What is Tool Stickout?
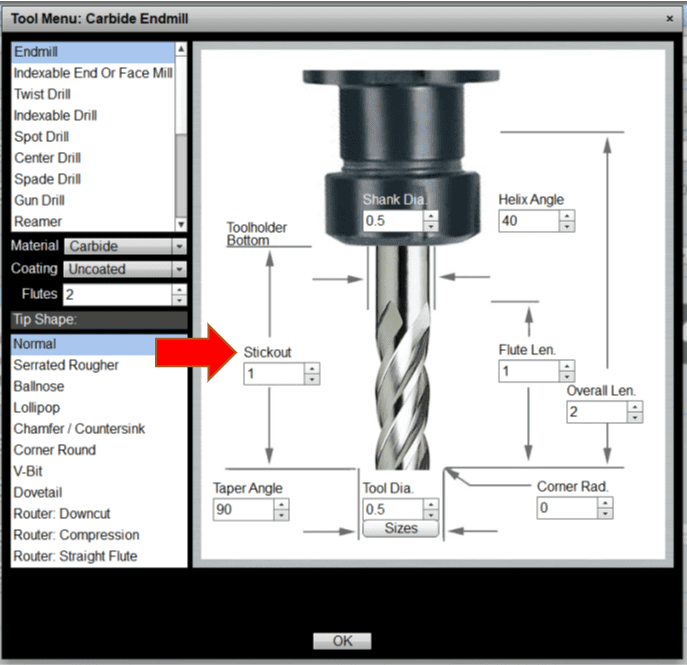
Tool Stickout is the distance from tip of tool to where the tool's shank goes into the tool holder or collet. It's one of the key dimensions G-Wizard asks for when you are setting up a tool:
Why is Tool Stickout Important?
Why is Tool Stickout so important when calculating Feeds and Speeds? Tool Stickout is one of the largest variables governing tool deflection. If you press on the tip of a tool with your finger, you can probably see it deflect, especially if it is a smaller diameter tool. It isn't hard to see that the more the tool sticks out, the easier it is to deflect. The last piece of the puzzle is that excessive tool deflection causes extreme tool wear. Uh oh, now you're seeing why stickout is important, right?
How Much Stickout is Too Much?
Somewhere early in my machining background I internalized the virtues of minimizing tool stick out. I remember very early purchasing a set of screw machine length twist drills just because they were shorter and less likely to flex than the jobber length many are used to from the hardware store. I could see and feel the difference quite easily. I also don’t buy many long cutters–they cost more money and you’re tempted to hang those lovely flutes out there too far.
But, not everyone has had the evils of excess stickout ingrained. Recently I was reading a post over on PM by a machinist who was unhappy at G-Wizard because he’d broken his endmill after running some feeds and speeds he got from it. Not a happy story. I hate breaking a cutter, although for me, it mostly happens when I fat finger an MDI move and rapid into something, LOL! BTW, I’ve trained myself just not to use G00 in MDI. Life’s too short, but I can be patient while the machine moves at a feedrate that is slow enough I can press the big red sphicter button if I screw up the MDI.
Getting back to our story, this fellow wanted to use a 1/2″ 4 flute Carbide EM to cut a 3/16″ wide (actually that was the widest, it was a diagonal cut along an edge) by 1/4″ deep cut. He got back feeds and speeds of 2353 rpm and 46 IPM. Not sure how he got to the latter, as I get 29 IPM from the G-Wizard when I enter the parameters as I mention on the post. But, as it turns out, I don’t think the 46 vs 29 IPM feedrate disparity is the issue. He posted a picture and sure enough the experienced hands of Practical Machinist immediately focused on his tool stickout. His 1/2″ EM looks like it is hanging down 3″ or so.
Turns out we can use G-Wizard to check this. If we take that cut and change the default 1″ stickout in G-Wizard to read 3″, as well as overriding the recommended feedrate to 46 IPM, there is an immediate warning–tool deflection is 0.002063″ and that’s lit up in bright red:
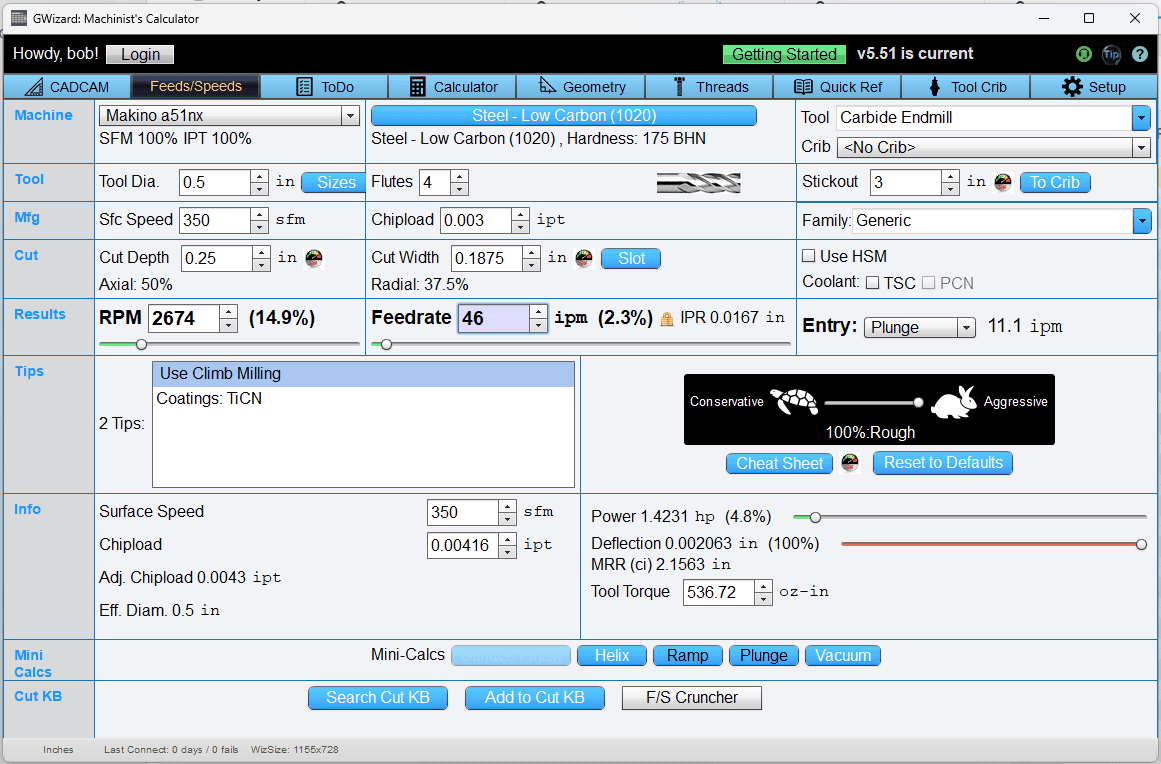
We recommend a maximum of 0.001″ when roughing, a figure several tooling manufacturer’s have confirmed, and this cut is producing nearly 2x that. Sure enough, the cutter broke.
Stickout is an interesting thing. A 1/2″ carbide EM seems pretty darned rigid right up until you hang it out far enough and pump some horsepower into it (that’s a 1.5 HP cut too). It’s interesting because of the deflection effects, but also because it affects chatter. Of course it makes sense for something that governs deflection so much to matter for chatter too. It’s worth making a New Year’s resolution to standardize your shop’s stickouts and not just let them turn out randomly. Make sure you have some really choked up on the cutter and some where it hangs out there so you have some reach. The reason to standardize is twofold.
First, you can type it into G-Wizard that much quicker if you can look at the toolholder with cutter and know because your shop only allows a few sizes.
Second, stickout is one of the parameters that must be held constant for chatter to be repeatable. The others are machine, tool holder, and tool. That’s surprisingly few variables to have to control, and the tool doesn’t have to be the exact same tool, just the same in the sense you’d reorder another one like it. By keeping those variables constant, and entering your cuts into G-Wizard’s Cut KB, you can eventually map out where the chatter zones on your machine are. You’ll wind up with an empirically-derived stability lobe diagram and a chance to radically increase your speeds and feeds.
Cool beans!
Tool Stickout Bloopers
I watch a fair number of videos on machining when I'm not busy producing content or writing software for CNCCookbook. It's surprising how many Stickout "Bloopers" you see when prowling videos of even prominent CNC YouTubers. Here are just a few I've come across:
175,000 views; 51,000 subscribers. Stickout is 7.6:1 in diameters. Max thickness cut in view suggest a stickout of 1/3 that much would've been better!

293,000 views, 5,300 subscribers. Stickout is 5.5:1. Here again, given the maximum depth of cut in the video, a stickout of about 1/3 this would've been much better.
47,000 views, 68,000 subscribers. 6.4:1 stickout. In this video, he came much closer to needing the full stickout, but still could've choked up on it to 2/3 this much stickout for better results.
Many machinists just stick the tool in the holder and go from there, not giving much thought to stickout, but here are some serious side effects when you have too much stickout. The more stickout, the more tool deflection for a given amount of cutting force. Tool Deflection is very bad for tool life, and also makes it hard to cut accurately if you tool is bent like a pretzel from deflection.
Get used to how tools with too much stickout look from the bloopers above. A rule of thumb-anything over 7-8x diameter on carbide and 3-4x diameter with HSS tools is too much. The closer you get to those numbers, the more trouble you'll have with tool deflection.
I think maybe people think long flute lengths mean more versatility-you can use the cutter on more jobs. But truth is just the opposite. Deflection will limit what you can do with such cutters. Instead, get the shorter flute lengths and push them up into the tool holder as much as you can. A rule of thumb would be keep as much stickout as you need for the cut plus one tool diameter for extra clearance.
We can do better at optimizing stickout, so let's get into it.
What's the Best Tool Stickout?
What's the optimal length of stickout for a tool from the tool holder? Whatever it happens to be? Whatever was the least stickout you could get by with and avoid having the toolholder hit the workpiece? Is there some other strategy to optimize stickout?
Tool Stickout is an important topic because it governs a lot of the limiting factors around using the tool. Stickout is the distance from the tip of the tool to where the tool shank goes into the tool holder. The longer that distance, the further the tool sticks out. That's helpful when you need the clearance, but increasing stickout can severely reduce the rigidity of the tool in the cut.
G-Wizard Calculator includes a Rigidity Calculator, so let's use it to get an idea of what I'm talking about. Suppose we have a 1/4" carbide endmill with a stickout of 3/4". If we can pull the tool up into the toolholder just 1/3 of the stickout, in other words, if stickout was 1/2" instead of 3/4", that tool would be 3.375X more rigid:
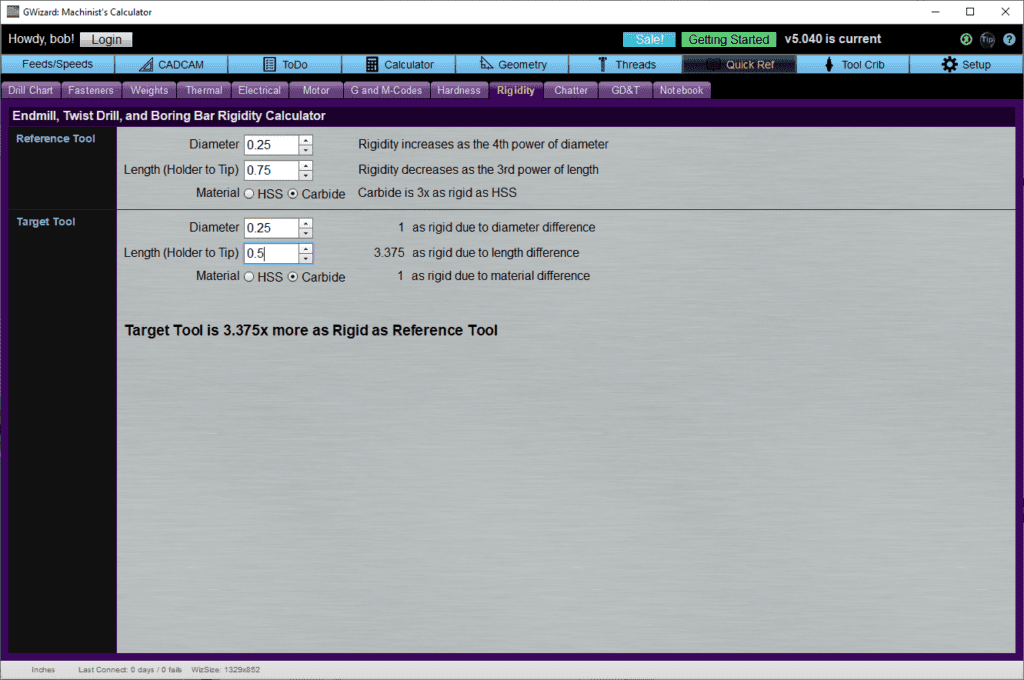
Suppose we can reduce that 1/2" of stickout to 0.430" of stickout-that's just 70 thousandths less. Turns out that's enough to increase rigidity another 50%. Even relatively small changes in stickout matter a lot to rigidity! And that rigidity can radically affect all sorts of important areas:
- Chatter
- Tool deflection
- Vibration and surface finish
- Tool life
- Tolerances.
Am I starting to get your attention?
Having a way to optimize your tool stickout so that you have just enough and no more can help you to achieve maximum productivity and tool life.
Factors that Limit Stickout
There are a four key factors that limit stickout:
1. Clearance: The tool has to stick out far enough that it can reach the bottom of any pocket or other feature without the toolholder contacting the workpiece. If you've got a 1/2" deep pocket, you can't cut that pocket (at least not all of it) with a tool that only sticks out 1/4".
2. Coolant Access: Imagine you're using a relatively large tool holder, say an ER32 collet chuck, and a 1/4" end mill like the one from our rigidity example. The ER32 nut is significantly larger around than the endmill. Now further let's suppose we've seriously minimized the stickout. We're cutting a 1/2" deep pocket and we have stickout of 0.600"-so there is only 1/10 of an inch between the bottom of the tool holder and the top edge of the pocket. If you visualize that situation, it's going to be darned hard for the coolant to get through that 1/10" gap to the cutter and down into a 1/2" deep slot with any force. Chip buildup will be a problem.
3. Length of flutes. You don't really want the toolholder choking down on flutes, you want it on the tool shank. Excessive flute length will force a minimum stickout. Use the shortest flutes the job will allow when selecting an endmill.
4. Same tool on lots of jobs. You've got a tool in the tool changer, or in a toolholder. If you use a CNC Router, there's one in your spindle. You didn't optimize it for this particular job, but you want to save the time and just run it on this job. So, stickout is what it is and you need to move forward.
There's not too much we can do about clearance around the workpiece, but for coolant access, we can try to minimize the toolholder's diameter so it blocks less. Instead of grabbing the biggest collet chuck you have, grab the smallest one that can accomodate your endmill. We can also try to orient the coolant nozzles to shoot down into the hole instead of bouncing off the toolholder.
With these understandings in place, let's consider three strategies for optimizing tool stickout.
Strategy #1: Minimum Stickout With Clearance
With the caveats of coolant access and flute length in place, the most obvious strategy is to minimize stickout for each tool and each particular job. To do so, we need to be able to take measurements of how far below the top of stock each tool will go for a particular job, and we'll need some idea how much additional clearance may be needed to clear clamps and other fixture parts as well as any part features that may stick up and be in the way. One easy way to quickly get an idea of how much clearance each tool requires is to use our G-Wizard Editor. As part of loading and simulating a program, it produces a tool table on the Tools tab that has the lowest Z coordinate used for each tool:
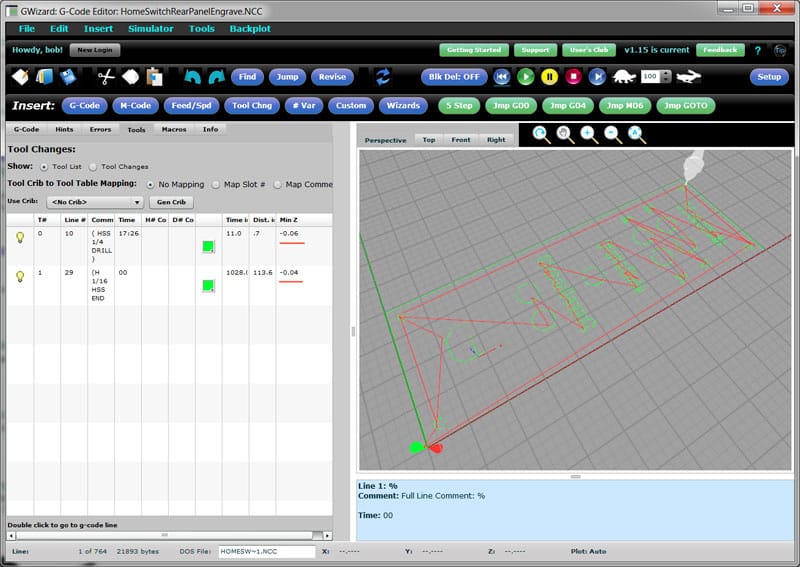
The minimum Z for each tool is in the "Min Z" column in the Tools Table. This is a new feature in GWE v1.15...
This particular program is one of our stock sample files and it is an engraving program for a thin aluminum electronics panel. There are two tools, one with a minimum Z of -0.060" and one with -0.040". Given that it is an engraving job, not much stickout is needed, so we can keep tools short. By using G-Wizard in this way, you can tell exactly how much stickout a given program needs. Of course you'll have to know what Z corresponds to top of material and do the math as well as adding an allowance for any fixtures, clamps, or part features that might be close enough to get in the way, but you can save yourself a lot of time this way as well as winding up with really optimal stickouts that maximize rigidity.
Strategy #2: Fix Stickouts as Needed
Okay, you've got the tool in the tool holder, you entered your stickout into G-Wizard, and it's giving you a deflection warning.
Darn!
But, no worries. First, G-Wizard lets you optimize multiple variables to fix a deflection warning:
- Cut Depth
- Cut Width
- Tortoise-Hare Slider
- Stickout
Yup, you may not have to touch the tool at all, just change one of the other parameters. You can find the exact value needed by clicking the little speedo button next to the parameter (arrows point to speedo buttons):
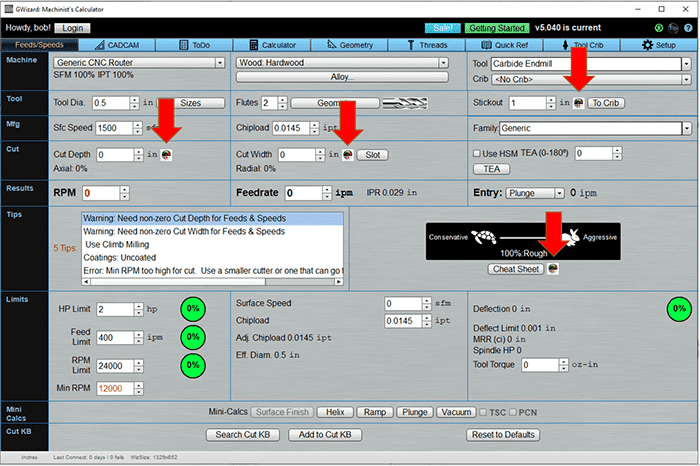
G-Wizard will calculate the maximum value of the parameter that doesn't trigger a deflection warning with one click.
Strategy #3: Standardized Stickouts to Facilitate Chatter Management
Is there any reason not to always use the minimal stickout for each job? Can any advantage be gained?
This is a question of what sorts of jobs your shop runs and how you approach the problem of chatter. If you're going to manufacture lots and lots of the same parts, you will need to optimize the cycle time and that's going to come from getting the minimal stickout for the particular job. If, on the other hand, you do lots of different parts with short runs, setup time becomes your limiting factor as each new job requires a different setup. You can get tired of unloading the toolchanger, resetting all the tool stickouts, and then reloading pretty fast.
Chatter also complicates the question from two standpoints. First, if you use the same stickouts, chatter is a repeatable phenomenon. In other words, with the same kind of tool holder, endmill, and stickout, you'll get chatter at the same spindle rpms each time. Knowing this, you can map out some optimal rpms to get what's called stable milling without chatter. For more on all this, check out my article on chatter in the Feeds and Speeds Cookbook.
Since changing the stickout will also change the chatter frequency, it is sometimes helpful to vary stickout to achieve a more optimal spindle rpm range when cutting.
These are relatively sophisticated considerations that seem very job-specific, so how can we come up with a strategy that helps a shop optimize its overall results?
One answer is to standardize tool stickouts and choose several values for each tool diameter. Let's take our 1/4" endmill. Perhaps your shop will use 3/4", 1/2", and 3/8" stickouts, or some such. The point is to document your shop's standard stickouts and stick to using stickouts at one of the documented numbers. To set up a job, you'd run a report such as G-Wizard Editor produces that shows minimum stickouts. Then you'd find the standard stickout for your shop that was closest to but larger than the minimum. That's the one you'd use, and hopefully there are holders already setup with endmills in the standard stickouts so you can just grab one if you don't already have one loaded.
Now let's say you hit chatter. Since you've standardized stickout, endmill, and tool holder, you can be assured you're going to get chatter at that spindle rpm on that machine any time you run at that rpm and drive the cutter hard enough to chatter. So, you adjust the spindle rpm (try both more and less, you're just trying to get out of the chatter zone and stop the resonance) until the chatter is minimized. Hopefully, you've even got a record you can refer to that tells you what worked in the past. If you're using GW Calculator, you can use it's Cut Knowledge Base to track these things.
With a system like that, you'll go through a period of experimentation until you've mapped out how to minimize chatter for your standard cutter configurations, and then you'll be able to go forward very quickly from job to job. There are even tools available to help you standardize stickout lengths, such as Stop-Loc.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.