You didn't provide any text for me to rephrase. Please provide the text.
Machinists are familiar with spot drills-they're stub length and have little or no flutes.
These little drills are designed to be extremely rigid so that they can precisely spot a hole for a twist drill. Maximum meat in the shank keeps them on target.
The goal is to use the spot drill to make a little dimple in the workpiece that keeps the twist drill from walking so that the hole winds up in the right place.
When Must I Use a Spot Drill?
Whether to spot drill or not has nothing to do with how deep a hole is. For example, whether you're peck drilling or not has no impact on the decision of a spot drill.
A drill's purpose is to ensure the hole is accurately located. The short spot drill is very rigid, and the spotting motion is unlikely to deflect.
However, if you use a carbide drill, or a screw machine length drill, spotting is typically not needed. The carbide itself is so rigid compared to HSS that the drill will go where it is pointed. As a matter of fact, most manufacturers recommend against spotting either a carbide twist drill or an insertable drill because it is easy to chip the carbide in the dimple.
Screw machine length twist drills are much shorter, so they're less likely to flex as well. In general, you'll save a lot of time if you can avoid spot drilling. Investing in a set of screw machine length twist drills is well worth it. I hardly ever use the jobber length bits.
Screw machine-length twist drills are shorter and more rigid than jobber length. They don't need to be spot drilled.
There are times when you won't be able to avoid a jobber length drill because the hole is too deep for a screw machine drill. In that case, you could spot drill to start the twist drill, or you could drill the shallow part of the hole with a screw machine length and then switch to the longer drill. Either way, you're facing a tool change, so it's six of one and half a dozen of the other.
One other factor to consider is Drill Bit Angle. The larger the angle, the more likely the tip is to wander. So, for example, if you use a 135 degree angle, you may want to consider spot drilling. This is particularly true if you have ground a split point on your 135 degree drill bit.
Can I Use a Center Drill Instead of a Spot Drill?
A lot of machinists use center drills for spotting instead of true spotting drills.
Center drills are intended to be used to create a hole suitable for a lathe center. They have a 2 part tip that has a small pilot as well as the larger countersinking area of the bit.
While center drills are available more cheaply than spot drills, they have some disadvantages. The small pilot tip is very delicate for example, and if it breaks, the drill will quit cutting.
Not a happy thing if you're running a job that involves spotting a lot of holes.
Another problem is the countersink angle of center drills is typically 60 degrees. When spotting, you want a countersink angle that is larger than the twist drill's angle if possible. The narrower the spot angle, the more near the outside diameter of the twist drill first contact will be. If the twist drill's flutes aren't perfectly sharpened, one will contact the spot hole before the other and the drill will try to deflect.
Here's what it looks like for a 90-degree spotting drill, it's even worse for a 60 degree center drill:
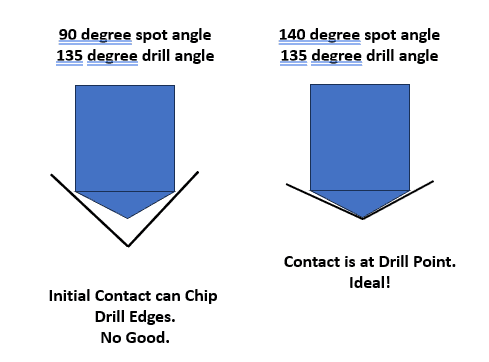
This defeats the purpose of spot drilling and can result in a less accurate hole. The broader angle of a true spot drill means the tip of the twist drill cuts first, which makes for a more accurate hole. Lastly, the web of a spot drill is typically thinner than a center drill, so it cuts more easily and with less heat.
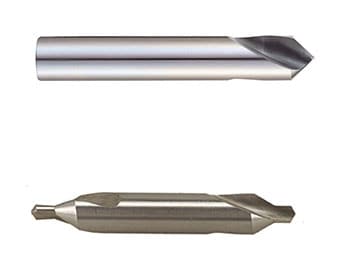
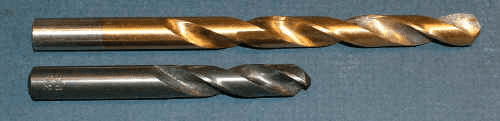
Spot drill (top) is a better choice than a Center drill (bottom)...
Should I Use a Drill Chuck or Collet Chuck for Sport Drill?

The choice of whether to use a Drill Chuck or Collet Chuck for a Spot Drill or any other Twist Drill is a divided one, because we're optimizing two parameters and there is a different choice for each.
For best accuracy, use a collet chuck for your spot drill and twist drills. Traditional drill chucks are less accurate and setscrew endmill holders are worse.
However, for holding power, the drill chuck is the winner. Here's why:
- The Drill chuck concentrates its grip in 3 places. That grip is so powerful, it often marrs the shank of the twist drill if the metal isn't hard enough to resist. A Collet, by contrast, spreads the force evenly 360 degrees around the shank. You can easily see why that leads to less grip.
- The internal workings of drill chucks use wedges to create a significant mechanical advantage when tightened. This leads to a lot more gripping force than a collet achieves.
In the end, I recommend using the collets for smaller drills, say 1/4" and under, and the drill chucks for larger diameters that need more holding power.
Who Makes the World's Best Screwdrivers?
Seriously. And don't think it's Snap On or Craftsman.
Listen, I love "World's Best" articles. Why? Because no matter who you are, you deserve to experience the very best. Particularly the very best of something you will use often, like a screwdriver. So check it out and see. We'll show you 8 brands that are far better than the average screwdriver.

Consider Carbide Spot Drills and Center Drills for Good Wear Resistance
These are stout little tools that see a lot of use. Consider carbide for its good wear resistance.
Spot Drill Tips and Techniques
- When you spot the hole, let the spot drill dwell briefly at the bottom of the hole to ensure a smooth surface for the twist drill. G82 is typically a better cycle to use than G81 for that reason.
- Have you noticed the similarity in shape between a chamfer tool and a spot drill?

Well, you can chamfer just fine with a spot drill. Give it a try, it might save you a slot in your toolchanger.
-
While we're on the subject of what else you can do with a Spot Drill, try counterboring for flat head cap screws.
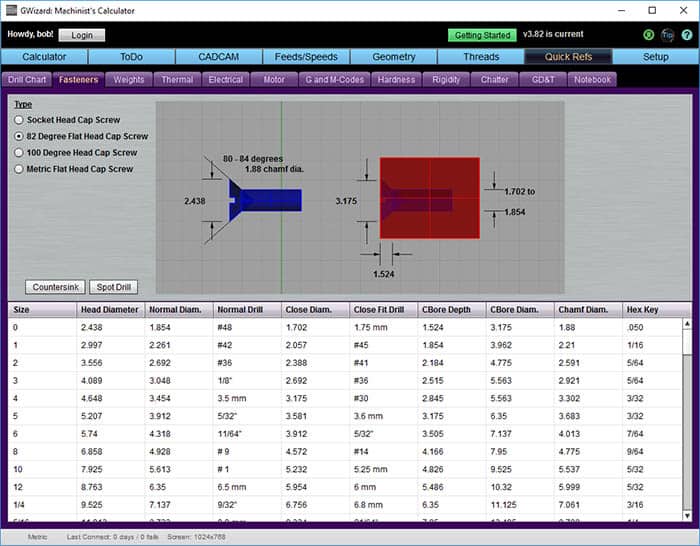
Rather than spot drill, drill, and then countersink, let's kill 2 birds with one stone. The one fly in the ointment is that the countersink spec for US flat head cap screws calls for an 82 degree countersink, whereas spot drills are most commonly 90 degrees. This immediately led me to produce the following little chart that lays it all out:
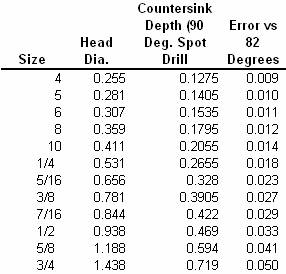
First we have the size of the bolt, followed by the expected diameter of the head according to a manufacturer on the web. We can apply a little bit of geometery and realize that for a 90 degree angle, the cone of the cap screw is the hypoteneuse of a right isosceles triangle and 1/2 the head diameter is therefore the depth. Now a little trig and we can figure the error between the 82 degree countersink and our 90 degree spot drill's countersinking. As you can see, it isn't miniscule, but I doubt it is the end of the world either.
Note that 82 degree spotting drills are also available, though in fewer sizes. They will be spot on with no error (sorry for the pun!). As far as I can see with a quick check, 82 degree and 90 degree spotting drills cost the same. You will have to buy a pretty good sized diameter spotting drill given that you need one at least equal to the head diameter of the flat head cap screw you end to spot and countersink with it. A 3/4" diameter spotting drill is only good for 5/16" and smaller screws. These spotting drills are not cheap, and cost about 2x what a countersink does, so you'd better be able to justify that with the time savings. I think I would learn to sharpen drill bits in short order if I was planning on doing very much of it.
-
So, we can spot drill, counterbore, and chamfer. But guess what, there's more! You can also use your spot drill as a V-Bit engraver too!
Check out this video of a Nine9 NC Indexable Spot Drill spotting, chamfering, and more:
- All bets are off when micromachining. You can increase tool life considerably if you spot drill a dimple 5% larger than the micro-drill's diameter.
- If you're going to do all these cool tricks with a spot drill, you're going to need to do some geometry calculations. Fear not, our G-Wizard Calculator has some awesome tools to help:
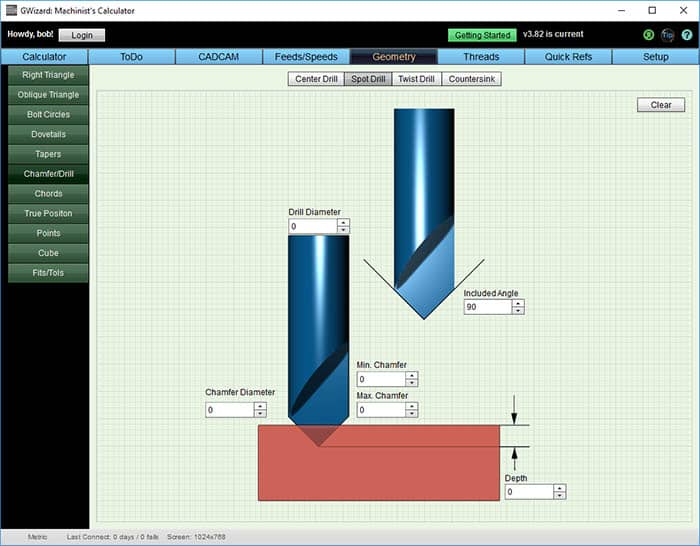
Calculating depths versus diameters for various sizes...
The Calculator covers spot drills, center drills, counter bores, and more. Plus, there's even a database of fastener counterbore sizes:
Now here's what's even more awesome-you get these useful Calculators and a whole lot more entirely free and for life just by signing up for our free 30-day trial. That's right-those features go right on working when the trial ends. Cool beans!
Sign up today:
Try G-Wizard Free for 30-days
For more Twist Drill Techniques, check out our Twist Drill Tips Page.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.