If you're simply after a basic tap drill chart in Metric and Imperial measurements, or a printable pdf to hang in your workshop, continue scrolling down.
But, before you do, wouldn't you like to hear about something that's much better in every way? Something that'll make it much less likely you'll break a tap? Something a little more modern than a simple chart?
Let us help, and BTW, it's completely free too!
What's better than a drill bit size chart?
Make no mistake: having a good drill bit size chart (sometimes called a "drill index") is a very handy thing indeed to have around. If it has information on which twist drill size to use for tapping, so much the better. But in this age of computers and the Internet, you can do better.
Newsflash: There Isn't Just One Drill Bit Size for a Tap
Let's start with an important fact-there isn't just one drill bit size to use for a given tap size. There are several. Moreover, the size recommended in most drill bit size charts is very often not the best size to use. The same is true of the size recommended on the tap and even the recommended size from the tap manufacturer. Anytime you see just one size being recommended, you know you can do better-one size does not fit all when it comes to tapping. How can that be? Well, it's actually pretty simple. To know which drill bit size is right for your particular tapping application, you need to consider what thread percentage you want when you're done tapping.
What's Thread Percentage and Why Care?
Imagine the fully formed internal thread. Each thread rises from valley to peak. Now suppose you ran a twist drill down the hole and shaved off some of the peaks. They’re pretty delicate anyway and will wear off quickly. In fact, they contribute surprisingly little strength. Kennametal says a 100% thread is only 5% stronger than 75% thread. But here is the real kicker: That 100% thread requires 3 times the power to tap! Why do you care? because it is the power to tap that breaks taps, for one thing. Getting 95% of the strength with 1/3 the force on the tap means you’re dramatically less likely to break the tap off in the hole. Now we all know what happens when we break a tap, right? Sailors would go running out of the shop if they heard the language we use in that case. It’s just not a happy thing. But is it okay to have less than 100% threads? In fact, many standards bodies insist on it. For example, American National and Unified thread specifications provide for a maximum of 83 1/3% thread. These specifications also provide a minimum value that varies from approximately 53% to 75%, depending upon the diameter and pitch of thread.
Thread Percentage and Tap Drill Charts
Most tap drill charts call out only one tap drill size, and that will produce an approximate 75 percent thread. For most applications, you can get longer tap tool life and lower likelihood of breaking a tap off in the hole by using a lower percent of thread. Companies like Guhring actually recommend 60% to 70% percentage of thread for most applications because it significantly lowers the torque force required to tap without giving up much thread strength. That's why these lower percentage are a better idea for your tap's tool life!
Thread Percentage vs Strength Chart
Let's take a closer look at the relationship between torque and thread strength based on thread percentage:
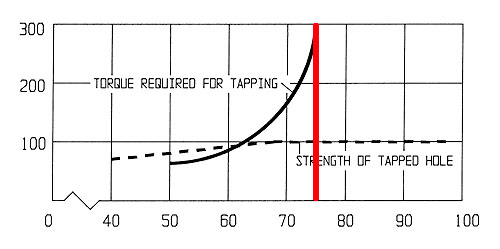
Red marks the typical 75% percent of thread drill recommendation. Chart courtesy of Tapmatic.
Red marks the typical 75% percent of thread drill recommendation. What stands out is the relationship between the torque required to tap (solid black line) and the strength of the tapped hole (dashed line). When We accept the 75% percent of thread the average drill chart hands us, we're subjecting our poor taps to a huge amount of additional torque for very little extra strength!
Is it any wonder the darn taps give up and break on us after that kind of abuse?
So what's the right way to choose a thread percentage and how do we get from there to a proper drill size?
General Guidelines for Choosing Thread Percentage
Try this approach, which is based on material and type of work:
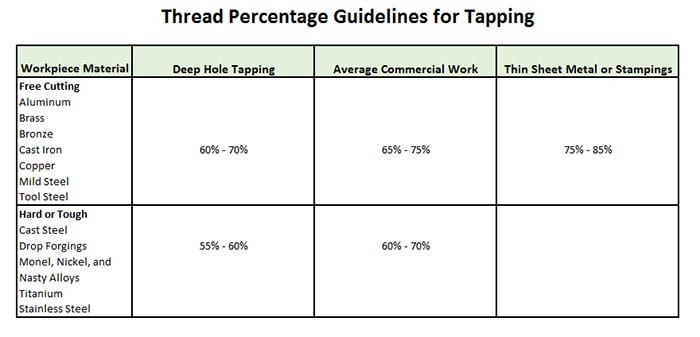
The material matters because we can afford higher thread engagement in softer materials and we actually need it to increase thread strength. For hard or tough materials, a lower percentage can really help tap life and those materials have lots of strength even at the lower percentages. In deeper holes, we run the most risk of breaking a tap and in sheet metal we need the strongest threads because there is much thread depth for holding power.
Tapping Drill Size Problem #2: Form Taps vs Cut Taps
Just one more little wrinkle is that Form Taps (also called "Roll Taps" because they perform thread rolling rather than thread cutting) need a different sized hole than Cut Taps, and most drill size charts only show drill sizes for Cut Taps. As a machinist, you're no doubt aware of the many advantages Form Taps have over Cut Taps:
- Form Taps don't make any chips. This is a huge advantage when threading deep holes and especially for blind holes where chips can jam up in the bottom of the hole.
- Form Taps make stronger threads than Cut Taps. What could be better?
- Better Thread Gaging. Form taps work by cold forming the metal in the hole. Since no chips are made, the likelihood of producing oversized threads is far less than for Cut Taps.
- Stronger Taps. It just gets better and better-form taps are stronger and less likely to break than cut taps.
- Longer Tap Life. Form taps, properly used, can last 3 to 20 times longer than cutting taps because they have no cutting edge to dull.
- Faster Tapping. You can run higher spindle speeds with form taps than cut taps.
In fact, the main disadvantage of Form Taps is they can't be used on materials that are too hard. The hardness limit for Form Taps is higher than you probably think (they're good for much more than aluminum), but there is a limit nonetheless. Given all that, you're definitely going to need to figure out Form Tap Drill Sizes too!
Quick Tip: If you're wondering about the different types of thread taps, click the link for our complete guide.
How Do I Go From Thread Percentages to Tap Drill Size?
Well, you can't use a standard drill chart, that much is clear. You could calculate the optimal size for a particular percentage of thread and then go to a standard drill chart to find the nearest size. That works, but it is a fair amount of trouble.
I promised you a better way, and here it is-you can use our G-Wizard Calculator's Thread Database to tell you exactly what you need to know, and it is very fast and easy to do so. Let's walk through it:
- Go to the Thread Database in G-Wizard by selecting the Threads tab.
- Choose which thread you want. G-Wizard has a bunch of them in its database.
- In the lower left corner is a convenient table of tap drill sizes with a column showing thread percentage. You can even select Form or Cut Taps to change the drill sizes.
Here's what it looks like:
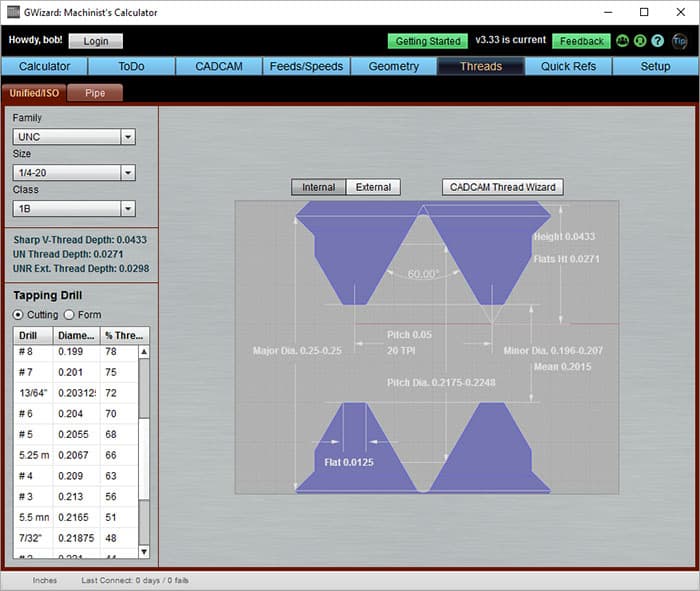
Tapping Drill Chart for 1/4-20 Thread
Nice, huh? It saves people a lot of time. There's a whole ton of other very handy reference time savers there too, not to mention the world's best Feeds and Speeds Calculator. I've all but quit having to dig through my Machinery's Handbook to find information-I just use G-Wizard.
Here's something else-you can get lifetime access to all the reference calculators and materials except the Feeds and Speeds Calculator just by signing up for a Free Trial of G-Wizard. That's right, it is completely free to access all that just by signing up for a free trial and you'll also get all the upgrades and customer service for life! Plus, buy the $79 version and you get up to 1 HP on the Feeds and Speeds too for life.
So what's the catch? Why does anyone ever pay more than $79?
Many hobbyists don't pay more than $79, BTW. The catch is a spindle power limit. When you buy the 1 year G-Wizard for $79, you get 1 year of unlimited spindle power for Feeds and Speeds. When that expires, you get a spindle power limit of 1 HP. That limit is based on however many years you subscribe for. You can increase it any time you like by renewing the subscription. Or, if you don't like subscriptions, you can also by the product outright. And we never charge for updates or customer service.
So go ahead, give G-Wizard free trial, a try. You'll be surprised at all the time it saves you on things like Tap Drill Sizes, not to mention the longer tool life, better surface finish, and shorter cycle times you'll get from better Feeds and Speeds.
Bonus: Depth Clearance When Tapping Blind Holes
Blind Holes are particularly prone to breaking taps. It's harder to clear the chips for one thing, but the other thing is machinists don't leave enough clearance at the bottom of the hole.
Most don't even know how much clearance they should be leaving. But, G-Wizard will calculate the clearance for you. Just one more way it's saving you time and trouble.
Hey, What About that Free Drill Bit Size Chart?
Here you go, Metric and Imperial sizes are called out in the "Use" column in the chart below. It's even an NPT Tap Drill Chart:
Inch
Metric (mm)
Designation
Use
0.0135
0.3429
#80
0.0145
0.3683
#79
0.0156
0.3969
1/64"
#0 Pilot, Soft-Wood
0.0160
0.4064
#78
0.0180
0.4572
#77
0.0197
0.5
.5 mm
0.0200
0.508
#76
0.0210
0.5334
#75
0.0225
0.5715
#74
0.0240
0.6096
#73
0.0250
0.635
#72
0.0260
0.6604
#71
0.0280
0.7112
#70
0.0292
0.74168
#69
0.0295
0.75
.75 mm
M1x.25 tap drill size
0.0310
0.7874
#68
0.0313
0.7938
1/32"
#0 Pilot, Hard-Wood #1 Pilot, Hard & Soft-Wood #2 Pilot, Soft-Wood
0.0320
0.8128
#67
0.0330
0.8382
#66
0.0335
0.85
.85 mm
M1.1x.25 coarse tap drill size
0.0350
0.889
#65
0.0360
0.9144
#64
0.0370
0.9398
#63
0.0374
0.95
.95 mm
M1.2x.25 coarse tap drill size
0.0380
0.9652
#62
0.0390
0.9906
#61
0.0394
1
1 mm
0.0400
1.016
#60
0.0410
1.0414
#59
0.0420
1.0668
#58
0.0430
1.0922
#57
0.0433
1.1
1.1 mm
M1.4x.3 coarse tap drill size
0.0465
1.1811
#56
0.0469
1.1906
3/64"
#0-80 UNF tap drill size #2 Pilot, Hard-wood, #3 Pilot, Soft-Wood #4 Pilot, Soft-Wood
0.0492
1.25
1.25 mm
M1.6x.35 coarse tap drill size
0.0512
1.3
1.3 mm
M1.7x.35 coarse tap drill size
0.0520
1.3208
#55
0.0550
1.397
#54
0.0571
1.45
1.45 mm
M1.8x.35 coarse tap drill size
0.0591
1.5
1.5 mm
0.0595
1.5113
#53
#1-64 UNC, #1-72 UNF tap drill size
0.0625
1.5875
1/16"
#0 Wood Shank Hole, #3 Pilot, Hard-Wood, #4 Pilot, Hard-wood #5 Pilot, Soft-wood, #6 Pilot, Soft-wood, #7 Pilot, Soft-wood
0.0630
1.6
1.6 mm
M2x.4 coarse tap drill size
0.0635
1.6129
#52
0.0670
1.7018
#51
0.0689
1.75
1.75 mm
M2.2x.45 coarse coarse tap drill size
0.0700
1.778
#50
#2-64 UNF, #2-56 UNC tap drill size
0.0730
1.8542
#49
0.0760
1.9304
#48
0.0781
1.9844
5/64"
#1 Wood Shank Hole#5 Pilot, Hard-wood, #6 Pilot, Hard-wood #8 Pilot, Soft-wood, #9 Pilot, Soft-wood
0.0785
1.9939
#47
#3-48 UNC tap drill size
0.0787
2
2 mm
0.0807
2.05
2.05 mm
M2.5x.45 coarse tap drill size
0.0810
2.0574
#46
0.0820
2.0828
#45
#3-56 UNF tap drill size
0.0860
2.1844
#44
0.0890
2.2606
#43
#4-40 UNC tap drill size
0.0935
2.3749
#42
#4-48 UNF tap drill size
0.0938
2.3813
3/32"
#2 Wood Shank Hole, #7 Pilot, Hard-wood, #8 Pilot, Hard-wood, #10 Pilot, Soft-wood, #11 Pilot, Soft-wood
0.0960
2.4384
#41
0.0980
2.4892
#40
0.0984
2.5
M3x.5 coarse tap drill size
0.0995
2.5273
#39
0.1015
2.5781
#38
#5-40 UNC tap drill size
0.1040
2.6416
#37
#5-44 UNF tap drill size
0.1065
2.7051
#36
#6-32 UNC tap drill size
0.1094
2.7781
7/64"
#3 Wood Shank Hole, #4 Wood Shank Hole, #9 Pilot, Hard-wood #10 Pilot, Hard-wood, #12 Pilot, Soft-wood, #14 Pilot, Soft-wood
0.1100
2.794
#35
0.1110
2.8194
#34
0.1130
2.8702
#33
#6-40 UNF tap drill size
0.1142
2.9
M3.5x.6 coarse tap drill size
0.1160
2.9464
#32
0.1181
3
3 mm
0.1200
3.048
#31
0.1250
3.175
1/8"
#5 Wood Shank Hole, #11 Pilot, Hard-wood, #12 Pilot, Hard-wood
0.1285
3.2639
#30
0.1299
3.3
3.3 mm
M4x.7 coarse tap drill size
0.1360
3.4544
#29
#8-32 UNC, #8-36 UNF tap drill size
0.1378
3.5
3.5 mm
M4x.5 Fine tap drill size
0.1405
3.5687
#28
0.1406
3.5719
9/64"
#6 Wood Shank Hole, #14 Pilot, Hard-wood, #16 Pilot, Soft-wood #18 Pilot, Soft-wood
0.1417
3.6
3.6 mm
M4x.35 Fine tap drill size
0.1440
3.6576
#27
0.1457
3.7
3.7 mm
M4.5x.75 coarse tap drill size
0.1470
3.7338
#26
0.1495
3.7973
#25
#10-24 UNC tap drill size
0.1520
3.8608
#24
0.1540
3.9116
#23
0.1563
3.9688
5/32"
#7 Wood Shank Hole, #16 Pilot, Hard-wood
0.1570
3.9878
#22
0.1575
4
4 mm
0.1590
4.0386
#21
#10-32 UNF tap drill size
0.1610
4.0894
#20
0.1654
4.2
4.2 mm
M5x.8 coarse tap drill size
0.1660
4.2164
#19
0.1695
4.3053
#18
0.1719
4.3656
11/64"
#8 Wood Shank Hole, #20 Pilot, Soft-wood
0.1730
4.3942
#17
#12-24 UNC tap drill size
0.1770
4.4958
#16
0.1772
4.5
4.5 mm
M5x.5 Fine tap drill size
0.1800
4.572
#15
#12-28 UNF tap drill size
0.1820
4.6228
#14
0.1850
4.699
#13
0.1875
4.7625
3/16"
#9 Wood Shank Hole, #10 Wood Shank Hole, #18 Pilot, Hardwood
0.1890
4.8006
#12
0.1910
4.8514
#11
0.1935
4.9149
#10
0.1960
4.9784
# 9
0.1969
5
5 mm
M6x1 coarse tap drill size
0.1990
5.0546
# 8
0.2010
5.1054
# 7
1/4"-20 UNC tap drill size
0.2031
5.1594
13/64"
#11 Wood Shank Hole, #20 Pilot, Hard-wood
0.2040
5.1816
# 6
0.2055
5.2197
# 5
0.2067
5.25
5.25 mm
M6x.75 Fine tap drill size
0.2090
5.3086
# 4
0.2130
5.4102
# 3
1/4"-28 UNF tap drill size
0.2165
5.5
5.5 mm
M6x.5 Fine tap drill size
0.2188
5.5563
7/32"
#12 Wood Shank Hole
0.2210
5.6134
# 2
0.2280
5.7912
# 1
0.2340
5.9436
A
0.2344
5.9531
15/64"
0.2362
6
6 mm
M7x1 coarse tap drill size
0.2380
6.0452
B
0.2420
6.1468
C
0.2460
6.2484
D
1/16"-27 NPT tap drill size
0.2461
6.25
6.25 mm
M7x.75 Fine tap drill size
0.2500
6.35
1/4"
#14 Wood Shank Hole
0.2500
6.35
E
0.2559
6.5
6.5 mm
0.2570
6.5278
F
5/16"-18 UNC tap drill size
0.2610
6.6294
G
0.2656
6.7469
17/64"
#16 Wood Shank Hole
0.2660
6.7564
H
0.2677
6.8
6.8 mm
M8x1.25 coarse tap drill size
0.2720
6.9088
I
5/16"-24 UNF tap drill size
0.2756
7
7 mm
M8x.5 Fine tap drill size
0.2770
7.0358
J
0.2810
7.1374
K
0.2813
7.1438
9/32"
0.2854
7.25
7.25 mm
M8x.75 Fine tap drill size
0.2900
7.366
L
0.2950
7.493
M
0.2953
7.5
7.5 mm
M8x1 Fine tap drill size
0.2969
7.5406
19/64"
#18 Wood Shank Hole
0.3020
7.6708
N
0.3071
7.8
7.8 mm
M9x1.25 coarse tap drill size
0.3125
7.9375
5/16"
3/8"-16 UNC tap drill size
0.3150
8
8 mm
M9x1 Fine tap drill size
0.3160
8.0264
O
0.3230
8.2042
P
0.3281
8.3344
21/64"
#20 Wood Shank Hole
0.3320
8.4328
Q
3/8"-24 UNF tap drill size
0.3346
8.5
8.5 mm
M10x1.5 coarse tap drill size
0.3390
8.6106
R
1/8"-27 NPT tap drill size
0.3438
8.7313
11/32"
0.3465
8.8
8.8 mm
M10x1.25 Fine tap drill size
0.3480
8.8392
S
0.3543
9
9 mm
M10x1 Fine tap drill size
0.3580
9.0932
T
7/16"-14 UNC tap drill size
0.3594
9.1281
23/64"
0.3642
9.25
9.25 mm
M10x.75 Fine tap drill size
0.3680
9.3472
U
0.3740
9.5
9.5 mm
M11x1.5 coarse tap drill size
0.3750
9.525
3/8"
0.3770
9.5758
V
0.3860
9.8044
W
0.3906
9.9219
25/64"
7/16"-20 UNF tap drill size
0.3937
10
10 mm
M11x1 Fine tap drill size
0.3970
10.0838
X
0.4016
10.2
10.2 mm
M12x1.75 coarse tap drill size
0.4040
10.2616
Y
0.4063
10.3188
13/32"
0.4130
10.4902
Z
0.4134
10.5
10.5 mm
M12x1.5 Fine tap drill size
0.4219
10.7156
27/64"
1/2"-13 UNC tap drill size
0.4331
11
11 mm
M12x1 Fine tap drill size
0.4375
11.1125
7/16"
1/4"-18 NPT tap drill size
0.4429
11.25
11.25 mm
M12x.75 Fine tap drill size
0.4528
11.5
11.5 mm
0.4531
11.5094
29/64"
1/2"-20 UNF tap drill size
0.4688
11.9063
15/32"
0.4724
12
12 mm
M14x2 coarse tap drill size
0.4844
12.3031
31/64"
9/16"-12 UNC tap drill size
0.4921
12.5
12.5 mm
M14x1.5 Fine tap drill size
0.5000
12.7
1/2"
0.5039
12.8
12.8 mm
M14x1.25 Fine tap drill size
0.5118
13
13 mm
M14x1 Fine tap drill size
0.5156
13.0969
33/64"
9/16"-18 UNF tap drill size
0.5313
13.4938
17/32"
5/8"-11 UNC tap drill size
0.5315
13.5
13.5 mm
0.5469
13.8906
35/64"
0.5512
14
14 mm
M16x2 coarse tap drill size
0.5625
14.2875
9/16"
5/8"-18 UNF tap drill size
0.5709
14.5
14.5 mm
M16x1.5 Fine tap drill size
0.5781
14.6844
37/64"
3/8"-18 NPT tap drill size
0.5906
15
15 mm
M16x1 Fine tap drill size
0.5938
15.0813
19/32"
0.6094
15.4781
39/64"
0.6102
15.5
15.5 mm
M18x2.5 coarse tap drill size
0.6250
15.875
5/8"
0.6299
16
16 mm
M18x2 Fine tap drill size
0.6406
16.2719
41/64"
3/4"-10 UNC tap drill size
0.6496
16.5
16.5 mm
0.6563
16.6688
21/32"
0.6693
17
17 mm
M18x1 Fine tap drill size
0.6719
17.0656
43/64"
0.6875
17.4625
11/16"
3/4"-16 UNF tap drill size
0.6890
17.5
17.5 mm
M20x2.5 coarse tap drill size
0.7031
17.8594
45/64"
1/2"-14 NPT tap drill size
0.7087
18
18 mm
M20x2 Fine tap drill size
0.7188
18.2563
23/32"
0.7283
18.5
18.5 mm
M20x1.5 Fine tap drill size
0.7344
18.6531
47/64"
0.7480
19
19 mm
M20x1 Fine tap drill size
0.7500
19.05
3/4"
0.7656
19.4469
49/64"
7/8"-9 UNC tap drill size
0.7677
19.5
19.5 mm
M22x2.5 coarse tap drill size
0.7813
19.8438
25/32"
0.7874
20
20 mm
M22x2 Fine tap drill size
0.7969
20.2406
51/64"
0.8071
20.5
20.5 mm
M22x1.5 Fine tap drill size
0.8125
20.6375
13/16"
7/8"-14 UNF tap drill size
0.8268
21
21 mm
M24x3 coarseM22x1 Fine tap drill size
0.8281
21.0344
53/64"
0.8438
21.4313
27/32"
0.8465
21.5
21.5 mm
0.8594
21.8281
55/64"
0.8661
22
22 mm
M24x2 Fine tap drill size
0.8750
22.225
7/8"
1"-8 UNC tap drill size
0.8858
22.5
22.5 mm
M24x1.5 Fine tap drill size
0.8906
22.6219
57/64"
0.9055
23
23 mm
0.9063
23.0188
29/32"
1"-12 UNF tap drill size
0.9219
23.4156
59/64"
3/4"-14 NPT tap drill size
0.9252
23.5
23.5 mm
0.9375
23.8125
15/16"
0.9449
24
24 mm
M27x3 coarse tap drill size
0.9531
24.2094
61/64"
0.9646
24.5
24.5 mm
M26x1.5 Fine tap drill size
0.9688
24.6063
31/32"
0.9843
25
25 mm
M27x2 Fine tap drill size
0.9844
25.0031
63/64"
1-1/8"-7 UNC tap drill size
1.0000
25.4
1"
How About a Drill Bit Size Chart with Metric Tap Drills in PDF?
So you can print it and hang it up on the wall, right? No problem, you can print the chart above. Just select it, go to your web browser's Print command, and tell it to just print the selection. They all handle it and then you'll have a chart suitable to hang up.
Pssst: G-Wizard Even Does the Drill Bit Size Chart Better!
Okay, here's the crazy thing. I generated that Free Drill Bit Size Chart using the data that G-Wizard uses. It can present the same chart only better:
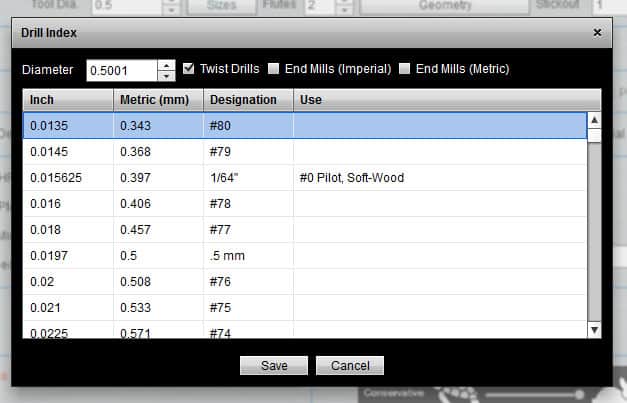
G-Wizard's Drill Bit Size Chart...
How is G-Wizard's Drill Bit Size Chart better? Simple: it's got all the same info, but it is easier to use. You can type in a diameter to search straight to it. You can select just End Mill sizes in Imperial or Metric. You can sort by clicking on the column headers. It's pretty darned cool. And it's there whenever you need to specify a size in the Feeds and Speeds Calculator or you can access it in a larger format in the Quick Refs tab under "Drill Chart."
Enjoy!
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.