This manual provides an overview of 11 strategies to significantly prolong the lifespan of your tools while minimizing tool wear. For comprehensive information on the causes and calculations of tool wear, as well as insight into tool life tracking, we direct you to our specific article on Tool Wear.
11 Tips to Increase Tool Life and Reduce Tool Wear
I just got a note from a G-Wizard Calculator customer wanting to know how to maximize his tool life and reduce tool wear. He's doing long production runs and wants to keep the spindles turning as much as possible. It was a good reminder that this is a topic on a lot of machinist's minds so here are 11 tips to increase your tool life with lots of links to even more in-depth information in each area:
1. Use the Right Feeds and Speeds
I have to start right here with using the right feeds and speeds. I can't help it-we sell a Feeds and Speeds Calculator that's simply the best thing for feeds and speeds since sliced bread. There are a lot of ways to go wrong with Feeds and Speeds, even for experienced machinists:
- If you think cutting speed formulas and a spreadsheet or hand calculator will work, you're making a big mistake.
- If you're thinking you can go by how the cut sounds, you're making a big mistake.
- If you're thinking you can't possibly go wrong by just slowing things way down, you're making a big mistake (that cutter will start rubbing before you know it).
- If you think you can just read the best feeds and speeds out of a handbook or tooling catalog, you're making a big mistake.
- If you're thinking CNC feeds and speeds are just like manual feeds and speeds, (yep, you guessed it) you're making a big mistake.
- If you think your CAM program will give you good feeds and speeds, you're making a big mistake (most have way oversimplified feeds and speeds calculations-G-Wizard considers 50 different variables).
You need to be using a Feeds and Speeds Calculator, even if it isn't ours (you know it hurts me to say that, but it's true).
2. Keep Deflection Under Control
Deflection kills endmills, sometimes in surprising ways, and especially carbide endmills since they're brittle and don't bend as easily as HSS endmills. Most machinists are unaware how much deflection they're running until it gets too far out of hand. But, a good Feeds and Speeds Calculator will tell you how much deflection your cut parameters will generate. A great one will help you optimize your cut parameters within deflection limits. Also, when you're setting up tools for use in many jobs, use as little Tool Stickout as possible.
3. Avoid Recutting Chips
I tell everyone I can to be paranoid about recutting chips. Make sure the coolant is set up to get rid of them. Sometimes flood coolant turns into "dribble" coolant because machines lack full enclosures and the machinist wants to avoid a mess. Use mist for those machines as the dribble just covers up the chips sitting in the cut so you can no longer see them.
4. Lubricate Sticky Materials
Built up edge or "BUE" is the technical term. Some materials have an affinity for what cutters are made of and they will weld chips onto the cutting edge which quickly results in a broken cutter. Aluminum is one such, but there are a lot of others. Look up the material and if it is prone to chip welding, you need lubrication. You can get it from flood coolant, mist coolant, or some tool coatings. What you can do is machine materials prone to chip welding with lubrication.
5. Add a Surface Speed Safety Factor
Given a choice between reducing surface speed (SFM or spindle rpms) and reducing chip load, surface speed is the one to go after for tool life unless you're breaking relatively new cutters, in which case you need to reduce chip load.
A slight reduction in surface speed can yield big dividends for tool life. Surface speed is all about how hot the tool can run and reducing it lowers the heat. Heat softens the cutting edge which means it dulls faster. You can see why reducing heat even a little can really increase tool life substantially.
G-Wizard Calculator has the ability on every machine profile to specify a multiplier for the calculated surface speed. It'll even tell you how much more tool life you can expect:
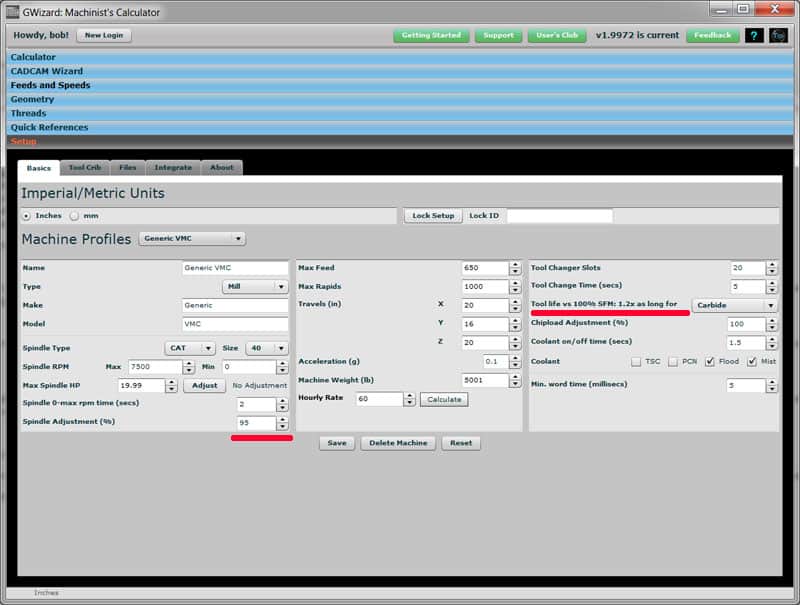
Reducing Surface Speed 5% can increase tool life 20%...
6. Dial Back the Tortoise-Hare Slider
G-Wizard has a feature we affectionately call the "Tortoise-Hare" slider:

The Tortoise-Hare slider can be used to emphasize either Material Removal Rate ("Hare" end) or Surface Finish and Tool Life ("Tortoise" end). Try dialing back more towards the Tortoise end when you're particularly concerned about Tool Life. What that will do is reduce both the Surface Speed and the chip loads, although it reduces chip load the most.
7. Use a Gentler Cut Entry in Your CAM Program
A lot of cutter wear starts on entry to the cut. You may even chip the edge there, especially in tough work-hardening materials. The solution to this problem is to adopt gentler entries. Avoid plunging the cutter. Instead, use one of these strategies:
- Ramp in, with a relatively gentle ramp.
- Helix or spiral in.
- Use a decent-sized indexable drill to create a hole for entry.
- For profile cuts and surfacing, arc into the cut.
We talk about all this and more in our Toolpath Considerations article from our Feeds and Speeds Cookbook.
8. Be Gentle Exiting the Cut Too
The other reason to check out that toolpath article is that how you exit the cut matters too for tool life.
9. Rough With Tougher Tools
Are you roughing with the same endmill you will use for finishing? Same size and geometry anyway?
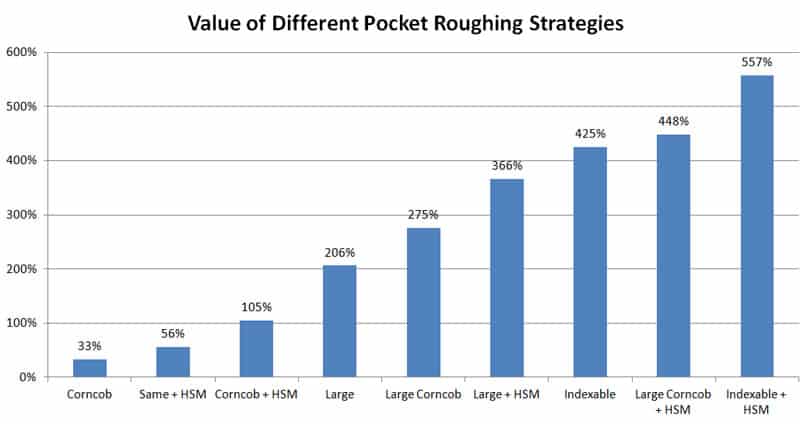
There are better approaches. Use a bigger tougher tool for the roughing. Indexable endmills and corncob roughers can take a lot more abuse than solid endmills. We've got a whole article for you on optimizing the tradeoffs when you're roughing to maximize MRR, but here's a summary chart:
When considering tougher tools, be sure to consider carbide. It is MUCH tougher than HSS or Cobalt tools. Most CNC'ers will be quite used to the idea of Carbide End Mills, but think carbide on drills too. Carbide Drill Speeds and Feeds are MUCH higher than HSS and Cobalt.
10. Spread Wear Over the Cutting Edge
Are you keeping your cut depths super shallow thinking that'll mean you're taking it easy on the cutter? Well, you are taking it easy, but unfortunately you're also concentrating all the wear on the tip of the flutes. They can only last so long that way. What you need to do is spread that wear over as much of the flute as you can by increasing cut depths. You'll have to back off cut width as a tradeoff and you'll have to watch out for excessive deflection, but once you have those two under control, you'll get a lot more life out of your cutters. This has another benefit in that it gives the flutes more "air cutting" time per revolution, which makes it easier for them to cool down as well as to get rid of chips. It can really turn down the heat in your cut, in other words.
11. Minimize Runout
Runout is a nasty business for cutters. It'll break tiny micromachining cutters in a heartbeat. Larger cutters it just wears out prematurely. Many tooling manufacturers estimate every tenth (0.0001") of spindle runout reduces tool life by 10%. That's significant!
Often, runout may not even be the fault of the spindle. It could just be that you've got a toolholder that's out of whack. You can measure your toolholders to see if you have that problem, and you can even "clock" them in to minimize runout.
If we're talking turning instead of milling, runout still exists. Misalignment of a twist drill versus the centerline of the axis is identical to runout on a mill. Check out our article on just how accurately you should be setting your turning tools relative to the lathe's centerline for more.
Conclusion
Phew! This has been kind of an Omnibus article just because there are so many factors affecting tool life, and so much content already on the site that I wanted to refer you to. Hope that helps, and if you have any tips of your own to help increase Tool Life, let us know in the comments.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.