In just a few days, we received nearly 700 votes for approximately 75 distinct end mill brands. This survey turned out to be one of our most popular ones ever.
Here are the results:
Major Brands
The Major Brands accounted for 75% of the votes. The breakdown is as follows:
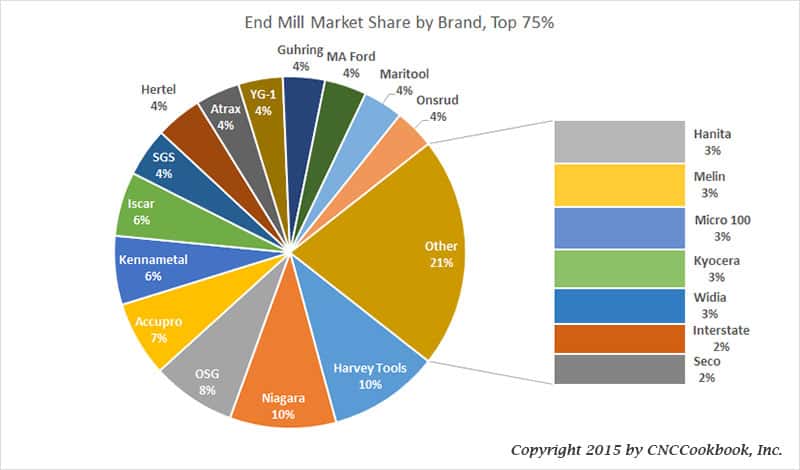
Major brand market share: these brands accounted for 75% of all votes...
The top two brands are Harvey Tools and Niagara, followed pretty closely by OSG, Accupro, Kennametal and Iscar.
Minor Brands
The remaining 25% of votes were cast for the following brands:
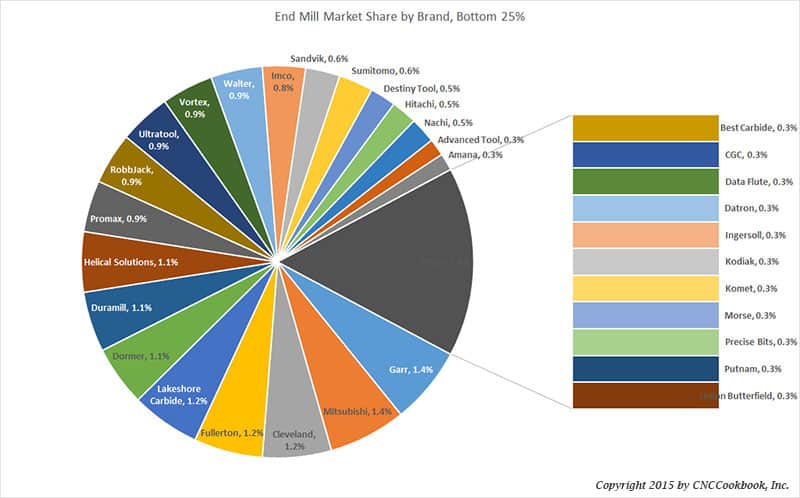
These brands account for the remaining 25% of votes...
Conclusion
There are a lot of different end mill brands in use out there. And nobody has the market sewn up by any means. Some are premium brands and some are economy brands. FWIW, I collected price information on a bunch of these brands, and looked specifically at 1/2" diameter carbide 4 flute end mills. I chose uncoated where possible and generally was looking for the lesser priced models in any particular brand's lineup.
A number of things stood out from the pricing analysis and going through the catalogs enough to find the standard model I was pricing:
- The average price of an End Mill of this kind was $63.89.
- The cheapest End Mills were in the $20-30 range, and often included a TiAlN coating at no extra charge. I know for a fact (having used at least one of these brands heavily and seen many good things reported about them) that you can buy a decent end mill in this range.
- You can get decent carbide end mills with coatings so cheaply it's hard to see why people buy much HSS, yet it seems to be out there. I have written about certain advantages for them, and there are definitely cases where they're preferably to carbide, particularly if your spindle speed is limited and you're working soft materials. But given the prices, it's hard to pass up using carbide for nearly every application.
- The most expensive ones were over $100, and ranged from $120 to $174. This was typically due to exotic coatings and other features. Like I said, some brands are premium and some are economy. There are many reasons a premium end mill might cost more in terms of what it costs to make them. The question you have to ask yourself is whether all that goodness is translating to something you value for your work. Is the expensive end mill enough faster to be worth the cost? It probably doesn't take too much before this adds up in a hurry, especially if you're working tough materials. Another question would be whether the exotic end mills last enough longer to justify their price. It's probably going to be some combination of these things plus perhaps some other special quality (perhaps an extra long reach for that ridiculously deep pocket) that lead you to the premium end mills. Just remember, they can cost a lot more money.
Speaking of all that, you spend $60 odd on average for a 1/2" end mill. What's it worth to you to get that end mill to perform better (higher MRR, better surface finish, or whatever "better" means to you) or last longer? I ask because it doesn't take much at these prices before you've easily paid for a 1 year subscription for our G-Wizard Calculator software out of either running your jobs more efficiently or saving on broken end mills.
I get so many notes from shops telling me what a difference G-Wizard has made for them. Some report tens of thousands of dollars of savings on their jobs in a very short time. One fellow recently wrote to chide me somewhat humorously that because G-Wizard was so good the shop owner was making him go through all their old part programs and re-run the CAM with new G-Wizard Feeds and Speeds so they could pick up the savings on recurring jobs. They were definitely impressed with what was possible.
Give G-Wizard a try. We have a free trial that makes trying it very easy:
Take me to the G-Wizard page so I can check it out
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.