This is your complete guide to types of taps. There are many different types of thread taps, and knowing exactly when to use each will make your tapping faster and easier.
Note: If you're familiar with tap types, but need to learn best practices in their use to avoid breaking taps, try our article and video 7 Ways to Avoid Breaking Taps.
A great variety of thread taps are available with varying advantages and disadvantages:
Hand Taps (Tap Set Taps, Straight Flute Taps)
Hand taps, typically bought at the local hardware store, are the most common types of taps, but they are generally to be avoided for CNC work. Buy some good quality taps and try tapping by hand versus the hardware store set of thread taps. You'll be surprised at how much better taps made for machines work.
One applicable standard for Hand Taps is ISO 529.
There are two types of Hand Taps:
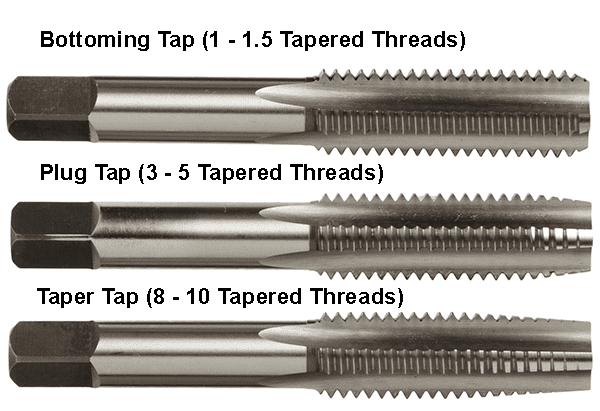
Taper Tap
A taper tap has quite a lot of taper to help it ease into cutting threads gradually. Typically, the first 8 to 10 threads are tapered. Taper Taps are the most common types of taps and are typically what you'll have in a Tap and Die Set.
Bottoming Tap
A bottoming tap has almost no taper at the end because it is designed to thread all the way to the bottom of its reach. Only 1 to 1.5 threads will be tapered.
Bottoming Taps are useful for threading blind holes. It's desireable to thread most of the hole with a Taper Tap first, and then finish the bottom of the hole with a Bottoming Tap.
Plug Tap
Plug Taps are in between Bottoming and Taper Taps because they have 3-5 threads tapered, which is more than a Bottoming Tap and less than a Taper Tap.
Unfortunately, terminology is not always consistent. Some vendors call these "Second Taps" and refer to Bottoming Taps as Plug Taps. Check to be sure what you're getting and using.
Power Taps
These are the types of taps you should choose from for CNC applications or for manual machining work.
Spiral Point Taps (Gun Nose or Bull Nose Taps)
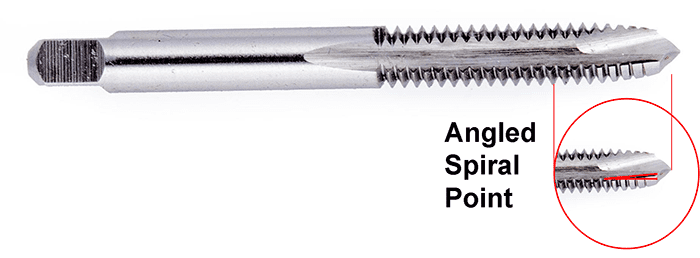
These thread taps have a spiral cut with relief grooves. They're common and look like most of the hand taps you'll see around. But, the spiral angle on the front cutting edges helps eject the chips and the angled edge also gives superior cutting performance. Hence, they're really the least expensive thread tap you might consider using for power tapping, and can be run at slightly higher speeds than hand taps.
Like hand taps, sprial point taps can be had as a taper tap has a tapered end, or a plug tap (intended for blind holes) has much less taper.
They're cheaper than the other two types, but I typically prefer the other two. The primary disadvantage of these is they push the chips ahead of the tap-down into the hole in other words. This is not a big deal for through holes, but is a bad idea for blind holes.
Spiral Flute Taps or Gun Taps

Spiral Flute Taps have an open spiral just like an endmill. Their primary advantage is they eject chips up and out of the hole. They're always preferable over spiral point taps when you have a blind hole.
They're also preferable for an interrupted hole where another feature intersects because the spiral helps restart the threading past the open feature.
Sometime, take a spiral flute tap and a regular hand tap and tap a couple of identical holes by hand. You'll be shocked at how much less effort the spiral flute tap requires. Choosing the right types of taps really helps!
Interrupted Thread Tap
These thread taps only have a tooth for every other thread. The idea is to provide improved chip extraction. Removing every other tooth helps break chips and also provides more room for the chip to escape and for lubricant to come in and do its job.
Types of Taps for Tapered Threads: Pipe Taps
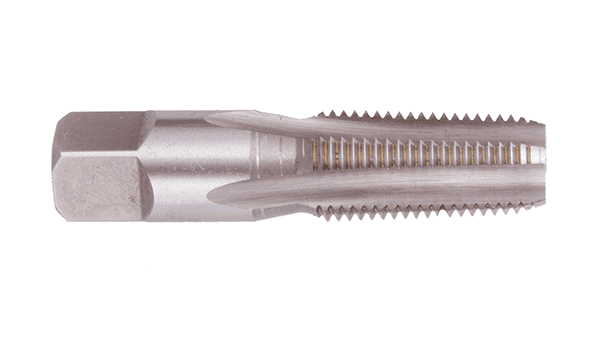
As you might expect, Pipe Taps are the types of thread taps used for tapping pipe threads. There are both straight and tapered pipe taps depending on whether the pipe thread is intended to be straight or tapered. The photo shows a typical NPT Thread Pipe Tap. You can see the taper of the NPT thread profile.
Taps for tapered pipe threads have to work harder because you can't drill a tapered hole. There's quite a lot more material they must remove at top of hole than bottom. Use a pipe taper reamer to taper the hole so the tap doesn't work so hard.
Form or Roll Taps (Thread Forming Taps)
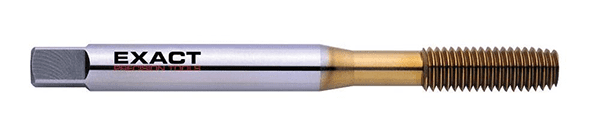
Thread Forming taps don't cut threads at all. Instead they cold form. Threads made this way are often called "rolled" threads.
With this process, the metal is pushed out of the way and compressed into position rather than being cut. There are no chips to remove. As a result, the taps themselves are less likely to break and the threads they make are stronger. If your application allows Form Taps, they are generally the best thing going for those reasons.
Form Taps do require different feeds and speeds and they require a different starting hole size, so be aware of that before using one.
While many believe they're only good for soft materials like aluminum, they can actually be used on materials up to a hardness of 36 HRC, which is about 340 BHN. That covers a surprisingly wide range of materials including a lot of steels.
I will almost always choose a Form Tap over a Cutting Tap out of the available types of taps if the material isn't too hard for thread forming.
Kelly offers this tip for form taps:
"One minor hiccup with quite a few of the roll forming taps...unless they have a groove to allow cutting oil to escape, or there is no room at the root or crest of the thread, the oil will build up back pressure as the tap goes in, and eventually act like solid metal plug blocking further entry of the tap into the hole. I figured this out the hard way after breaking a few taps."
Extension Taps (Long Shank Taps)
These are just thread taps with a long shank to facilitate reaching difficult holes that are blocked by other features on the part.
Exotic Types of Taps: Punch Taps

This proprietary technology jointly developed by Audi and Emuge can save you up to 75% of your tapping cycle time. Check out our article for more about Punch Taps.
Standard Tap Markings
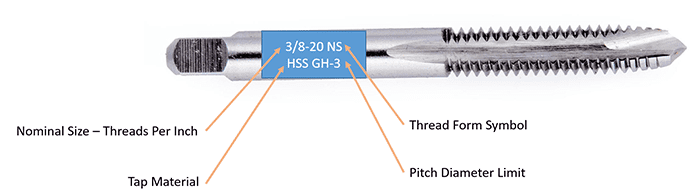
Taps are marked on the shank so you can tell at a glance what kind of thread tap you're dealing with. The markings typically will include:
- Nominal Size: This is the description of the thread size that tap will make.
- Thread Form Symbol: This describes the thread family.
- Tap Material: Usually Carbide or HSS
- Pitch Diameter LImit: Tells what tolerance thread will be made.
Pitch Diameter Limits (Threads < 1" in diameter)
L1 = Basic to Basic minus .0005
H1 = Basic to Basic plus .0005
H2 = Basic plus .0005 to Basic plus .0010
H3 = Basic plus .0010 to Basic plus .0015
H4 = Basic plus .0015 to Basic plus .0020
H5 = Basic plus .0020 to Basic plus .0025
H6 = Basic plus .0025 to Basic plus .0030
Note: You can find these limits in G-Wizard's thread database too.
Thread Form Symbols / Abbreviations
ACME 60° STUB 60° Stub thread form
ACME STUB Stub Acme thread form
ACME-C Acme thread - centralizing
ACME-G Acme thread, general purpose
ANPT Aeronautica National Form taper pipe thread
AWWA American Water Works Association
BA British Association Standard thread form
BSF British Standard Fine thread series
BSPP British Standard Pipe Parallel
BSPT British Standard Pipe Taper
BSW British Standard Whitworth
MM ISO Metric thread form
N BUTT American Buttress screw thread
NC American National Coarse thread series
NEF American National Extra-Fine thread series
NF American National Fine thread series
NGO American National gas outlet threads
NGT American National gas taper threads
NH American National hose & fire hose coupling
NM National Miniature thread series
NPS American Standard straight pipe thread
NPSC American Standard straight pipe thread in couplings
NPSF American Standard internal straight pipe thread (dryseal)
NPSH American Standard straight pipe thread for hose couplings & nipples
NPSI American Standard intermediate straight pipe thread (dryseal)
NPSL American Standard straight pipe thread for locknuts
NPSM American Standard straight pipe thread for mechanical joints
NPT American Standard taper pipe thread
NPTF Dryseal American Standard taper pipe thread
NPTR American Standard taper pipe thread for rail fittings
NS Special threads of American National Form
PTF Dryseal SAE Short Taper pipe thread
SGT Special Gas Taper thread form
SPL-PTF Dryseal Short Taper Pipe thread
STI Special Threads for Helical Coil Wire Screw Thread Inserts
UN Unfied and American thread series
UNC Unfied and American Coarse thread series
UNEF Unfied and American Extra-Fine thread series
UNF Unfied and American Fine thread series
UNIV Unified Miniature Thread Series
UNJ Unified Thread Series with Controlled Root Radius
UNJC Unified Coarse Thread Series with Controlled Root Radius
UNJF Unified Fine Thread Series with Controlled Root Radius
UNR Unified Constant Pitch thread series with Controlled Root Radius
UNRC Unified Coarse Thread Series with Controlled Root Radius
UNRF Unified Fine Thread Series with Controlled Root Radius
UNS Unfied and American threads of selected special diameters and pitches
Who Makes the World's Best Screwdrivers?
Seriously. And don't think it's Snap On or Craftsman.
Listen, I love "World's Best" articles. Why? Because no matter who you are, you deserve to experience the very best. Particularly the very best of something you will use often, like a screwdriver. So check it out and see. We'll show you 8 brands that are far better than the average screwdriver.

More Tapping Resources
7 Ways to Avoid Breaking Taps.
G-Wizard Thread Calculator: Get all the key dimensional information you need for threads with this handy calculator.
Easy Guide to Thread Terminology
Bolt Grades Chart and Strengths [ Quick Reference + PDF ]
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.