We have quite a large audience of CNC Router users here on CNCCookbook. Their needs are quite a bit different than the average metalworker's needs for machining feeds and speeds due to their chosen materials (mostly soft materials like wood, foam board, and plastics) as well as differences in their tooling (special CNC Router Bits including downcut and compression spirals) and machines (much higher rpm spindles, generally).
In this post, I want to go through some of the special feeds and speeds considerations for CNC Router users. In particular, I want to show how to use our G-Wizard Feeds and Speeds Calculator together with your cutter manufacturer's data to get the best results.
Soft materials like wood are a lot more forgiving than tough metals, so these materials have a much larger feeds and speeds "sweet spot". As a result, the Feeds and Speeds guidelines from tooling manufacturers for routers are often less detailed than those for metal cutting milling endmills.
Rather than quoting specific surface speeds (which are used to calculate spindle rpms) for each particular material, often just one rpm or a range of rpms is given. You will often see information like this quote from the Vortex tooling catalog (I added the bold for emphasis):
The general operating rpm for tooling contained in this catalog is between 10,000 and 20,000 revolutions per minute. Usually the higher the RPM, the better surface finish becomes. However, the higher the RPM, the more friction is generated between the tool and the work piece. This friction is what creates the mechanical wear on the cutting edge. Your goal is to select the lowest RPM possible for each application.
Some manufacturers won't bother giving a range, they just give a fixed rpm. It's common to use carbide tooling rather than HSS steel tooling because there's often abrasive grit and other tool-life threatening impurities in these materials. Since carbide is so much harder than these materials, very high rpms can be sustained. That doesn't necessarily mean it will always make sense to run your spindle flat out.
Like surface speed, chip loads are often specified with a lot less detail. For metal, it's common to show chip loads based on full slotting versus peripheral machining where the cutter isn't totally buried in the material. It's also common to derate the chip load the great the cut width and cut depth. Given the more forgiving nature of the soft materials, the larger sweet spots for feeds and speeds, and the fact that the work is often sheet work where it's unlikely the cutter will go too many diameters deep into the material, there is less discussion of this kind of derating of wood cutters.
As with surface speeds, this does not mean you should run at maximum chip loads under all circumstances. Quoting again from the Vortex catalog, here's what they had to say about this:
These recommendations do not apply to thicker materials or tools with long cutting edge lengths. These chip loads are only a recommended starting point and may not accommodate all circumstances. Therefore, tooling damage may still occur and use of this chart does not warranty against tool breakage.
Essentially this means that burying the cutter too deeply can lead to tool breakage. They give a range of chip loads, but they don't talk an awful lot about how to judge where in the chip load range a particular cut should be made.
The last thing I want to say about the router tooling catalogs is that they typically do not list a huge variety of materials even though people cut a huge variety. Looking at Vortex, again, they offer the following:
- Hard Wood
- Soft Wood / Plywood
- MDF / Particle Board
- High Pressure Laminate
- Phenolic
- Hard Plastic
- Soft Plastic
- Solid Surface
- Acrylic
- Aluminum
The reason there are so few materials and they're not more broken down (Mahogany, Walnut, Cherry, etc.) is that again, the sweet spots for wood are very large and there is not enough variation in these materials relative to the extreme hardness of the carbide cutting tools for it to make sense. People often ask why I don't list more materials for CNC Routers and I always point them to the Tooling Catalogs which list relatively few for the same reasons.
Making these fine adjustments to feeds and speeds based on the actual cutting conditions and materials in conjunction with the Manufacturer's Recommended Data is exactly what G-Wizard Calculator does best.
Let's go through the best way to use G-Wizard for this sort of thing.
Using Manufacturer's Data for CNC Router Feeds and Speeds
Let's say we're going to cut some laminate with a compression spiral cutter. These cutters push the chips to the center to reduce the chipping on either the top or the bottom of the sheet material. For Plywood, Vortex is quoting a chip load of 0.021-0.023" for a 1/2" diameter cutter. And, while they don't mention a surface speed, they say per the quote above to use 10,000 to 20,000 rpms. Our first problem is to figure out a surface speed. We can use G-Wizard to reverse engineer that value. Here's how I'd do that:
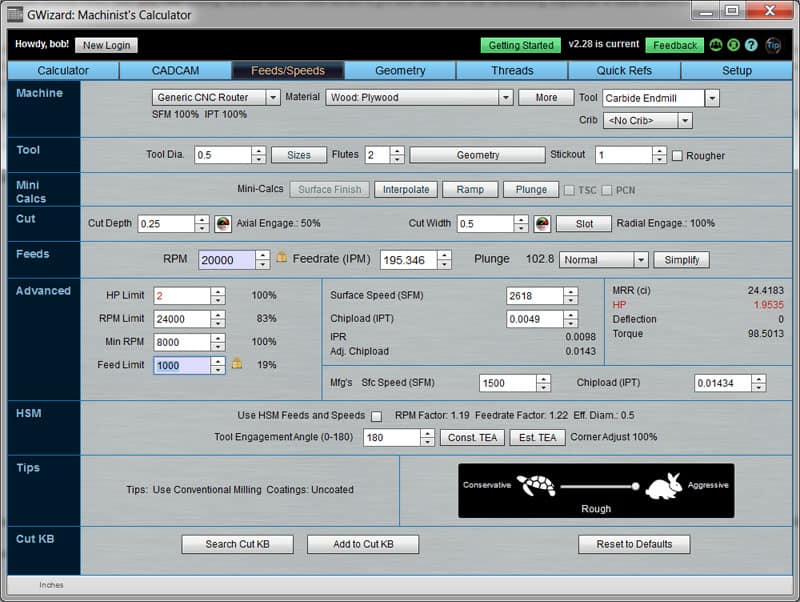
Reverse Engineering Surface Speed from a recommended RPM...
This is pretty simple to do. I selected "Plywood", a "Carbide Endmill", set my tool diameter (0.5") and flutes. Then, this is important, I chose a modest Cut Depth, 1/2 a diameter, so GW wouldn't fool around adjusting other things too much, and a slot. Lastly, I entered the mfg's recommended rpm, and I just chose the top of the range or 20,000 rpm. You could choose the middle if you like, but GW is good at adjusting these values for cut conditions. Now we can read the Surface Speed for the cut as being 2618 SFM (right there below the Feedrate).
Now we have everything we need to properly set up for G-Wizard using Manufacturer's Recommended Data. Let's try it on a little fancier cut. Let's use this 1/2" compression spiral and cut some shapes in 3/4" Plywood. Here's the Feeds and Speeds:
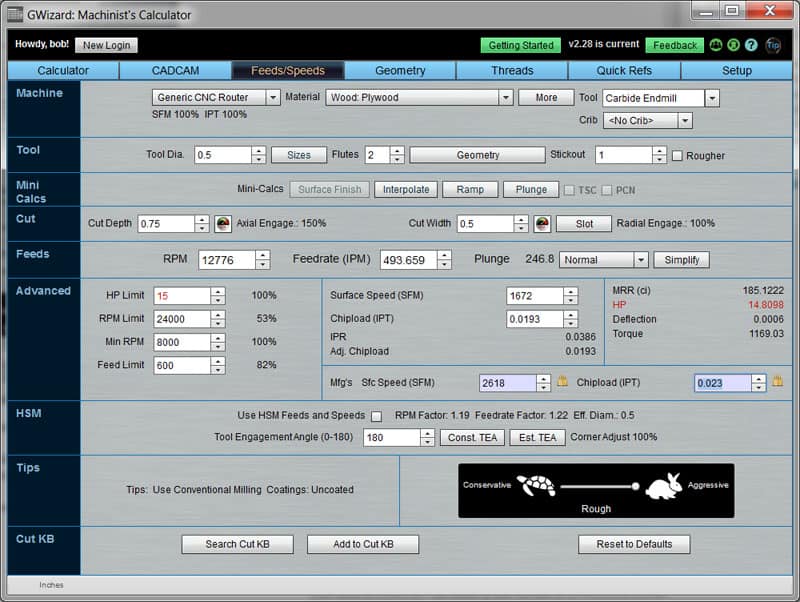
Notice how I put 2618 SFM and 0.023" into the Mfg's Sfc Speed and Chipload entries, respectively. That's how I'm telling G-Wizard about this particular tool's performance envelope as advertised by the manufacturer. Whenever you use a premium cutter, it's worth checking the Mfg's Recommended Data as you may get more performance than just going with the defaults. In this case, we're maxing out the 15HP spindle by running 12775 rpm at a feedrate of 493 IPM. That cutter is going to be flying through the plywood and G-Wizard has dialed things down to a limit of 14.8 HP to avoid stalling the spindle. It's interesting to note how it did that dialing back. A lot of times the Tooling Reps just tell you to bury it and go full bore-"Sure it'll take all that and more." But this is the Real World and we're buying not selling cutters. G-Wizard recognizes and accounts for a number of things in this cut:
1. We're about 1 x Diameter deep. Chips need a place to go or they build up and can break the cutter. The deeper the hole, the harder it is to evacuate the chips.
2. We're also doing a full slot. The more of the circumference of the cutter is working on cutting, the harder it is to fling those chips out into space. Once again, if they build up too much we can break the cutter. A slot is very difficult-half the cutter is actively chewing at the material. Corners can be worse, and straight plunges are the absolute worst. Note the plunge feedrate is dramatically less (247 IPM) than the straight slotting feedrate (493 IPM). So G-Wizard took the depth and width of cut and figured it had better derate the chip load from 0.023" to 0.0193".
3. With this cut, we are right at the limits of Spindle Horsepower. In fact, the reason the "HP" area and the "HP Limit" are red is because G-Wizard's first try exceeded our horsepower limit. The spindle would stall in that case and you'd probably break a cutter. So it has to pull back somehow. G-Wizard's first choice on the pullback is spindle rpms. The reason is that you get a lot of tool life benefit from fairly modest rpm decreases due to something called "Taylor's Tool Life Equations". So it's going to dial back on spindle to a preset limit (point of diminishing returns) to see if that will work. Once it hits that limit on rpm pullback, it'll try to reduce the feedrate. There's a limit here too-if we reduce it too much the cutter will start to plow and rub. In any event, GW has done its pull backs and now we have a workable cut that will maximize tool life while giving us as much Material Removal Rate as our spindle horsepower can deliver.
What would the cut have looked like with a more powerful spindle? Easy enough to answer, just override the HP Limit like this:
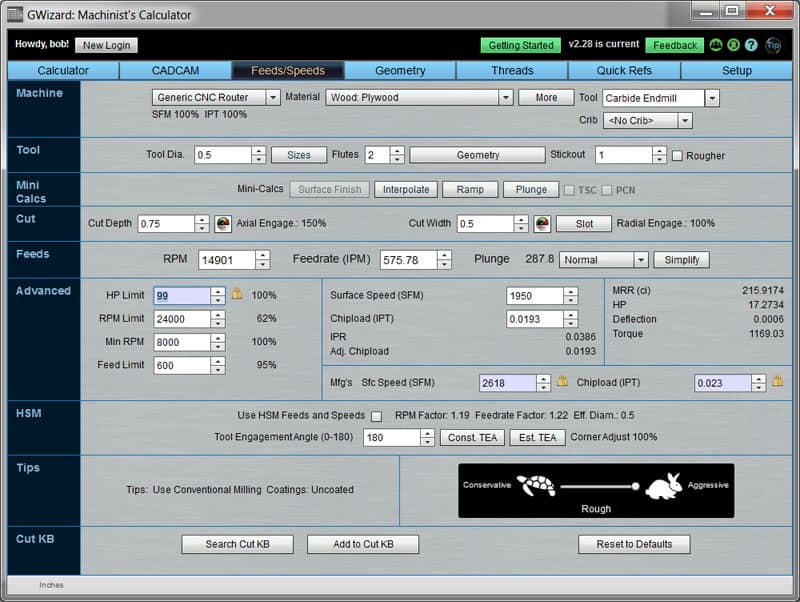
That's quite a cut-over 17 HP, 14901 RPM, and 575 IPM feedrate!
Now we can see exactly how G-Wizard derated for the spindle power limitations. G-Wizard considers over 50 variables when making its calculations. It's not always obvious exactly how they interact, and that's a good thing. It's hard to impossible to grasp how 50 different variables are interacting with one another in the human mind. I let G-Wizard worry about it, and you can too. Grab our free 30-day trial and check try G-Wizard Calculator for yourself.
One last thought:
When finishing, there are differences in feeds and speeds based on wood species. I have never seen manufacturer's offer this data by wood species, but G-Wizard can adjust the manufacturer's data to account for those differences. Its capabilities as a wood feeds and speeds calculator are unparalleled in that respect.
PS I'm not trying to sell or recommend Vortex cutters. I happened to be thinking about Vortex and these examples as I was helping a customer who was using them.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.