Tool Post Grinders are a type of cylindrical grinder that is mounted on the tool post of a lathe. They provide you with the ability to do precision grinding without all the cost of a separate cylindrical grinding machine. The downside is that grinding is a messy business and lathe are precision machines. Any time you use a cylindrical grinder be sure to cover your lathes ways to protect them from any grit thrown off by the grinder.
When Would You Use a Lathe Tool Post Grinder?
Lathes are often called on to work with more precision than mills. Round parts are often used in rotating machinery which demands higher precision than many other applications. Grinding can achieve higher precision than turning in many cases, although a modern CNC Lathe has eliminated a lot of the advantage of grinding.
You use a Lathe Tool Post Grinder when you’re having trouble achieving the required tolerances with normal turning operations.
Homemade Tool Post Grinder Ideas
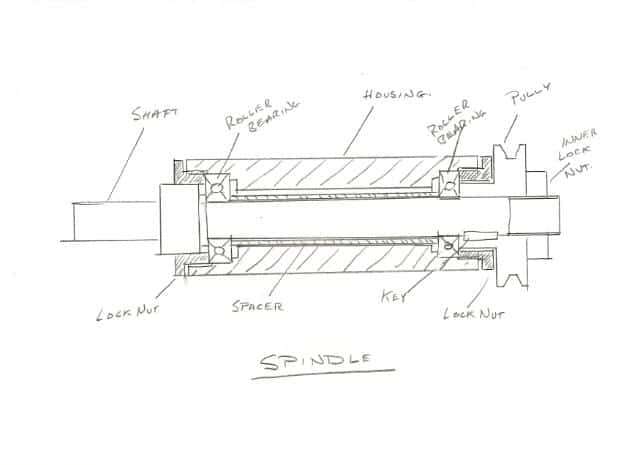
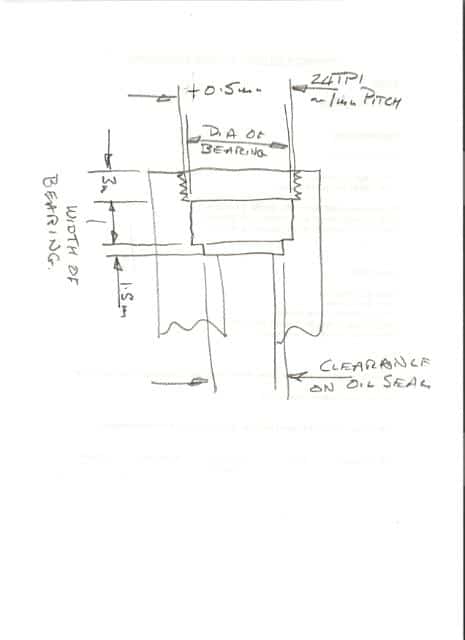
On numerous occasions, I’ve found myself in need of a tool post grinder to perfectly finish a shaft to precise tolerances. I’m torn between buying a pre-owned Dumore or Themac on eBay or attempting to build one myself as a project. Basic grinder models are relatively straightforward to create and require attaching a suitable Dremel or hand grinder to the post in a particular manner. However, more sophisticated versions demand the construction of a spindle and emulating the design of commercial tool post grinders. The idea of creating a spindle for one is quite appealing to me. It could act as a useful practice run should I ever decide to construct a more complicated spindle, possibly for a lathe or a mill. In the meantime, I am assembling images of tool post grinders that others have constructed for inspiration.
Several designs ranging from simple to fancier are pictured below:
This is a very slick example using an air grinder and QCTP adapter…
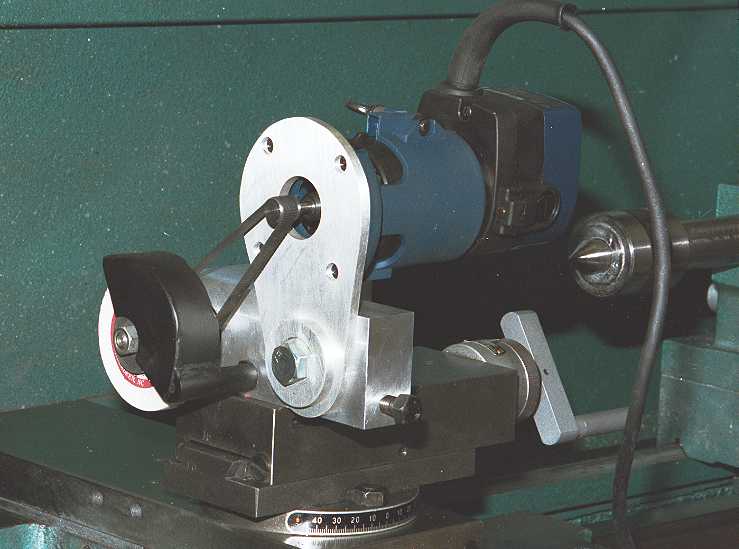
Router-based TP Grinder: A Bit Heavier Duty!
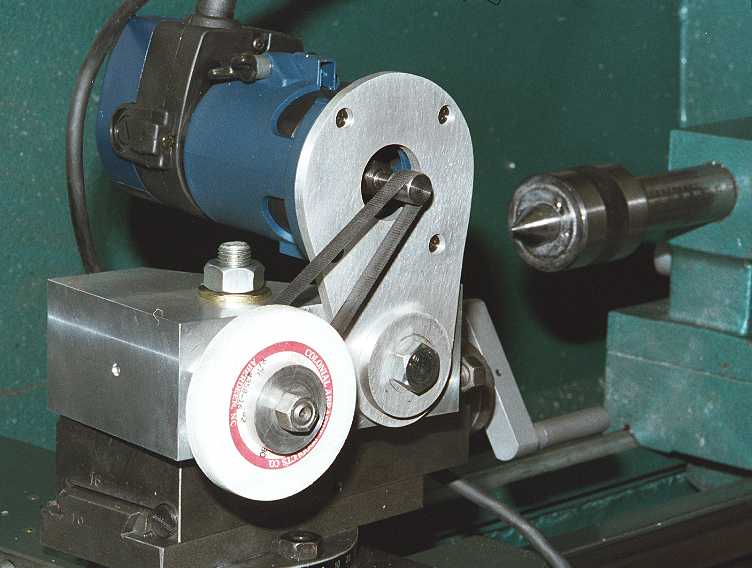
Router-based TP Grinder Again…
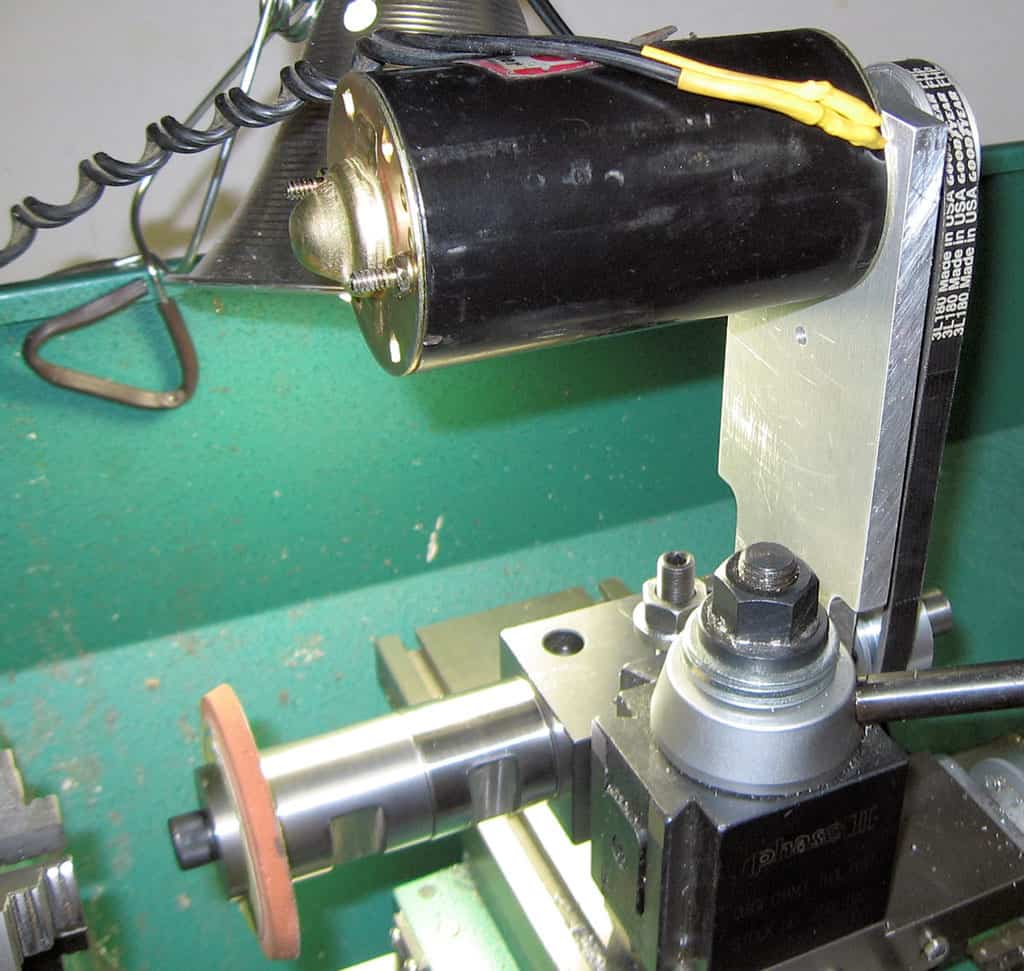
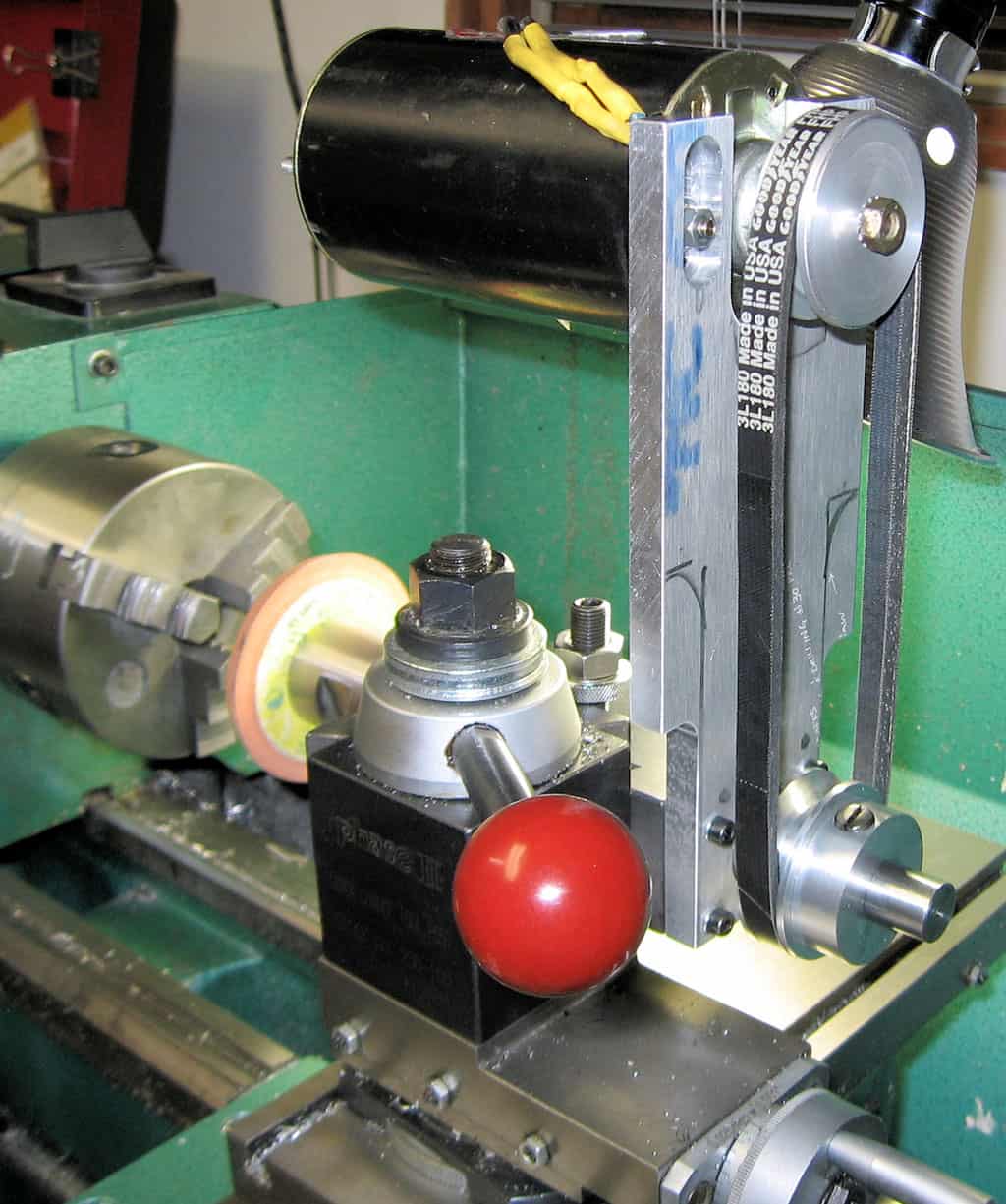
Sewing Machine Motor TP Grinder…
TP Grinder from a Makita Trim Router…
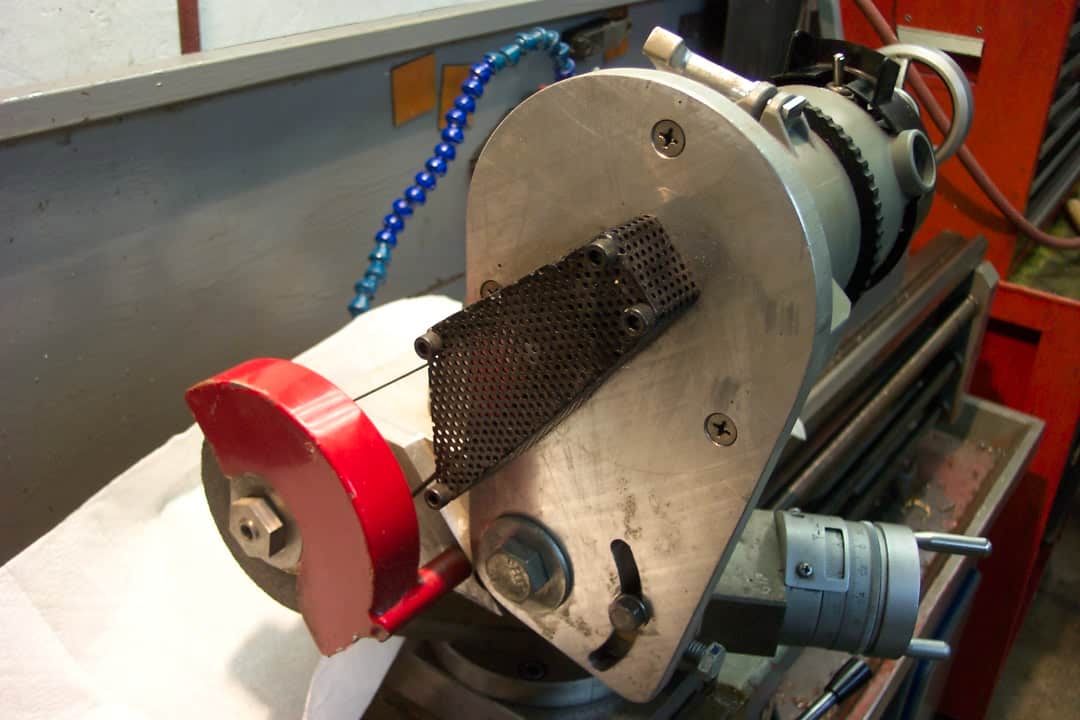
A tool post grinder with a slightly larger die grinder. Note the cam action atop for turning on the grinder…
Yet another die grinder-based tool post grinder…
DeWalt Zip Tool is a Heavy Duty Dremel-Compatible Machine…
Join 100,000+ CNC'ers! Get our latest blog posts delivered straight to your email inbox once a week for free. Plus, we’ll give you access to some great CNC reference materials including:
Bob is responsible for the development and implementation of the popular G-Wizard CNC Software. Bob is also the founder of CNCCookbook, the largest CNC-related blog on the Internet.