Gun Drilling & BTA Drilling: These are the right tools for the absolute deepest of Deep Hole Drilling. "Deep Hole" is defined by drill diameters, and specifically the depth to diameter ratio. When used properly, gun drilling can produce straight holes that are much deeper than conventional style drills are capable of.
Here's some quick information on various deep hole drilling solutions from our Deep Hole Drilling Guide:
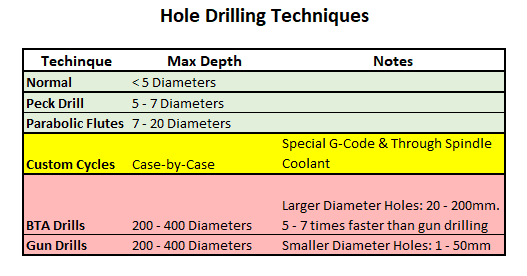
The depth to diameter ratio chooses the right process to produce straight deep holes...
While we can use special g-code such as the Conversational Programming of G-Wizard Editor to extend the reach on deep holes beyond Parabolic Flute Drills and Peck Drilling, to go really deep takes even more specialized tooling. Premium solid carbide twist drills are all done by 20 diameters, to maybe a bit more with hand tuned custom cycles.
Typically, Gun and BTA Drilling are done on special deep hole drilling machines that are designed for the purpose. Such machines are capable of contra-rotating both the cutting tool (Gun or BTA Drill) and the workpiece, which gives the best results on large depth to diameter ratio holes.
Gun drilling can also be done on a lathe, but the disadvantage is that the lathe can only rotate the workpiece and not the drill at the same time.
Straight deep holes are not easy!
What is Gun Drilling?
Gundrilling developed to help make straighter more accurate gun barrels. As you can imagine, deep straight holes are critical to accurate gun barrels.

It uses a fairly simple geometry solid carbide tip on a long, thin cutting tool that pumps fluid through the core of the tool to flush chips from the tip back out through generous straight flutes:
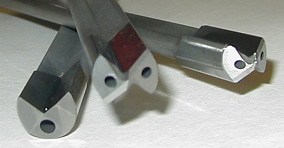
Gun Drills by Sterling
The tips are similar in geometry to solid carbide twist drills except there is no twist-the flutes are straight. Coolant under pressure forces the chips back out along the length of the grooved shaft. These tips are either solid carbide or brazed carbide-it takes a tough cutting tool to deal with these depth to diameter ratios.
Gundrilling equipment for deep hole drilling consists of
- A thin cutting tool with solid carbide cutting edge(s), the gun drill itself.
- Toolholding components to pump the coolant and evacuate chips.
- A machine-either a lathe or a dedicated gundrilling machine.
Why does gundrilling work better for straight deep holes? It's all about the chips. In a deep hole, it gets harder and harder to remove the chips as depth to diameter ratio increases. The deeper the hole the more difficult chip removal becomes. Pumped coolant at a pressure that guarantees chips are blown back out of the hole together with an avenue the chips can move through are key.
Add a solid carbide tip and you've got a gundrill for virtually any material.
When to Consider Gun Drilling
Among deep hole drilling solutions, choose gun drilling when:
- Hole depths are greater than 20x.
- Deep Holes would require reaming or honing to meet tolerances. Gun drilling requires no reaming or honing because the surface finish of the drilled hole is already very good.
- With drilled diameters of less than 20mm. Larger diameter deep holes can be done more efficiently with BTA Drililng.
Deep hole drilling can be done on virtually any material when these conditions are met.
Sometimes even relatively shallow holes (by gun drilling standards) benefit from gun drilling when straightness, diameter, and surface finish requirements are high. The hole size, finish, and straightness of a gun drilled hole are all higher than with twist drilling and other deep hole drilling solutions, so eliminating a second reaming or honing op via gun drilling may save time.
Solid carbide twist drills are not always the answer.
Gun Drilling on a Lathe
While gun drilling can be done on a lathe, it is better done on a special-purpose deep hole drilling machine. The advantages of the deep hole drilling machine include the ability to rotate both workpiece and gun drill (in opposite directions), whip guides to support the long drill and workpice, plus high pressure coolant for better chip evacuation.
Contra-rotating tool and workpiece contributes to straighter drilled holes. Dedicated deep hole drilling machines also have more sophisticating monitoring of loads and coolant pressures that correctly identify when the tool is dulling and needs to be changed.
Anthony Fettig, CEO of UNISIG, says the dividing line is at about a 40:1 depth to diameter ratio. That's the point where purpose-built deep hole drilling machines start to have a significant performance advantage over using gun drills on conventional lathes and milling centers.
Even so, gun drilling on an ordinary lathe can still be effective. Here's a gun drill in operation on a manual engine lathe with just a mist coolant unit:
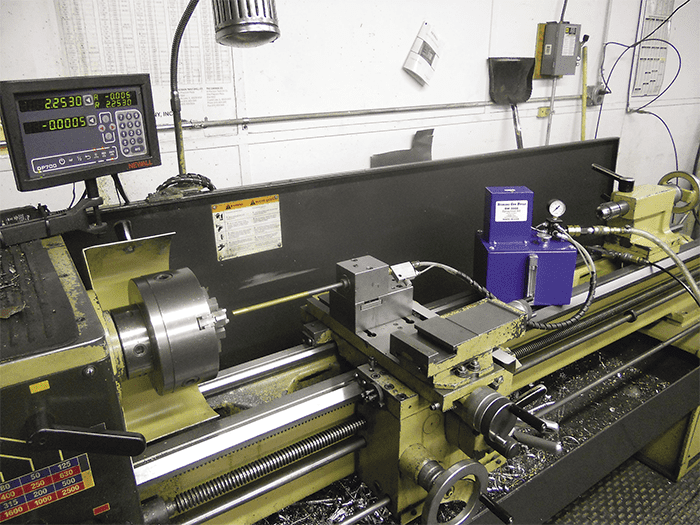
Image via CTE Magazine.
Such a simple rig will take holes to much greater depths than ordinary twist drills can reach.
Given that whipping can create a real safety hazard as well as completely destroying the gun drill, some important procedures must be followed when gun drilling on lathes without whipping guards:
- Create a pilot hole at least 1 to 2 diameters deep and 0.0005 - 0.001" larger than the gun drill.
- Position the gun drill in the hole before starting rotation.
- Always stop rotation before removing the gun drill from the hole.
- Consider a steady rest on the lathe to help stabilize gun drills. If you don't have a steady rest, you may have to use a series of progressively longer gun drills. Try to keep less than 40 diameters length of gun drill unsupported.
- When using mist instead of high pressure coolant, reduce feedrates by 60%. The smaller the hole, the more important higher pressure coolant becomes.
Gun Drills are happier with cutting oil than typical water soluble coolant used with CNC. Keep the coolant temps below 80 degrees F so you don't lose viscosity on the oil. All that is telling you is that where coolant is concerned, lubrication and keeping chips evacuated is more important than cooling.
Check with application support for specific coolant recommendations based on the depths of your hole and the tool in use.
Coolant guidelines for gun drilling:
Diameter
Ideal PSI
Min PSI
GPM @ Ideal PSI
0.125
1500
500
1
0.187
1150
400
1.6
0.250
925
350
2.5
0.375
675
300
4.5
0.500
525
250
7
0.625
450
200
10
0.750
400
175
14
1.000
300
150
20
1.250
250
125
28
1.500
200
100
36
Another area to fine tune for your particular application is the nose grind or geometry. If not specified, most gun drills have a N-8 nose grind and R1 relief. This is fine for steel or inconel. But, in the case of aluminum or brass, you're better off with an N-4 nose grind and R4 relief. Consult your gun drill manufacturer for best results as they're the experts.
Gun Drilling Feeds and Speeds
Our G-Wizard Feeds and Speeds Calculator will figure Gun Drill feeds and speeds for various depths:
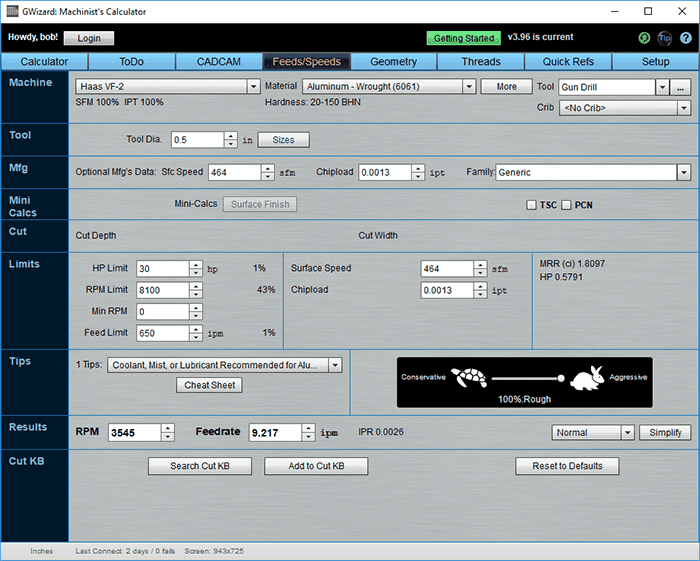
In fact, G-Wizard can produce feeds and speeds for nearly all deep hole drilling solutions needed to manufacture your parts.
You can download and be using G-Wizard today!
Gundrill Types
Choosing the right tooling will maximize your performance.
Single Flute Gundrill
A single flute gundrill is the most common design. A single flute with straight, not-helical flutes will produce shorter chips which are easier to evacuate than long ones.
Double Crimp Gundrills
The term Double Crimp essentially means cutting with 2 flutes. Double crimp gundrills have 2 chip evacuation flutes, but they're smaller than a single flute gundrill, so they must be used on a metal that produces smaller chips like cast iron and aluminum. Because double crimp gun drills have 2 flutes, they can operate a higher feedrates than single flute gundrills.
If you're in doubt about whether a double crimp will work in your application, share your specific requirements with applicaton support at your vendor.
Related Tooling
High Precision Rifle Buttons
High precision rifle buttons (or rifling buttons) are precision carbide tools for cutting the rifling grooves on a gun barrel. A rifle button can be pushed or pulled through the barrel, but this is done without rotation (so more like a broaching operation).
Push and Pull Reamers
A push or pull reamer may be used to remove 0.003" to 0.004" of material before using a rifle button. This ensures accurate ID and good surface finish of the barrel.
Gundrill Wear
It is important to remember that the most critical interface where the carbide tip is subject to the most traumas is the entry and exit of the part whenever the boring cycle is interrupted. Tool life should improve if you minimize interruption of the boring cycle to avoid that critical interface.
What is BTA Drilling?
There are several differences that separate BTA Drilling from Gun Drilling:
- BTA Drilling involves a drill bit mounted on a long tube as tool.
- Chips are evacuated through the center of the tube and coolant flows around the outside of the tube, which is a smaller diameter than the hole.
- BTA cutters are either brazed or inserted carbide, not solid carbide.
BTA stands for Boring and Trepanning Association. BTA Drilling can achieve feedrates that are 5-7 times that of Gun Drilling, hence it can deliver a lot faster boring cycle. The downside is the tooling is bulkier, so it can only be used on larger diameter holes.
Here's a simple animated diagram showing how BTA Drilling works:
In-House Deep Hole Drilling Solutions?
Many shops outsource deep hole drilling solutions for metal, particularly when there is a need for BTA Drilling or the kind of very deep holes where dedicated deep hole drilling machinery really shines. However, if your manufacturing needs can be handled with a gun drill on a lathe competitively, it's not that hard to bring the process in-house.
Doing so can enhance your shop's manufacturing profits or at least reduce manufacture turnaround times.
Before purchasing any gundrill or BTA tooling, phone your vendor's application support to be sure you are getting the best cutting tool for your manufacturing application. Give their experts your specific requirements. Straight deep holes need all the expertise you can get to ensure a quality end result when boring stock. When it's as easy to come by as a phone call to application support to discuss your specific requirements, why miss out?
Conclusion
We given you some quick information about how to succeed with these deep hole drilling solutions and an idea of what tooling is available. You should understand the basic information needed after going through this content.
A little work with your vendors on specific requirements and you'll no longer be challenged by hole depth. Having experience in this area will be helpful to most any shop making the types of parts or products that require deep holes.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.