This is one of CNCCookbook's Material Specific Machining Guides.
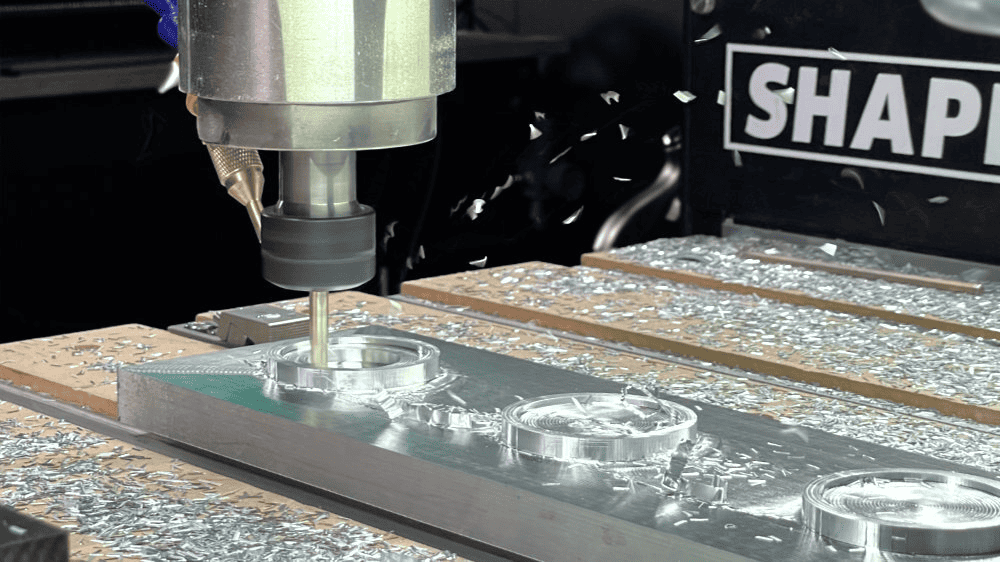
Can a Router Cut Aluminum?
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.
This is one of CNCCookbook's Material Specific Machining Guides.
Can a Router Cut Aluminum?
Join our newsletter to get updates on what's next at CNC Cookbook.