Introduction
Creating holes is a regular part of the CNC Work, hence doing it quickly and accurately is crucial. This article serves as your comprehensive handbook on twist drills, the production of holes, and all other aspects related to producing holes on CNC Mills.
Twist Drills

The ubiquitous twist drill was probably the first cutter each of us used, perhaps in a handheld electric drill. While only machinists have end mills, most any home do it yourselfer has twist drills on hand.
But there's more here than meets the eye. Statistics show that holes are by far the most common feature CNC machines make. In addition, the Material Removal Rate of twist drills is outstanding, and usually better than equivalent sized end mills. It may even make sense to drill a bunch of holes in a grid over your pocket and then machine the web between the holes out with an endmill.
Like endmills, twist drills come in different sizes, coatings, materials, and lengths.
Twist Drill Sizes
Twist Drills come in a lot more diameters and sizes than endmills. This should probably come as no surprise given how popular holes are and how hard it is to use the same twist drill to make different sized holes, whereas endmills can be a lot more flexible.
In additional to fractional Imperial and Metric sizes, there are special sizes such as number and letter sizes. G-Wizard Calculator has all this in its Drill Sizes table.
HSS, Cobalt, and Carbide + Coated or Uncoated
If you need the toughness and rigidity of carbide drills for working tough materials (like titanium or tungsten for example) with high productivity, there's no substitute. For most others, buy a full index of either HSS or Cobalt. I heard of one shop that bought HSS and a box of Cobalts. The Cobalts went in the Tool Crib and were used to replace the HSS twist drills as needed. The assumption was that the ones that needed it were getting a lot of use and were worth upgrading.
Coated or uncoated is a matter of preference. Coatings can help but seem to be a little less impressive than on Endmills, probably because most twist drills are not carbide.
Screw Machine or Jobber Length
Twist drill lengths can vary as well. Most non-machinists are used to jobber-length twist drills, such as those pictured above. Here's how the two compare:

Screw machine length drill is same diameter but much shorter than the Jobber Length. It's also much more rigid. Thanks to www.mini-lathe.com for the image.
Because they're shorter, they're also much more rigid. The hole they make is likely to be more true and you're less likely to break one. Most machinists prefer to use screw machine length twist drills wherever possible for those advantages.
Silver and Deming Drills
Typical sets of twist drills only go up to 1/2" in diameter. To drill bigger holes you may want to use what's called a "Silver and Deming" drill.

For larger holes try Silver and Deming bits...
These bits have a 1/2" shank and much larger flutes. The shank is kept small so they fit standard drill chucks. A couple of thoughts here. First, standard drill chucks are not very accurate and for CNC Machining we'll often use collet chucks instead. Second, big twist drills can soak up a lot of horsepower so make sure your machine is capable of driving one in the material and conditions you've chosen. G-Wizard Calculator can automatically make the power calculations and warn if your machine isn't up to it. It will even compensate for your CNC machine's power curve.
Show Me How To Improve Speeds For




Parabolic Flutes for Deep Holes
Drilling really deep holes is hard. Once the hole is deep enough, it's very hard to extract the chips while continuing to drill deeper. If they pile up and block the flutes, you're going to break the twist drill off in the hole, which is always a mess and a nuisance to clean up. One innovation that helps a lot for deeper holes is called "parabolic flutes." These bits are more expensive than conventional twist drills, but they can go quite a lot deeper and so they're darned well worth it if you application demands deep holes. "Deep", BTW, is all relative to the diameter of the twist drill.
For more information on parabolic drills, see our blog post on the topic. G-Wizard will calculate feeds and speeds for parabolics as well as warn when your hole is deep enough to require parabolic flutes.
Parabolic Drills are great, but they can only take you so far. For a complete Guide to Drilling Deep Holes, click through the link.
Keep ‘Em Sharp
You'll be using the heck out of your Twist Drills and nothing is more annoying than a dull bit. There's a lot of life left in the twist drill if you can sharpen them. Drill bit sharpeners are available at every price range or you can sharpen by hand at the grinder. I use a Drill Doctor which is cheap and cheerful, has all the right adjustments, and makes it super easy to have sharp twist drills on hand at all times.
Spot Drills and Center Drills
These two are special purpose drills, but their purpose is one we'll likely use a lot. In theory, there's no point in using a Center Drill on a mill. Center Drills are intended to create a hole in the end of stock for a tailstock on a lathe. Their secondary "pilot" tip makes them more delicate than spot drills. However, many machinists will grab one anyway if it is handy and use it as they would a spot drill.
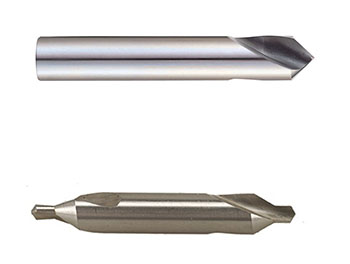
Spot Drill at top, Center Drill at bottom...
Neither has flutes that go very far and they are just used to "spot" a small depression for the twist drill to get a good start on. You don't always need to spot a hole, especially with screw machine length drills. For more information on when it's necessary, see our blog post on When to Use a Spot Drill.
Indexable Drills
Given just how often our machines need to make holes and the advantages of indexable tooling for end and face milling, it should come as no surprise that indexable drills are available too. These are generally best used for larger holes. Not a lot to know here at the basic level other than to keep in mind that they exist and can save you quite a lot of time on a job.
Twist Drill Feeds & Seeds
Twist Drill Feeds and Speeds is a complex topic, and we have prepared a detail article that covers it:
[ Twist Drill Feeds & Speeds ]
That article covers important topics such as:
- Hole entry conditions
- Drill Bit Point Angles
- Spot Drilling and Pre-Drilling to Accurately Position Holes
- Deep Hole Drilling and techniques such as Peck Drilling and Through Spindle Coolant
Drill Chucks: The best ways to hold your twist drills.
Gun Drilling & BTA Drilling: When you need to go WAY deeper than a twist drill ever will.
[ Back to Our Total Guide to Holemaking Tools ]
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.