also measure the runout of your spindle taper with a DTI to check the spindle for runout. Most inexpensive CNC Routers have a fixed collet chuck that can’t be changed. In their case, measure the inside taper the collet rides against, and try switching collets to see if runout problems go away. If they don’t, you have a spindle problem which is going to be beyond the skill of most beginners to fix.
Making Sure Enough Spindle Power is Available
G-Wizard automatically limits Speeds and Feeds to the spindle power limits that are set on the machine profile. However, most spindles will not make the same power at all rpms. They will have a power curve.

Because of that, G-Wizard has the ability to vary the power limit based on rpms. That last link tells how to set the feature up, and it is very helpful.
In some cases, you may still encounter spindle stalls. This is likely because your motor doesn’t put out quite the power that’s advertised. Perhaps its rating is optimistic or the belt is slipping a bit. The best thing to do is record the calculated power required for the stalled cut, and back G-Wizard’s power curve down below that number at the indicated rpms. The ratings are usually pretty close, and you’ll quickly cover any inaccuracies in this way.
Compensating for Machine Rigidity
Industrial VMC’s weigh thousands of pounds yet the actual size parts they can machine may not be a lot larger than a mid-sized desktop CNC Router. Clearly those thousands of pounds do something for the VMC that the little machine isn’t getting, and that something is machine rigidity.
Spindle Power (HP in Imperial and KW in metric) is a measure of how much power the machine has available to try to deflect the machine’s frame. It doesn’t just go to deflection, it also goes to cutting, but let’s take the worst case here. In the industrial world, the relationship between machine weight and spindle power is pretty predictable. Here it is visually:
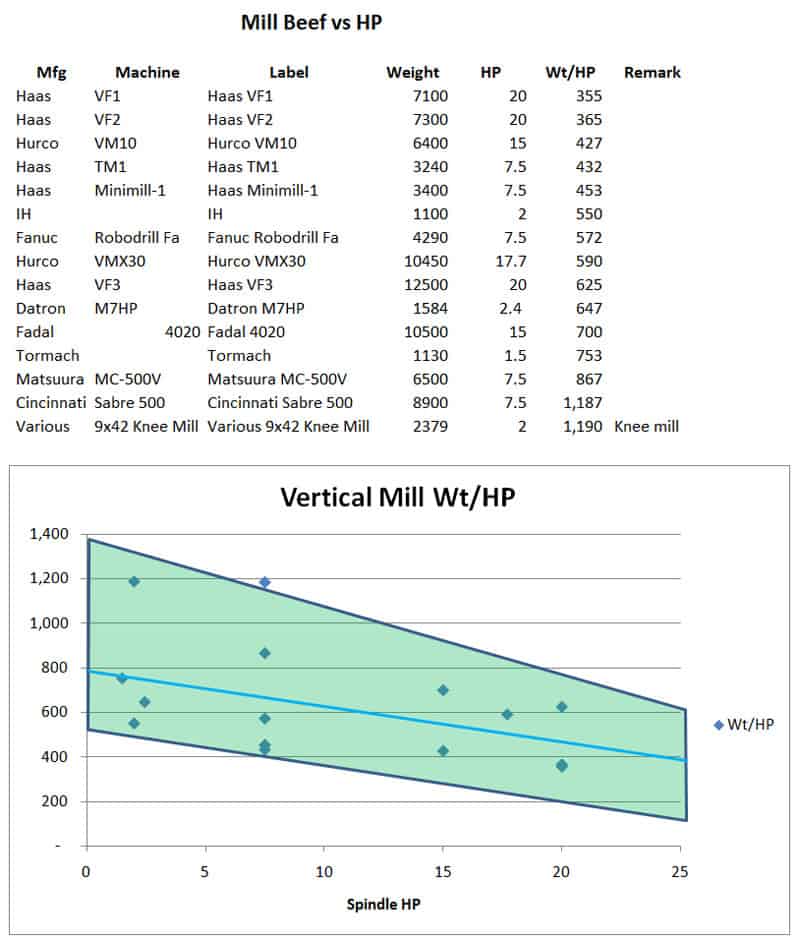
Machines fall within a pretty narrow zone…
G-Wizard uses this relationship, together with your machine’s work envelope (volume of its travels in X, Y, and Z) and weight to find an “ideal spindle power” that is right for the estimated rigidity of your machine. If that adjusted spindle power is less than your spindle’s rated power, then it derates to the adjusted power.
Many hobby CNC machines actually have spindles that are monstrously powerful for their rigidity. This happens because things like Trim Routers are relatively cheap, fairly powerful, and easily adapted for use on a small CNC. If you use too much spindle power and it overcomes your machine’s rigidity, you’ll have problems. That’s where G-Wizard can help by limiting the power.
We have a video that describes how to go about using the features to limit power by machine rigidity. My recommendation is to take that video and use it to create two machine profiles. One will be spindle power limited based on these rigidity calculations. One will simply use your spindle’s rated power. Reality for your machine lies somewhere between the two, but probably closer to the rigidity limited rating.
Start at the conservative end and experiment with going more to the aggressive end. The way to do this is to start from the calculated spindle power limit with weight adjustment and increase that by 10% or so for each test you perform. Eventually, you’ll notice an indication that you’ve hit a real limit in the machine’s capabilities. You’ll see one or more of these symptoms:
- Sudden reduction in accuracy of parts. If the machine’s frame is bending too much, it’s hard for it to be accurate.
- Lots more chatter on multiple projects. Chatter is something we all run into sooner or later. But if it becomes extremely common all of a sudden, too much flexing in your machine’s frame may be at fault.
- Sudden loss of tool life. Flex in the machine frame behaves almost exactly like runout, which we’ve mentioned is very bad for tool life.
- Sudden loss of surface finish. Overly wavy walls on pockets and deteriorating surface finish are also good symptoms of too much machine flex.
If you encounter any of those, drop the power limit back a notch and call it done. You will likely discover the power limit is quite a bit less than your rated spindle power if you machine is particularly lightweight. There’s no harm in that. As long as you can hit the right rpm and feedrate, and you don’t use so much power that things are flexing all over the place, a small machine can cut almost anything. You just have to be more patient.
If your symptoms from flex aren’t too bad, you could also consider keeping a couple of machine profiles around with different power limits. The higher limits would be for more aggressive roughing, while the lower limits would be for finishing and precision work. That’s also a good strategy.
The Tortoise Hare Slider is for Temporary Fine Tuning
A lot of folks like to use G-Wizard’s Tortoise Hare slider to fine tune for their machines. That’s fine, but the techniques described above are a better more scientific way to go about it. The Tortoise-Hare slider is more intended to help adjust for the balance between Finish and Roughing and to facilitate adjustments to individual special case jobs that are being difficult. What’s described above is a calibration to make your machine better at all the jobs you tackle.
Conclusion

With the right Feeds and Speeds and not too much spindle power, small CNC machines are capable of amazing results!
I want to close with some words of encouragement for small machine owners. Like I said, you can make almost anything with these machines if you’re patient. I have seen many fabulous projects done on them in some of the most challenging materials such as titanium. I’ve talked with numerous owners of small machines like Sherline, Taig, Shapeoko, and Carbide3D Nomad. Using the techniques I’ve described, they’ve found their machines become well behaved and predictable.
11 Special Considerations for Lightweight CNC Routers
Today’s lightweight CNC Routers are capable of some truly amazing work…
I got a note recently from a new G-Wizard Calculator user who is also a CNC beginner. He has a lightweight CNC Router and was about to make his first cuts. He wanted to know if I had any special suggestions for him before he pressed the green button with respect to Feeds and Speeds. I knew exactly where he’s coming from and thought back fondly to making my first cuts on my own machines–a manual lathe and mill back before I had CNC’s. That’s been many years ago, but it was so nerve-wracking I really do empathize with beginners who are getting ready to have their first go at making chips. Not only do they not really know what to expect, but they don’t know what they don’t know yet, and they’re probably fully aware their machines are not exactly Industrial Behemoths.
Don’t get me wrong–today’s lightweight CNC Routers and other machines are capable of some truly amazing work. But there’s that fear of the unknown at work on Beginners, and to make matters worse, they don’t have broad familiarity with the industry standard terminology. They’re looking for very literal articles to help them get started that talk to them in their specific language about their specific kind of machine. That got me thinking it was high time I wrote this article where we’ll lay down the specifics of dealing with a lightweight CNC Router for beginners. I’m going to set out some thoughts for the beginning router gang as a list of bite-sized pieces of advice so you have some simple recipes to get started with.
1: Understand the Concept of the Feeds and Speeds “Sweet Spot”
We talked about the "Sweet Spot" notion in the beginning of this article. The way it applies to Routers is that we mostly cut software materials (like wood and plastics) on routers. The software the material relative to our cutter, the larger the sweet spot. That means there is a bigger margin for error with soft materials than there is with hard stuff like metals.
By the way, imitation is the sincerest form of flattery as far as I’m concerned. If you have any doubts the Sweet Spot idea is not for CNC Routers, check out this Blog Post from Multicam, who make Industrial Routers. I’d say whoever made their Sweet Spot diagram must be a CNCCookbook reader. I’ve never seen the diagram anywhere else, and I created it for our Free Feeds and Speeds Course some years ago. If you want to understand Feeds and Speeds better, I highly recommend going through at least the Beginner Articles from the course. It won’t take long and having those basic concepts under your belt will help everything to make more sense.
2: Start with Softer Easier Materials
Many would like to start with aluminum or worse. It’s doable, but it’s not the best place to start. Choose something more forgiving, like wood. “Forgiving” in this case, means that the material has a larger Sweet Spot. That means a wider range of Feeds and Speeds will work. For metals, you have to be pretty dialed in. For Wood or Plastics, there is a greater margin of error.
Start with easier materials like the wood in this awesome rubber band gun project–it has a much bigger Sweet Spot than metals…
Once you’re ready to tackle something more challenging, be sure to read up on any special techniques you may need to know about. For example, aluminum is probably the most common metal you will want to try to cut. Be sure to check out our article that gives 10 tips for cutting aluminum with a CNC Router. It turns out that sometimes Feeds and Speeds are not enough to keep you out of trouble. When cutting aluminum, there are some other things you’ll need to pay attention to.
3: Use a Feeds and Speeds Calculator to Keep you in the Sweet Spot
The Sweet Spot Diagram is conceptual. You need to calibrate to your machine, the materials you’re using, the cutter you’re using, and the needs of your project at hand to arrive at actual Feeds and Speeds. The easiest way to do this and a whole lot more is to use a good quality Feeds and Speeds Calculator such as our own G-Wizard Calculator. Try it out on our Free 30 day Trial and I think you’ll find you can’t live without it. Best of all for the Small CNC Router crowd is our inexpensive 1 year subscription ($79) is all you’ll ever need since it allows you to figure cuts of up to 1 horsepower for life with all future updates and service being free. At that price, it doesn’t have to prevent you from breaking very many cutters before it has totally paid for itself.
In addition to making Feeds and Speeds simple, G-Wizard has a number of other features that will help you out that are hard to impossible to find in any other Feeds and Speeds Calculator. For example, G-Wizard handles not just standard cutters like Twist Drills and End Mills, but also the special cutters often used with CNC Routers including downcut, compression cutters, and more. One of my favorite features is the “Tips” function:
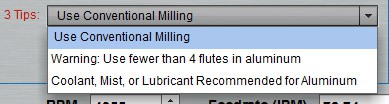
G-Wizard’s Tips point out helpful hints that are hard to come by otherwise…
Hints are qualitative things that can’t be expressed as numbers. For example, if you’re trying to cut aluminum with your router, the bottom two tips mentioned there are critical to your success–make sure you use fewer than 4 flutes and try to use some form of lubricant. Having those Tips be handy like that is helpful for everyone–there are literally hundreds it can serve up and I know I don’t always remember them all, but they can really accelerate success for Beginners. Every Pro knows not to use 4 flute cutters in aluminum, but most beginners won’t have heard that rule of thumb.
4: Be Aware that Your Machine is Probably Not Very Rigid and Adjust for That
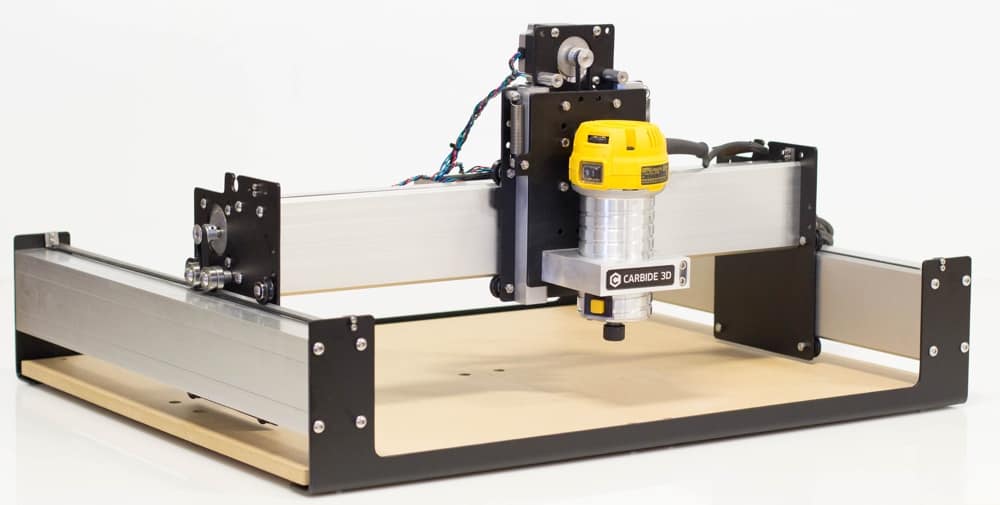
Machine Rigidity is the machine’s ability to resist flex when forces are applied to the frame. The usual source of those forces are the cutting forces as your machine cuts through whatever material you’re feeding it. In general, Machine Rigidity is proportional to mass, design, and work envelope. An Industrial CNC Milling Machine is a big heavy beast indeed. A $35,000 Haas Mini Mill is at the lightweight end of the Industrial range, yet it weighs about 4000 lbs. Your little router may not even weigh 100 lbs. The Shapeoko 3 pictured at the top of this article is one of the more rigid designs yet you can easily pick one up in your own two hands.
Work envelope refers to the travels of one of these machines. CNC Routers have large travels for their weight compared to CNC Milling machines. The effect of this is that they’re less rigid. In the case of lightweight routers, they can be a LOT less rigid. What does that mean for your cutter and project? If the machine is flexing, it may just flex in a direction that sucks the cutter deeper into the wall of the cut. That means cutting forces shoot up and the cutter may break right then and there if it is close to the edge.
Now you’re wondering, “How in the world can I adjust for that?” Well, it turns out this is another exclusive feature of our G-Wizard Calculator. When you define a Machine Profile, which is how you tell G-Wizard what your machine is capable of, you will be telling it your machine’s weight and its X, Y, and Z travels. From that, it has the ability to adjust your spindle power curve so that the machine will act like a much more rigid machine. How does that work?
First, we plotted the typical relationship of these variables for Industrial machines:
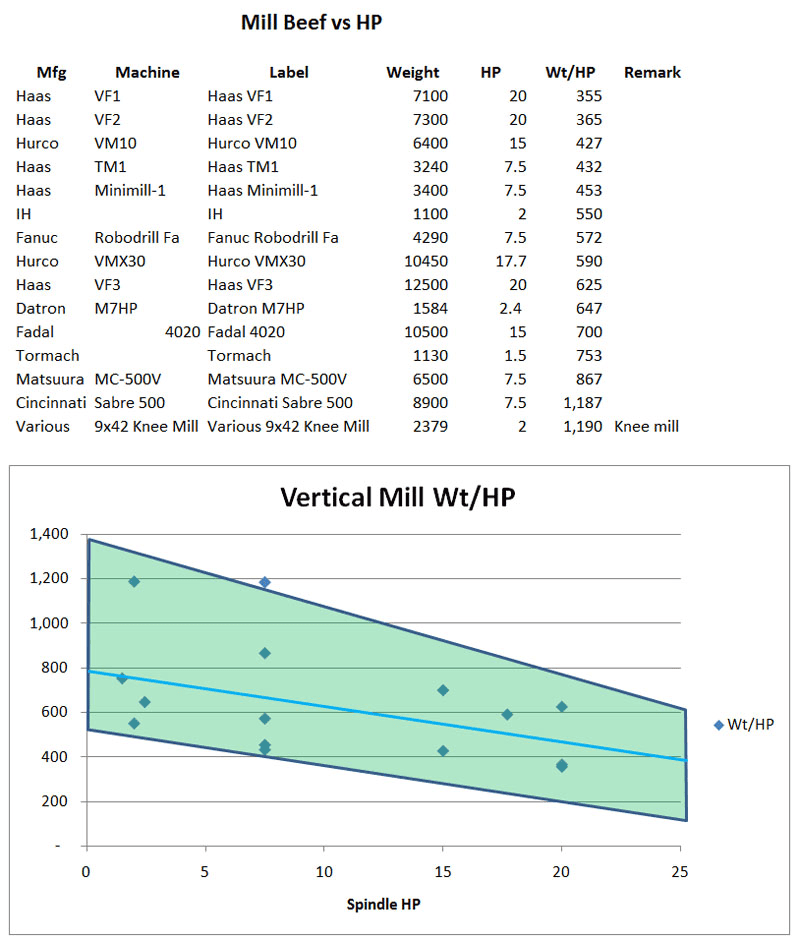
Matching up Spindle Power to Machine Weight…
We took this relationship between weight and horsepower together with the third variable–work envelope–and use it to extrapolate the maximum spindle power you can run without over flexing your machine’s frame. G-Wizard will then use this information to reduce Feeds and Speeds to stay within those limits. It’s a very potent tool for helping small machines to reliably produce better results. It also makes a great starting point for beginners. Over time, you will want to see how far your specific machine can dial up from these limits so that you can cut things more quickly. But when precision and surface finish really matter, it’s nice to be able to drop back and use this adjustment. Owners of really small machines like Sherline’s and Taig’s tell me they’ve gotten great results with this feature.
More on how to set up small machine weight adjustment in our step-by-step here.
5: Use Larger Diameter Cutters Where Possible and Carbide Too
Sometimes I think small machine owners are afraid of larger cutters–they just look too scary for these little machines. It’s like they’re going to impart entirely too much violence into the workpiece. Or maybe it has to do with cost. Bigger cutters can look a lot more expensive, I suppose.
But the larger cutters have two important advantages:
- They’re much stronger
- They’re less sensitive to runout
Let’s talk about strength first. G-Wizard Calculator has a nifty Rigidity Calculator built into the Quick Reference tab. Let’s compare the strength of a 1/8″ End Mill versus a 1/4″ End Mill:
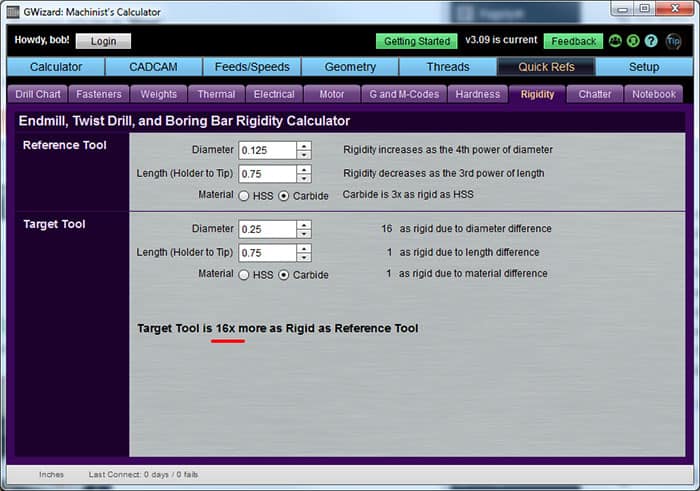
Doubling diameter resulted in 16x more strength!
Doubling the tool’s diameter results in 16x more rigidity which is a good indication it’ll be 16x harder to break. I know which one of these two I want to use for my early ham-handed experiments–I’m taking the bigger stronger tool every time.
Now let’s talk about runout, a term that Beginner’s probably won’t recognize. Runout is what happens when the tool is spinning in a way that is not exactly aligned with the spindle’s center axis. All spindles have some amount of runout. Toolholders and collets can add more runout. Less expensive machines will have more runout than more expensive machines (and toolholders) because part of the expense goes to making things to tighter tolerance. The effect of runout is that since the tool is off-center, some of the flutes are cutting deeper than others. I’ve over dramatized it, but this illustration can help you to understand:
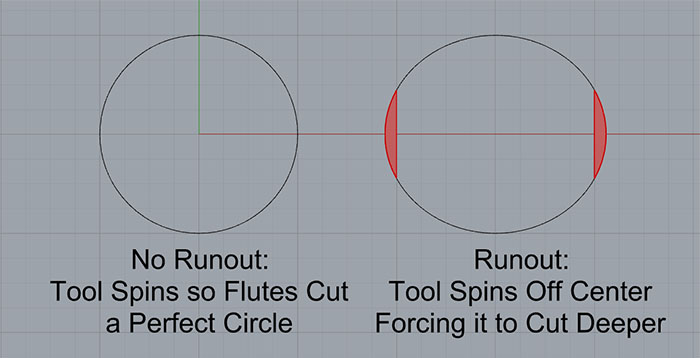
The tool cuts off-center when there’s runout, forcing it to do more work with some flutes than others…
Runout is a problem for tool life in general because it forces most of the cutting work to be done by the flutes that stick out more due to runout. But if the runout is bad enough, it can force the flute to do so much work that it snaps the tool immediately.
Whoa! How much runout is too much and how much does my machine have and what do I do about it? I hear those questions coming rapid fire.
The way to think about runout is as a percentage of the tool’s diameter. The larger the tool, the more runout it can tolerate–hence my advice to start with larger diameter tools where possible. Tiny little micro-mills used to do fine engraving and detail work are notoriously sensitive to runout. It turns out we can quantify some of this with a number called the “chip load.”
Every cutter is rated for some particular chip load. G-Wizard will give you chip load values for various Feeds and Speeds as well as make a good conservative guess at what the maximum chip load should be for your cutter. Let’s go back to our 1/4″ vs 1/8″ example from above. A typical 1/4″ carbide cutter in aluminum is allowed a chip load of 0.002″. That’s just 2 thousandths of an inch–not very much! If you exceed that amount, the cutter is likely to snap very quickly. And our 1/8″ cutter, by comparison, is allowed half that much–0.001″.
Now along comes our CNC Router. It’s spindle has a certain runout. The collet adds more runout to that. Let’s say it’s a pretty decent spindle and the runout is perhaps 0.00025″. That’s 2.5 ten thousandths of an inch–TINY! A typical human hair is over 10x that thick. But, that runout is 1/4 of the total allowance for chip load we have available. And the way to think about runout is that runout and chip load are additive–you add them together to get an idea of the true chip load affecting the cutter.
By now I’m sure you’re starting to get quite worried. What if your runout is actually pretty high? How will I ever be able to use small cutters?
Well fear not, some allowance for runout is built into cutter specifications. It is something to be on the lookout for if you constantly break cutters even though you’re doing everything else right. It’s one of the first things I did into with small cutters breaking. I remember one afternoon where I went through five 1/8″ endmills. I eventually tracked it down to a brand new collet I had purchased that was defective–it had several thousandths of runout.
You can measure runout if you’re curious. You can swap collets around to see if you have a bad one. And you must keep your collets and spindle taper clean as a whistle. Tiny little chips can get in there can make things cock to one side or the other and introduce unwanted runout.
6: Be Aware of Deflection–Like Runout it Adds to Chipload

Your cutter can actually bend or deflect in the cut…
If you push on the end of a cutting tool with your finger, it will deflect a bit. Depending on the cutter, the deflection might not be visible, but rest assured, it is deflecting, even if only on a microscopic scale. When the cutter is in the cut making chips, there are significant forces working on it and trying to make it deflect. Depending on exactly what’s going on, the tool can deflect in any direction. Somewhat counter-intuitively, it can even deflect in a way that makes it cut more deeply into the wall of the cut than you had intended. This has to do with how the teeth on the cutter bite into the wall and try to drag it in. The exact orientation of all that has to do with whether you’re Climb or Conventional Milling. I will leave the latter as a more advanced topic–click the link if curious, but we need not worry as Beginners about it just yet.
When it cuts more deeply than intended, Tool Deflection is additive to chip load, just like Runout. I guess it is one more reason to prefer larger diameter tools. We can use the G-Wizard Rigidity Calculator to experiment with 3 variables and see their effect on Rigidity. We know from the previous example that doubling diameter results in a tool that is 16x more rigid. Even small increases in diameter can really help rigidity a lot. There’s another parameter to be aware of, called “Stickout.”
“Stickout” is how far the tool protrudes from the toolholder or collet. That portion is unsupported and is where all the bending will take place. Let’s take our 1/8″ end mill. If we compare a 3/4″ stickout versus a 1.5″ stickout, we see the longer stickout made the tool 8x less rigid. That’s right–double the stickout results in 8x less rigidity. The moral of the story is not to extend your cutter any further out of the collet than you absolutely have to, and to use the largest diameter possible to make things rigid so as to resist Tool Deflection.
The other thing to do, is be aware of how much Tool Deflection we’re getting for a particular combination of Feed and Speed parameters. G-Wizard will calculate your deflection for every cut and it will light the deflection up in Red if it is likely to be a problem:
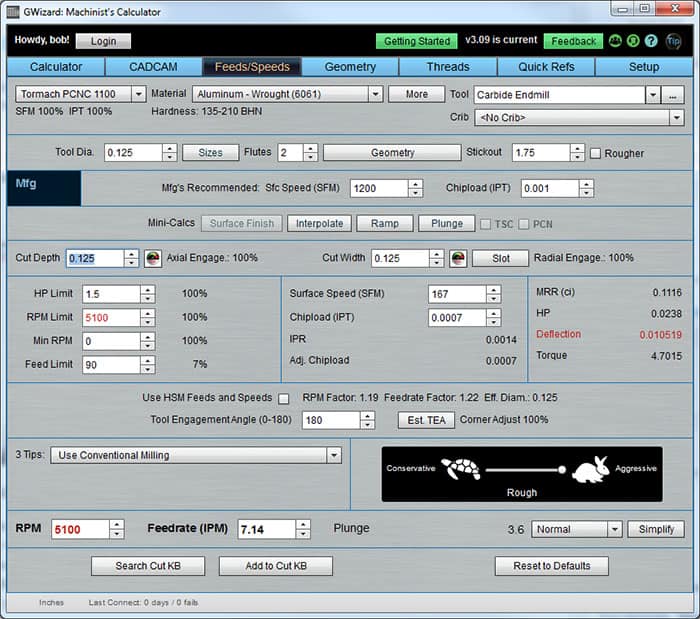
A Tool Deflection Disaster in the making…
That’s a Tool Deflection Disaster in the making: 0.011″ of deflection on a 1/8″ cutter that can only take 0.001″ of chip load!
What can we do with too much Deflection? Here’s the quick cheat sheet:
- Use a larger diameter cutter.
- Use less stickout.
- Use Carbide instead of HSS cutters–they’re 3x as rigid for any given diameter and stickout.
- Change cutting parameters to lower cutting forces enough to be within deflection limits.
That last one is often your only choice as other factors prevent choosing a different cutter. Here again, G-Wizard can help. It’s the only Feeds and Speeds Calculator out there with our exclusive Cut Optimizer capability. Cut Optimizer lets you hold either Cut Width or Cut Depth constant while it figures the maximum amount the other variable can be within deflection limits. Let’s say you to cut a full cutter width slot with this 1/8″ cutter shown above. How deep can we go in each pass?
Simply click the little speedometer icon next to Cut Depth and it comes back with the answer. In this case, we can only cut 0.008″ of depth each pass. That’s going to take a zillion passes and take forever. So we reduce the stickout from 1.75″ to 1″ and calculate again. Now we can cut 0.042″ a pass, which is 5x better. If we can reduce stickout to 1/2″, we can make passes up to 1/2″ deep, at which point the collet is in contact with the work, so that’s as good as we can do anyway.
7: Dial Back to the Conservative as a Beginner, But Make Sure You Don’t Slow Down Too Much!
As a Beginner, you naturally want to be conservative. Slower sure seems better. So, maybe you’ve got the spindle rpms turned down as far as they’ll go and you’ve got the feedrate turned way way down so it is hardly moving. While you’re at it, you’ve got the Cut Width so it is barely grazing the wall of the material. That’s the best way to be truly conservative, right?
WRONG! You may have just dialed up the ideal torture treatment for your long-suffering cutter.
But how can that be? How can making every parameter more conservative actually be worse for the cutter? This is due to a couple of sneaky geometry effects called “Rubbing” and “Radial Chip Thinning.” They sound complex, but with a couple of diagrams, they’re pretty easy to make out.
Let’s start with rubbing and refer to this diagram:
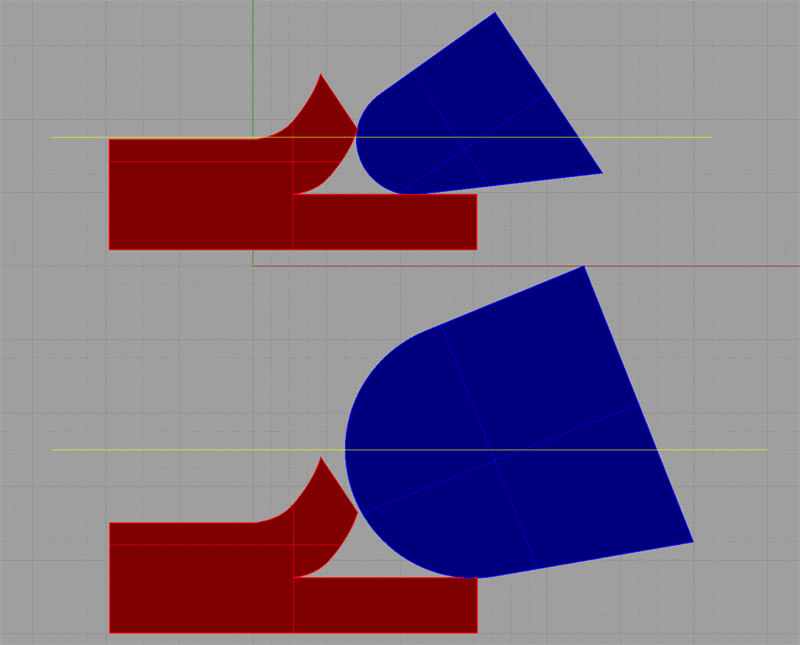
Rubbing happens when the cut is too shallow relative to the sharpness of the cutting edge…
Imagine the red thing is the workpiece and the blue thing is one of the cutting edges on your end mill. If we were to look at the edge under enough magnification, we’d see that it never comes to a sharp point–it is a round radius at some scale. Now if the centerline of the radius is below the surface of the workpiece as in the top diagram, the edge can get under the material and slice it upwards to peel off a nice clean chip. That’s what we want!
OTOH, if the cut is too shallow, the centerline of the edge radius will fall above the surface of the workpiece. It doesn’t get up under to slice. Instead, the bottom of the radius plows along and if it peels off a chip at all, it is tearing it off through abrasion. This latter condition is what we mean when we say a cutter is “rubbing.” You can imagine that rubbing produces a lot of heat because instead of slicing off the chips, it is rubbing and tearing them off. There’s much more friction involved.
How do we ensure this doesn’t happen? Well, we have to make sure there’s enough chip load without there being too much. It’s a Goldilocks problem where the chip load has to be just right. It’s just one more way of saying we have to stay in the Sweet Spots we talked about above. Making the feedrate too slow isn’t conservative at all, it’s hard on the cutter because it overheats the cutter through rubbing. Overheating softens the cutter if it gets hot enough, and ultimately this dulls the cutter. Not long after, it will break.
Now what about that other scary sounding term, “Radial Chip Thinning.” Forget how scary it is and lets look at another picture:
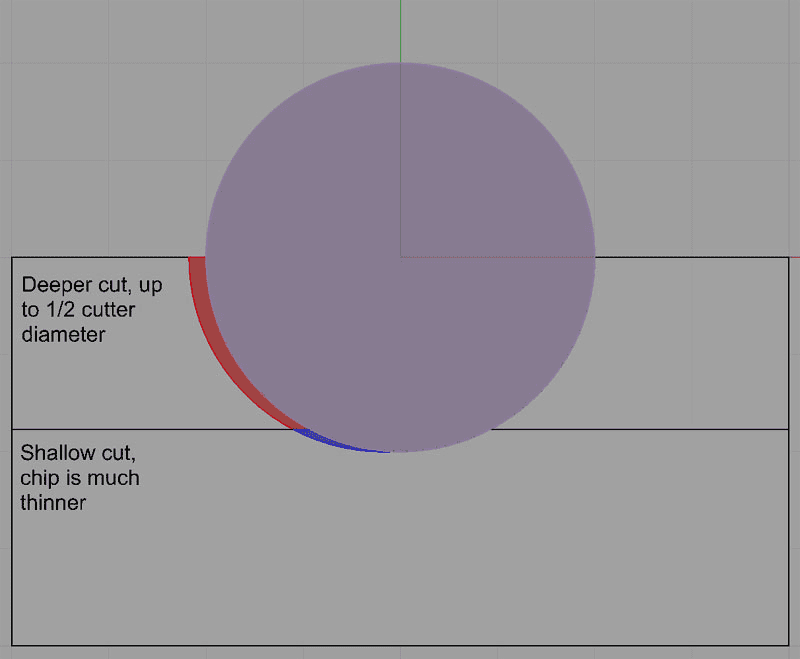
With shallow cuts, your chips are thinner than expected…
Viewed from directly above, the diagram shows how shallower cuts result in thinner chips. Let’s go back to our “Chipload” term. We never really described exactly what Chipload is, but now is the time: chip load is the thickness of the chips our cutter peels off. In fact, if we pick up a chip and straighten it up, we should be able to measure its thickness to find the actual chip load of the cut.
Now we can see from the diagram above how much thinner the chips are when we take shallow cuts. And what happens when we let them get too thin relative to the cutting edge? Why we’re rubbing and as we’ve seen, that’s very bad for tool life. So, the combination of super low feedrate and super shallow cut is suddenly a perfect storm of rubbing misery for our once happy little cutter.
What to do?
The answer is once again in our Feeds and Speeds Calculator. It should automatically be applying a calculation that accounts for the Cut Width and that will actually speed up the feedrate if we specify very shallow cuts. You probably thought it did this because we can be more aggressive on shallow cuts, right? Yes, we can, but we also have to speed up just to maintain the level of aggressiveness we already thought we had due to chip thinning:
“Now, here, you see, it takes all the running you can do, to keep in the same place. If you want to get somewhere else, you must run at least twice as fast as that!” — Red Queen from Alice in Wonderland. True in Wonderland and true when chip thinning is a factor.
You only have to consider chip thinning for cuts less than half the diameter of the cutter. But for all those, an adjustment to feedrate should be made.
So what’s the right way to dial down?
First of all, software like G-Wizard will try very hard to make things work within your machine’s stated performance envelope. It knows how to do tradeoffs. Second, G-Wizard includes a variety of aids to help you tune things up to your liking. My favorite is the Tortoise-Hare slider:

The Tortoise-Hare slider puts you in control of how aggressive your cuts will be…
The Tortoise-Hare slider puts you in control of how aggressive your cuts will be, but it does some other cool things too. You’ll notice the settings change from Fine Finish to Finish to Rough as you move to the right. Finish settings will optimize for the Surface Finish sweet spots while Rough will optimize for the faster material removal rates. And, G-Wizard will do all of this within your machine’s limits, taking into account chip thinning, and a myriad of other factors to keep you out of trouble. It considers almost 60 variables when it makes a calculation.
8: Sometimes, Your Machine Can’t Go Fast Enough Or Slow Enough. What Then?
Sometimes the necessary Feeds and Speeds Sweet Spot is outside the limits of any feasible combination of feedrate and spindle rpm your machine can make. This is particularly common for DIY CNC Routers because their router spindles run at very high rpms, often can’t be slowed down much, while their available feedrates from stepper motors might not be very fast at all. A soft material may demand a higher feedrate than your machine can deliver even at the slowest spindle speed available. Or, perhaps you’re trying to cut a tougher material and you can’t spin your spindle slow enough for it to survive that material.
What to do?
There are a variety of tricks and techniques available to try to sneak around these limits. The include such things as:
- Smaller cutters run at higher rpms, larger diameter cutters run at slower rpms. Change your cutter’s diameter to a more comfortable spindle speed range.
- The number of flutes on your cutter changes the feedrate for a given rpm. You can even get single flute cutters if necessary to slow down feedrates.
I don’t want to get too deep into it for this article, because we have an entire article that’s all about how to skirt the limits of your machine’s performance envelope. Check it out if you feel you’re running up against those limits.
9: Make Sure Your Workpiece is Held Down Solidly
This is so important, and often a little hard for Beginners to understand:
Your workpiece must he held down solidly. If it shifts during machining, even just a little, you’ll probably break a cutter. Even if it doesn’t shift, vibration in the workpiece is terrible for Surface Finish and hard on Tool Life.
10: Buy Decent Cutters, Not Bargain Basement
Your CNC Router has a high speed spindle–it needs decent quality cutters. Buy carbide cutters from reputable brands. It’s worth the extra cost. Later, when you’re sure of your technique, you can try some bargain basement cutters. You probably won’t like them much, but at least you’ll know they’re the reason for the problems that suddenly turned up when you started using them.
You don’t have to buy ultimate super-premium cutters made of Solid Green Unobtanium and coated with the Tears of Sleeping Angels. Just go to a reputable brand. If you’re wondering who those are, check out our Tooling Survey. It’ll tell you the relative popularity of the brands our readers choose to use. Here are the top brands from our 2015 survey:
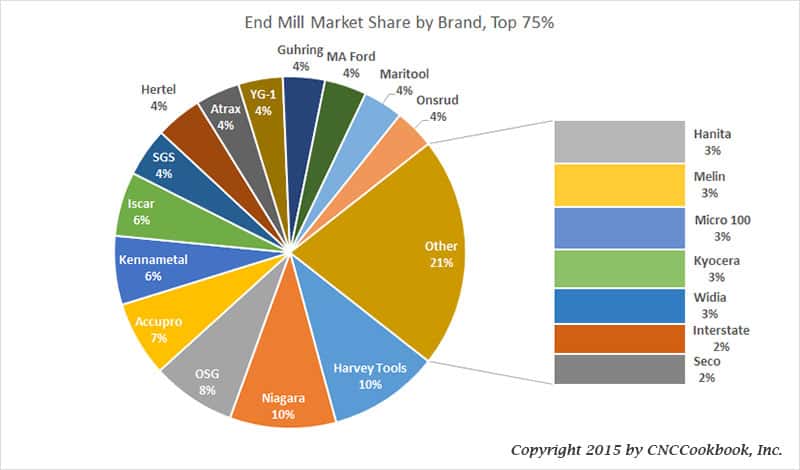
You probably can’t go wrong with any of these brands…
11. Decent CAM Software Will Make a Difference
Okay, last one–decent CAM Software will make a difference. It’ll make a difference with better tool paths and the right options to help you do the right thing. For example, let’s talk about how the cutter gets into a pocket. It can plunge, ramp, helix, or enter an existing hole. Those choices are in reverse order of preference for your end mill’s longevity. The easiest is to go into an existing hole if you can. That’s probably not going to be the case very often and your CAM may not even offer that option. Next best is to helix down to make a hole, followed by ramping down. The absolute worst choice for the cutter is just to plunge straight down. If you can avoiding plunging, please do. If you must plunge, at least slow it down to a proper plunge feedrate. G-Wizard calculates this automatically for you each time.
Conclusion for Lightweight Routers
CNC Routers share many of the same problems as any CNC Mill–they are actually mills of a particular type. But they have their own share of special problems since they’re typically running much higher rpm spindles and much less rigid frames. We’ve listed eleven topics to help maximize the likelihood of success for Beginners.
12 Secrets of Machining Tough Materials on Small CNC Machines
Machining difficult materials like Titanium and Stainless Steel is a scary business if you own a smaller CNC machine. Even doing aluminum versus plastics and woods can be daunting. Our article on machining aluminum for CNC Routers is one of the most popular we’ve ever done, for that reason. But here is the surprising thing:
Provided your machine will achieve the correct feeds and speeds, you can successfully machine most any material you want.
I don’t say that lightly, and I will hasten to add that it isn’t just about feeds and speeds and that getting to the correct feeds and speeds may not be enough. I should also add that successfully machining the material does not mean you’ll achieve the accuracy or surface finish of a high end Vertical Machining Center. But, you can machine the material and you can get surprisingly good results.
Why?
The answer is that despite the fact you have a small machine rather than a full VMC, you still get to use some of the same tooling as that VMC. You can pop a premium endmill into your machine and cut with it. That’s not the whole battle, but it is hugely helpful. The tool has the hard job–it’s stuck between your machine and that nasty tough material. But, with proper feeds and speeds, the tool is already feeling more up to the task. You’ve eliminated a big part of what’s different about your small machine and that VMC. Keep minimizing those differences from the cutter’s perspective, and you’ll be doing well in no time.
Here’s what you need to do to be successful machining tough materials:
Start With a Decent Cutter Intended for Light Cuts
Like I said above, you can use the same cutters (barring not using cutters that are too big and aggressive) in your small machine as one can use with a VMC. Buy a decent brand of carbide endmill. It doesn’t need the ultimate solid green unobtanium coating, but make it carbide for rigidity and toughness. A decent brand will have a little better geometry than a no-name. You don’t want discount no-name cutters trying to bite into your difficult material–they’re not up to the job.
Another thing, use cutters intended for light cuts. This is not so much an issue for endmills, but when looking at indexable tooling, you want the sharpest possible inserts. In all likelihood, you may not even want indexable tooling for mills, but it works fine on small lathes. On a light mill, forget a big (3″ is BIG for these machines) facemill with 6 inserts. Try a flycutter or a smaller facemill.
For roughing, instead of a fancy indexable endmill, try a corncob (serrated rougher). These work great on lighter machines if your machine will take one of a decent size.
Corncob roughers can be work well on small machines…
One really nice feature of these cutters is the serrations result in smaller chips, which makes it easier to keep the chips clear (see below).
Make Sure You Have Proper Feeds and Speeds and Run Them
One of the reasons difficult materials are difficult is they have smaller feeds and speeds sweet spots. I have people ask all the time about listing more woods due to differences in wood hardnesses. The reality is that not even the cutter makers deal with those differences because carbide is so much tougher than any wood that the differences do not matter. You need a few categories to deal with other differences, but in general, Wood has a big sweet spot. Plastics have big sweet spots. Aluminum and Brass, easily machined metals, have big sweet spots. Titanium and Stainless, not so much.
You can only hit those smaller more difficult sweet spots by having good Feeds and Speeds. And here’s the thing–you are only going to get good feeds and speeds with a calculator. You can’t hear the right feeds and speeds–if you could, there’d be CD’s you can buy and Boeing would make all their machinists train their ears with those CD’s. You can hear when things are way wrong, but by then, that tough material has eaten the liver out of your tool. It’s done and ready to pack up.
Plus, the conditions you’ll need to deal with the tough material, particularly on small machines, mean you need to deal with all the subtle nuances of calculating feeds and speeds. For example, if you want to take lighter cuts, you had better account for chip thinning. If you’re on a light machine, your Feeds and Speeds had better account for the shape of the machine’s Spindle Power Curve, lest it pick a range where the spindle is struggling without enough power.
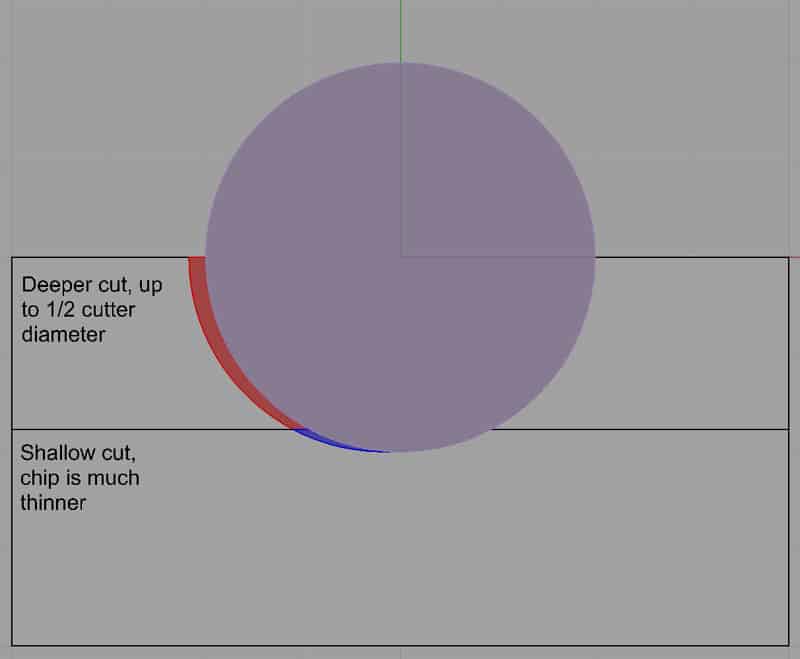
Because of chip thinning, shallow cuts must be adjusted differently for Feeds and Speeds…
There is a long list of these things. Our G-Wizard Feeds and Speeds Calculatorconsiders more than 50 different variables in making its calculations. You don’t want to try to mess with that yourself, even with a big Excel spreadsheet.
Start your cutter’s experience out right with good Feeds and Speeds that your machine is capable of achieving.
Deal With it When the Right Feeds and Speeds are Out of Your Machine’s Reach
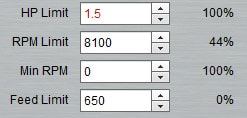
The Feeds and Speeds Calculator must know your Machine’s Limits…
Another critical factor is that your machine be capable of achieving the desired Feeds and Speeds and that your calculator be capable of dealing with it when the ideal is unavailable. This happens a lot with CNC Routers, perhaps especially on easy materials. The reason is that the router’s spindle has very high rpm’s relative to the maximum feedrate available on the machine.
If we feed too slowly, the cutter plows along the surface, never digging deep enough to cleanly peel off a chip. This is called rubbing. If it happens on a tough material, the cutter gets very hot and will dull and then burn out quickly. There’s a diagram below that shows the rubbing phenomenon better. Another possibility is that your spindle is just too fast for the tough material. This is one reason to use more premium tools. A TiAlN coated carbide cutter actually prefers to be run warm.
You have to make sure the combination of your machine’s capabilities (min and max spindle rpm together with max feedrate) and the tooling’s capabilities mesh with the required feeds and speeds for the material. You want a Feeds and Speeds Calculator that will warn you quickly when that’s not possible, and that can trade off various parameters successfully to turn a near miss of the sweet spot into a winning combination. These are things G-Wizard excels at.
Sometimes, you just can’t get there from here. The material’s properties are such that your machine won’t even get close. For example, very hard materials are problematic for machines with very fast spindles in many cases. If you can’t get there, you can’t get there, but there are a batch of useful tricks you can try that just might save the day. We’ve put together an entire post about them that’s called, “What Now: My CNC Won’t Go Fast Enough or Slow Enough?”
Minimize Tool Deflection
Tool deflection is just plain bad!
Tools can deflect, and when they do it’s a bad thing. We’ve often used the “bent endmill” as a logo device for this phenomenon. Tool deflection is just plain bad for a number of reasons, including:
- It is additive to chip load and runout and can break a tool in a hurry. See below for more on that.
- Ever bent the paper clip too many times until it broke? Tool deflection does the same to an endmill. Once per rpm it deflects in a particular direction. That’s a lot of bending and it will shorten the life of the tool.
- Deflection is like tapping the side of the endmill with a little hammer once a rotation. Imagine the vibration that causes. If it happens to resonate with the rest of what’s going on, you get what’s called “Chatter.” Chatter ruins surface finish and destroys tool life. If the tool doesn’t deflect, there can be no chatter.
- Deflection means inaccuracy. An endmill can’t cut accurately if it is deflected away from where the g-code expects it to be.
- Surprising side effects. I saw a case one time where deflection allowed a tiny wall to form when making a pocket that prevented coolant from getting into the cut. The cutter broke not long after.
OK, we know deflection is bad and why, but what can we do about it?
First thing is to be able to tell when it is a risk. Our G-Wizard Calculator will keep track of it for you and light up when it is too much:

Too much deflection shows up in Red in G-Wizard
Too much deflection shows up in Red in G-Wizard. When you see that, you need to deal with it.
There are a lot of possible solutions, but in general, you can either change the tool setup or the cutting conditions. Changing the tool setup might mean using a larger diameter tool or reducing tool stickout. Changing the cutting conditions would mean reducing Cut Width or Cut Depth so there is not enough force to create excessive deflection. G-Wizard has excellent tools to help you find the right Cut Depth and Cut Width that removes material well while minimizing tool deflection. Once you’ve used them, you’ll wonder how you ever did without.
This stuff is particularly important with smaller machines because you’ll be using smaller cutters that are more prone to deflection.
Keep to the Fat Part of Your Spindle’s Power Curve
Have you ever stalled your machine’s spindle? That leads to almost instant tool breakage. Larger machines have automatic gear changes and fancy VFD’s that provide flatter power curves, but it is still important to pay attention to the shape of the power curve on them. Small machines have few such luxuries so you really better have that power curve dialed in, or you had better seriously derate the power you think you’ve got on tap. In fact, let’s talk about that business of derating right now:
Account for Machine Rigidity by Derating Your Power Curve
A really light machine has a lot of flex in its structure. Machine deflection isn’t as bad as tool deflection, but it’s not good. The thing is, deflection happens because we are applying enough force that it overcomes whatever rigidity the machine’s structure has available–so it moves. Everything moves to a degree when we apply force. Stick a Dial Test Indicator on a VMC spindle and chances are with a little leverage you can apply enough force to create a measurable deflection. It’s just much harder to deflect the VMC than a small machine.
What that means is that if we reduce the force, we can reduce the deflection. How much do we have to reduce it? It turns out we can approximate that by looking at the relationship of work envelope (roughly, the size of the machine’s travels) versus its weight. It’s an approximation, but it is a pretty good one. The full details are discussed in our article, “What price machine rigidity?“, but what you need to know is that G-Wizard Calculator can automatically make this adjustment for small machines.
Here is a video that discusses both the machine rigidity adjustments and the spindle power curve adjustments in G-Wizard:
Use Decent Toolholders and Keep an Eye on Runout
Cutters generally fail in one of two ways:
- If spun too fast relative to the material, they get too hot, they soften, they get dull very quickly, and they quit cutting. This causes the chip load to rocket, which leads us to:
- With too much chip load, they either can’t get rid of the chips and jam, or it just creates so much force it snaps the cutter.
I hate to see one of the poor little beasties lose its life this way. Chipload kills faster than speed, and it is so much harder to stay on top of it. Chipload is the thickness of the chips being peeled up. Accurately calculating it is hard enough, but it gets worse. You see, the actual chip load a cutter experiences is the sum of:
- Chipload due to the cut. This is the chip load we calculate in G-Wizard Calculator.
- Chipload due to runout.
- Chipload due to tool deflection.
Most machinists, especially beginners are totally focused on #1 and not even thinking about runout or deflection. That’s why you can be bogeying along, making chips like a bandit, well within recommended chip loads, and all of a sudden PING! There goes another cutter broken in half. DOH! I hate that.
Runout is somewhat relative to cutter size, if only because small cutters tolerate little chip load. For the pro crowd, they say each 0.0001″ (one ten thousandth of an inch) of runout is worth 10% less tool life. So 0.001″ of life should kill the cutter immediately, no? Well, it may very well for small cutters. I remember one day in the shop breaking 5 consecutive 1/8″ endmills due to runout. First one I dialed down the feedrate. Second one, I suspected something else. Third one, I suspected my ER collet chuck and switched. Fourth one, it broke again on a different chuck–time to put the DTI clock on it. 0.0014″ of runout–yuck! That’s an awful lot. No wonder EM’s were breaking. Turned out it was due to a brand new ER collet from a name brand. It came right out of the packaging with a runout defect.
Small machines, unfortunately, can have a fair amount of runout baked into the spindles and cheap toolholders. Take an afternoon sometime, get out your 0.0001″ DTI, get a precision pin, and start checking runout on various toolholders, collets, and so on. Clock the inside taper of your spindle to check its runout. Know what you’re dealing with. If it is too excessive, you may have to dial back chip loads to offset the problem. You may identify a few “Bad Apple” collet chucks, collets, or other toolholders you can and should toss.
Use larger diameter tooling and avoid set scew style endmill holders for anything but 1/2″ and larger diameter cutters. They have more runout.
Use Some Form of Coolant
Some materials require coolant, while some simply benefit from it. Aluminum requires coolant, at least a mist, because it has a tendency to weld itself to the cutter. Aluminum has an affinity for carbide, it seems. The coolant in this case is acting as a lubricant. Titanium and Stainless like coolant too, for different reasons. Titanium doesn’t conduct heat very well, so the heat will tend to build up. It’s hard to get it all to leave with the chips. BTW, proper feeds and speeds will maximize the likelihood heat leaves with the chips–it’s just one more reason you have to have good feeds and speeds. In the case of Stainless, good use of coolant will help reduce but not eliminate work hardening. When you cut stainless, it wants to get harder, making it even harder to cut.
So use some form of liquid coolant, even as a mist, if you’re going after tough materials with an endmill. Note that there is an issue called “Shock Cooling”. The coolant can actually make matters worse for shock cooling. The cutter gets real hot when making the chip, then it comes out and gets doused with cold coolant. The shock of being alternately very hot and then cold creates small stress cracks which shorten tool life considerably. The phenomenon is worse for indexable (tooling that uses inserts) tooling, it’s worse the hotter the tool gets, and it is worse the more of a single rotation the cutter is inside the cut where coolant can’t get to it. Minimize all these things for better results.
Be Totally Paranoid About Keeping Chips Clear
This is something I tell people with small machines over and over again–you have to be totally paranoid about clearing chips. Let’s consider stainless steel. Each and every chip has become work hardened. Imagine taking bits of carbide and scattering them over the cut so your tool is repeatedly slamming into those little landmines. Work hardened isn’t quite that bad, but it is no picnic. Recutting chips just makes your tool’s job harder than it has to be. Whether you used an air blast, mist, or flood coolant, make sure you are successfully clearing chips as fast as they are being made. Some things to think about:
- A dribble of flood may do much more poorly than a decent air blast. If the chips sink to the bottom of a pool of flood, it takes a lot of pressure to get them back out of there.
- Aim matters a lot. Position the nozzle so it does the most good. You will quickly see it takes multiple nozzles to do the most good no matter which way you are cutting.
There’s a reason why the inside of a good VMC looks like a high pressure car wash when it’s running–they understand the importance of clearing chips!
Maximize Setup Rigidity
You’ve got tool deflection under control, CHECK! You’ve derated spindle power to account for machine rigidity, CHECK! There’s no more flex left to worry about, right?
WRONG!
The workpiece and workholding may still flex, and that’s bad. One could right a giant treatise about how to maximize workholding rigidity. Cutting features with thin walls is a special world of pain all its own where chatter is near impossible to avoid. But, there are things you can do to improve setup rigidity and they’re very important on small machines. Fundamentally, they boil down to leaving as little of the part having out in the wind unsupported as possible. This requires various measures to achieve, but here are some quick examples:
- For plate work, think about vacuum fixtures, glues, and waxes that grab as much of the bottom surface of the plate as possible.
- For vise work, figure out how to support the part properly. It may help to use blocks to support parts not being machined:

Give that tall thin plate a little extra support…
- On lathes, use a tailstock if the part sticks more than 3-4x its diameter out of the chuck.
This list could go on a long time, but you get the idea.
Take Light Cuts, But Not Too Light
Ah yes, all things in moderation. Our first tendency with a small machine is to take lighter cuts. I frequently hear beginners cry that they can’t believe their machine will survive the Feeds and Speeds G-Wizard recommends! The truth is, G-Wizard is fairly conservative, but you may wish to dial it back even more. The key is to figure out how to dial it back correctly. If you simply take too light a cut, you will encourage rubbing. The depth of cut is too shallow relative to the sharpness of the tool’s edge, so it ploughs along on top leaving a nasty surface finish, rubbing more than cutting, getting way too hot, and generally making its life much worse than a normal cut would’ve been.
If the cut isn’t deep enough relative to the cutter’s edge, you get rubbing and the tool burns up quickly…
G-Wizard’s answer is a thing we call the “Tortoise-Hare Slider:”
The Tortoise-Hare Slider…
“Full Hare” is what the tooling makers would recommend for roughing. It’s more aggressive than settings to the left, but it isn’t really hare-raising (sorry!) levels of aggression. I’ll be writing a separate post soon that tells how to do that. For now, recognize that even on a small mill, full hare may be fine. But if you want to back off, either because you’re seeing problems or because you want to start out easy, just move the slider towards the Tortoise. It will do the appropriate things to improve tool life, improve surface finish, and avoid rubbing. A special note–“Full Tortoise” is what G-Wizard determines is the slowest you should go without inducing rubbing. It will result in the finest surface finish without rubbing, and is quite handy to have.
Derating your spindle power for machine rigidity will automatically result in lighter cuts as G-Wizard will have less horsepower to work with. Lastly, on the Setup page you have a couple of controls to work with. One will apply a fixed percentage to spindle rpm when feeds and speeds are calculated. Perhaps you’d like to go for 90% of recommended to extend tool life. There is a similar control to reduce feedrates. All in all, I prefer the Tortoise Hare slider to fixed percentages, but you have multiple tools to choose from.
Enter the Cut Properly (Use Decent CAM!)
A lot of the worst damage to tools and tool life comes from how the cut is entered. It can be very jarring to the tool if not done properly. There are a few things to consider, but it all depends on what your CAM package can do for you. It’s important to be aware of your CAM’s capabilities and if you are evaluating CAM, be sure to check for these things.
First, when milling, entry to cut out a pocket is typically done by plunging, ramping, or helixing into the cut. The easiest thing on the cutter is helixing, followed by ramping, followed by plunging being the least desireable. It all has to do with how long the cutter making how wide a cut and how much of the wear can be spread over the maximum flute length. With plunging, only the bottom of the endmill cuts and the wear goes there all the way down the hole. With ramping, you get a full width cut for as long a distance as it takes to ramp down to depth. With a helix, you generally will open things up so the whole diameter isn’t cutting the soonest, and that’s why it is the most gentle approach. Another thing to think about is coolant access and chip clearing. Helixing, again, opens things up so you can clear chips and apply coolant that soonest.
One more to think about is using a twist drill to make a big enough hole to start a pocket.
Second, with work hardening materials like stainless, get down to depth as quickly as possible. A shallow ramp or helix angle will give work hardening more opportunity.
Next, make sure your CAM has different feeds and speeds for entry versus the actual cutting. Entry speeds must be slower! Plunge speeds are typically a lot slower, while Ramping and Helixing are only slightly slower. G-Wizard can figure the right Feeds and Speeds for all three, but it does no good if your CAM program won’t let you put them in. Actually, that’s not quite true, you could use G-Wizard Editor to insert them at the proper place in the gcode if needed.
There are more CAM-related entry issues to consider. If you’re going to face mill or profile an edge, you generally want to arc into the cut. Going straight in is a bad idea. Much more on this sort of thing is available in our Feeds and Speeds Course in the chapter on, “Toolpath Considerations.”
Be Patient!
I’m sure that’s a lot to digest, but cutting difficult materials requires some care. The most important thing is to be patient. I know of many folks who have produced outstanding results, even saleable products, out of tough materials like Stainless and Titanium. It can’t be done as quickly as on a bigger machine, but it can be done quickly enough. So be patient, learn the tricks, and pretty soon you’ll be getting results you hadn’t dreamed were even possible on your small CNC. We’re here to do what we can to help. We put out the information, and we offer Free Trials on our CNC Software so you can try it for yourself and see some of the things I’ve been talking about.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.