First, you might be wondering, “What exactly is a Cut Knowledge Base?”
Simply put, a Cut Knowledge Base (Cut KB) is a method for organizing your notes on what works and what doesn’t, making it easier to answer various questions. Good machinists keep notes and conduct experiments to learn and improve. If you're manufacturing many parts, you can run experiments on successive batches to enhance productivity and reduce costs. For small batches or expensive parts, a Cut KB is even more valuable because you can’t afford to experiment on costly work.
Some high-end CAM packages include a Cut KB feature, but many do not, at least not as described here. While there's talk of knowledge-driven machining, this approach truly takes control and achieves results.
So, how effective are those results?
Suffice to say businesses have used G-Wizard to create a competitive advantage worth 10's of millions of dollars in business.
Adding a Cut KB to the G-Wizard Machinist's Calculator makes perfect sense. Here is a screen shot of the Cut KB Search function:
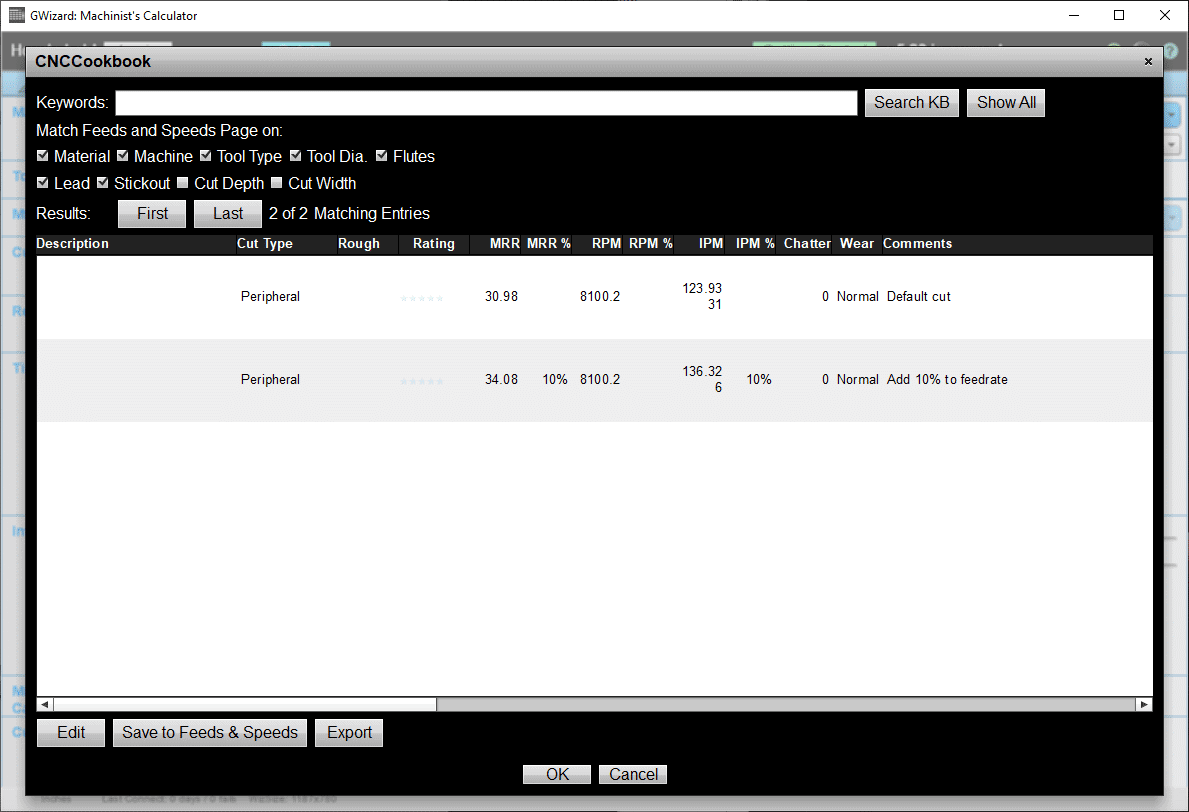
Search screen for the G-Wizard Cut KB...
What you're looking at there is the search screen for the Cut KB. You'd use it by entering one or more keywords at the top and pressing the "Search KB" button to the right. I've dummied up some results are similar to what you might see if you went searching for finish cuts with a 1/2 inch 4 flute endmill in 6061 Aluminum. Imagine you'd done that search and you're now looking at the results in the screen shot.
They're ranked by the star rating you gave (1-5 stars) when you saved each cut. You can click on any column to change the order, but in this case, the star rankings correspond pretty well to the MRR (Material Removal Rate) values. Looks like the experiments involved cranking up the chip load, and according to this you can run 10% more than G-Wizard's default without a problem.
Are you starting to see how this might work?
So how do you go about building up your Cut KB with data? The answer is you do experiments. Say you're about to make a cut. After entering the general parameters in G-Wizard, perform a search for similar cuts in your Cut KB.
Let's say nothing comes back. So, go ahead and record G-Wizard's result and give it a rating of 2 or 3 stars. G-Wizard uses either manufacturer's tool data or its own data, which is derived from manufacturer's data. You can nearly always do better, but you have to know how far to push the envelope. Now ask yourself whether you can afford to do an experiment with this cut. If so, try kicking it up a notch. It's better to experiment with chip loads than surface speed at first. Even a little too much surface speed greatly increases tool wear, but it's hard to see the effects of that in a single experiment. Unless you increase surface speed a lot, you likely won't wear the tool out on the one job.
How much should you kick it up? Well, are you feeling lucky? Have you done any experiments? The further you get form the baseline recommendations, the more cautious you should be. If you're just starting out, try adding 20 or even 25% above what G-Wizard recommends. If you've tried this a couple of times, start scaling back. Maybe a 10% increase, and then maybe 5% or so. Eventually you will find the limit. It happens when you break or chip a cutter, or when your surface finish has become unacceptable.
There are a host of other things that can happen too, such as chatter. The Cut KB is an ideal way to control chatter, but that's the subject of another post. The experiments are pretty easy. You could pump them into your CAM program, or you could just crank the feedrate override knob on your controller. The important thing is that you record all the parameters and put them somewhere they'll do you some good-like the G-Wizard Cut KB.
Okay, so now you've built up a pretty good body of data. It's important to understand which variables must be held constant for the data to be meaningful. Here are some guidelines for tiering:
Tier 1: Material and Tooling are pretty sacrosanct. Don't put too much stock in comparisons of data points where the material or tooling are different. By tooling I mean tool type, diameter, flutes, etc.
Tier 2: Cut Type. Are you profiling, pocketing, slotting, or what? Profiling and pocketing are close, but slotting is something else. You may grossly compare similar operations, but don't get too far afield.
Tier 3: Chatter Criteria. It turns out the resonant behavior that leads to chatter is predictable if you hold constant the machine, tool holder, tool type (including diameter and all that, literally what you'd reorder from the supplier), stickout, and spindle speed. Notice that bit about stickout? Consider making a New Year's resolution to standardize your tool stickout and not just let the chips fall where they may. The data you collect will be more valuable as a result. More on this in future posts (and not that there is a "Chatter" tab which I will also be talking mroe about in future posts!).
Tier 4: Exact Cut Parameters. Cut width, cut depth, and so on. When it gets to this level, you might use criteria like MRR. Assuming Tiers 1-3 are held constant, and you're just futzing with these parameters, try to futz to reach an equivalent MRR from other cuts that worked. BTW, TEA (tool engagement angle) is a very influential parameter that we will also talk about more in future posts.
Hopefully this has been a good introduction to what a Cut KB is all about. Now let's turn to the 10 questions I promised, because they may help you to see more of the concrete value of having a Cut KB and working to populate it with some data by doing the experiments I mentioned.
Here are 10 questions you could answer if you had a Cut KB filled with useful data you've gathered:
1. What feeds and speeds should we run on that new stainless steel job we just got in to maximize our profits with those 1/2" TiAlN endmills we've been using?
2. What kind of MRR's have we been getting on our older VMC versus the new sweetness we just bought last year?
3. Assuming we compare data from multiple machinists, each with their own copy of G-Wizard in the shop, what can each one learn from the others about how to speed up their jobs with respect to feeds and speeds, tooling, MRR's, cutting parameters (depth and width) and so on?
4. We spent big bucks last year to get the High Speed Machining toolpaths on our CAM package. How do the MRR's compare to those we're getting on non-HSM jobs?
5. We're using a variety of tooling, and sometimes different inserts or different manufacturers for the same basic cuts. Which ones perform better? What should we reorder? What should we try to get away from?
6. Bill is hitting some nasty chatter problems on our turning center with that stainless job. He notices he's running a pretty big nose radius. What kind of nose radius have we run without chatter on that machine in the past for a similar cut?
7. We know all about stability lobe diagrams and chatter, but we don't have the fancy diagnostic machinery or know how to figure that stuff out. How do we run a bunch faster, avoid the chatter, and get our productivity up?
8. We'd like to change brands of cooling because the stuff we're using is expensive and the machinists are getting a rash from it (!). We want to try a batch out, but we are concerned it won't work as well. What cutting parameters can we try to ensure we're still getting the same performance as we did with our last coolant brand?
9. The tooling rep is here and wants us to try their fancy new boring bars that have chatter dampening built in. I remember we had bad chatter on one job, but I can't remember what the cutting parameters were so we can try this new gizmo out and see if it eliminates the chatter. Can you help me find a test case that chatters like heck?
10. The new guy is breaking cutters right and left. We can't afford to go back to basics, we need to get him some proven data that will work without breaking the cutters. Where can we find that data?
Okay, admittedly, those examples are all over the map, but I wanted to give a flavor of just how important and far reaching a bunch of cutting data can be for a shop. If you think being able to answer any of those questions (and a whole lot more similar questions) are even remotely interesting, follow along with CNCCookbook as we add a Cut KB to G-Wizard. You can sign up for the free G-Wizard trial here.
We update G-Wizard continuously with new innovations. You can see what the latest additions are as well as what we're working on for the next release by reviewing the G-Wizard change log. If you're a customer, or if you signed up for the trial at any point, you're on our mailing list (unless you choose to opt out!) and we'll keep you posted as the Cut KB comes together.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.