Fitting a Quick Change Tool Post to your Lathe [QCTP]
What is a QCTP?
Quick Change Toolposts (abbreviated QCTP) are a beautiful thing for making it easy to manage your collection of lathe tools. My Lathemaster 9×30 came with a turret-style toolpost. Not bad, but it requires shimming to bring the lathe tool up to the centerline of the workpiece (where you always want it to be), which makes changing tools a hassle. The answer to this dilemma is called a Quick Change Toolpost, or "QCTP". Think of the QCTP as equipping your lathe like a gun that takes clips (we call them "toolholders") rather than a gun where each shot must be loaded individually by hand with a lot of fussing.
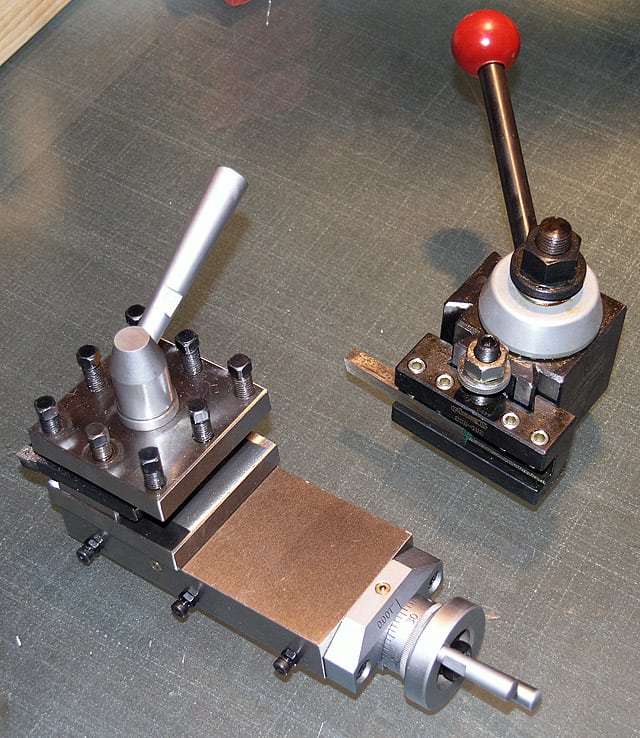
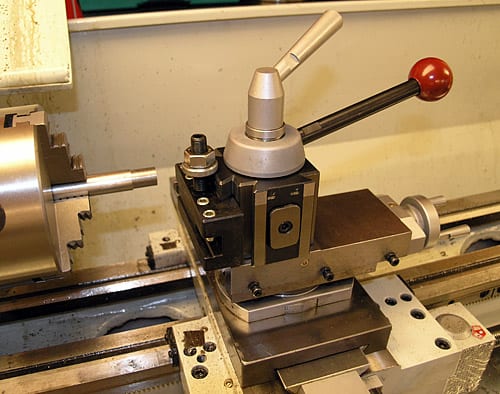
On the left, turret style. On the right, Phase II QCTP.
You can see the comparison of the two styles in the photo above. Take a look at the toolholder for the QCTP. Note the thumbscrew with jam nut to adjust the height of the tool tip. On the lefthand turret post, you can see my Glanze carbide insert tool is resting on a shim to raise it up. You can fit 4 tools into the turret style and rotate them into place, but it still isn't as convenient as dropping a new toolholder that has already been adjusted onto the dovetail of the QCTP, tightening the handle, and being ready to go immediately.
A number of companies make QCTP's, with Aloris being the most famous and the most expensive. The QCTP I purchased is an Aloris-style design. The alternative to the Aloris-style is the Swiss-made "RegoFix." Years after this project was done, I purchased a CNC Turret Lathe with a Gang Slide and wound up putting a Rego-Fix style QCTP on that machine:
In the picture of the Multifix, you can see it’s quite a bit more compact than the Aloris. I think it’s better suited to this machine in terms of overall size. I was advised by several machinist friends that the Multifix-style QCTP’s are more repeatable than Aloris. You don’t see them very often over here (usually on a nice Hardinge HLV-H when you do) but they’re more common in Europe. I bought mine from an outfit in the UK called Rotagrip. They were very easy to deal with, prices were reasonable, and they shipped an A-Series QCTP kit to me straight away. In retrospect, I could’ve gone one size larger, but this one is fine.
While not as plentiful as Aloris, you can find quite a bit of Multifix Quickchange holders on eBay and I picked up some extras. Aside from the repeatability, the Multifix seemed better made than the Aloris QCTP’s I had seen. Their cam action works better and importantly, the Tormach lathe can have an interference between the chuck guard and the handle of an Aloris-style QCTP. With the Multifix, the handle is on a built-in 12-point socket that makes it easy to remove or simply to reposition out of the way.
I got a Phase II on sale from Enco for this article, and it is a fine sturdy piece. These things are not bolt-ons. You will have to modify your lathe in some way in order to attach one, but the modifications are tried and true. In other words, many have gone before you and documented their methods on the web. Also, be sure of what size QCTP is best for your lathe. There are a number of standard sizes (so the toolholders will interchange). Mine is an "AXA" size. You can also make a QCTP from scratch, which is an intriguing project. Unfortunately, you really need a mill, and as I discuss below, I do not yet have one. This will cause pain even with my storebought QCTP as we shall see.
Part 1: Design and Planning (aka "Dark Mutterings")
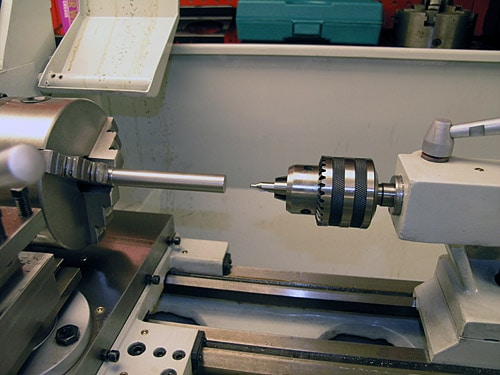
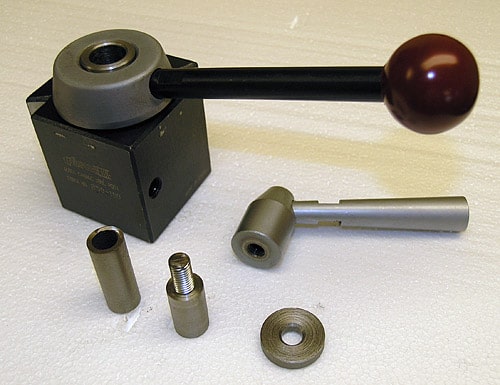
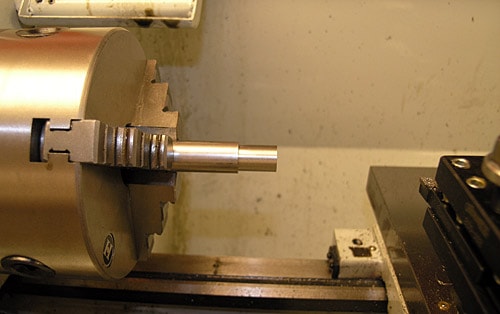
The issue you will face is adapting the toolpost stud to fit the QCTP you select. This picture makes clear the problem:
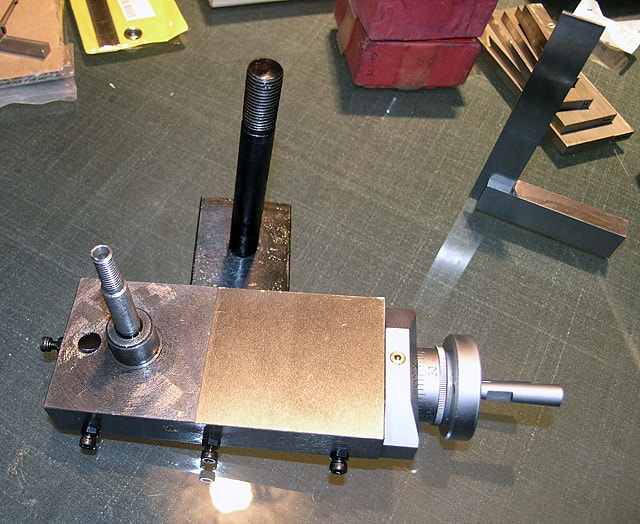
Oy that's a big stud next to the little tiny stud that comes with...
You can see that once you finish, the end result is not only more convenient (center once in the toolholder and forget it), but also likely more rigid. You can never have enough rigidity in your studs! Sorry, couldn't resist...
Now there are two distinct strategies available for dealing with this problem. Many authors have created a sleeve that is threaded on the inside and the outside. The sleeve screws down over the original stud and has an outside diameter and threads that match the new larger stud. This technique has been used many times, and the sleeves are pretty easy to make on your lathe. The best news about this technique is that it is completely reversible if you ever want to put the lathe back the way it was. The bad news is that (it seems to me, though some very fine hobby machinists have taken this route and been happy) a sleeve will be weaker and less rigid than the full on stud. In addition, sleeving won't work for me. Note the little boss/shoulder that sits at the bottom of the original stud in the photo above. It has a 20mm outside diameter-too large to fit the 14mm hole in my QCTP! If I want to go with a sleeve, I will also have to contemplate boring the lower part of the QCTP hold to accept this boss. Frankly, that idea bothers me a bit, though perhaps it shouldn't. Let's leave it for the moment.
The second strategy would be to remove the little stud, bore out the hole, and tap if for the larger stud. I have to say, this seems like the way it ought to be done at first blush. Now for the bad news here. It's that doggone boss again. I shall have to mill it off before I can fit the stud, otherwise I'm right back to boring out the QCTP which I've already said I do not want to do. The trouble is, I've got no milling machine! So now I have to travel to the local machinist, slide in hand as it were, and beg him to mill my boss for me so I can have a larger stud. Oh the shame of it! But at least we can have a QCTP and hopefully move forward.
Actually, it was pointed out to me on the 9×20 Yahoo Group that you can turn the slide on the lathe in lieu of a mill, but to do so you will need a plinth toolpost since you'll be machining your slide. This seemed like rather an excessive amount of additional work, so I discarded the suggestion almost immediately (bad attitude I suppose). Another thought someone had was that they had drilled out their QCTP with no problems (yay!), but that they had purchased a finished slide from Lathemaster only to discover there are very few threads for the stud without the boss. Hmmm, the plot thickens.
I will add that I suspect the troublesome boss is a "feature". The Lathemaster is a sturdier lathe for its size than most, and I'm sure the designers in China felt they were adding real value by making this thing stronger using this boss. You can also buy your QCTP from Lathemaster along with a carriage that's machined so you just bolt it all onto your machine (I suspect it only works for Lathemaster's lathes though). That would be cheating even more than taking your slide to the local machinist for milling, so I have steered clear of it. You may not be so pious in your endeavors.
Okay, now that I've finished that little circular diatribe, let's go back and look again at the QCTP. There does appear to be enough meat there that I can probably bore out the bottom to accomodate the 20mm boss and the one helpful fellow did live to tell of his experience with it. If I do that, I avoid the outside milling job and I then have to decide whether to go with a sleeve or knock out the old stud and thread in a new. I'm going with a sleeve design for a couple of reasons. First, it preserves my option to undo everything and go back to the old lathe. As a beginner expecting to screw up, this remains important to me. Second, the fellow's comment about how few threads there would be to secure the bigger stud has hit home. While I would have more by threading the boss, I still like this sleeve idea better.
I shall have to disassemble the QCTP to make darned sure of clearances, as well as to make it easy to clamp in my 4-jaw chuck for boring. The exploded diagram that came with the QCTP sure makes it look like I can bore for the boss with impunity. Meanwhile, let's make a crude drawing of what we're building here:
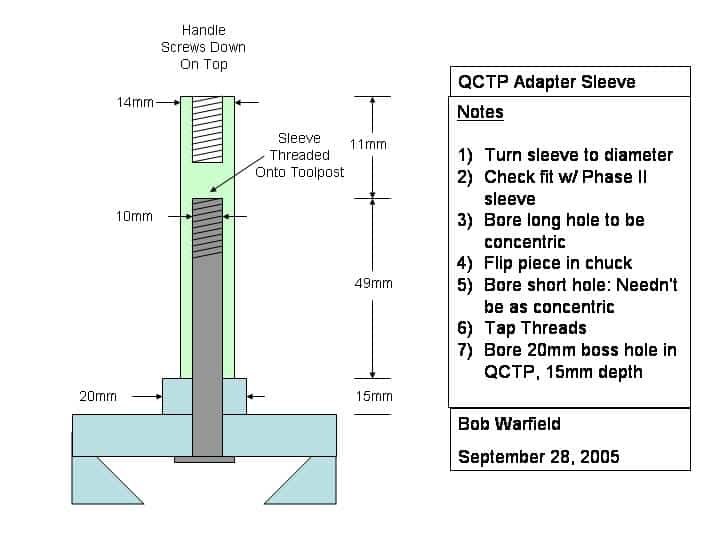
I have more or less laid out my plan of attack in the notes for the drawing. The key issue is that the long hole in the sleeve be concentric with the outer diameter, so we need to establish both in one setup. No problemo! The short hole it really doesn't matter if it is highly concentric. We're just going to thread the handle into the top to lock down the QCTP, so we have a margin of error.
For the boring operations I intend to use brand new drill bits chucked up in the tailstock and for threading I shall use a tap, probably also chucked in the tailstock. I'm not going to try to learn to cut threads on the lathe on this, my first project! Nor am I going to try to bore any long skinny holes with a boring bar, even if I had a boring bar, which I don't. Yet. So, on both operations, I'm gonna take it easy, go slow, back off to clear chips a lot, use my Tap Magic cutting oil, and take great care.
For the handle on top, I'm going to get a bit of threaded rod (aka cut the head off a bolt) and loctite it into the original handle seen in the picture at top. There is a sleeve that goes between the mounting stud and the QCTP so that the tightening nut on top doesn't jam the rotating QCTP mechanism. I've checked, and the diameter of the Lathemaster handle is just right in terms of just bearing on the sleeve and not on the rotating QCTP mechanism. More importantly, it's color matches that of the QCTP mechanism really well, so we will be very fashion coordinated. These things are important!
As I write this, I have turned one single thing in my entire life three days ago when I first set up the lathe. It's like the Blues Brothers. We're in a cop car with a broken cigarette lighter, no money, and wearing sunglasses. At night. We can do this!
Now here is a beautiful thing-got to be good Karma from this-I am going to machine this sleeve out of that same piece of steel rod that is the only thing I've turned in my entire life. If I get it right, that little piece of metal is going to be with me doing good work for a long time. It's only chance that my glee at making chips had me stop short before I got to the 14mm OD I need for this sleeve.
Part 2: Building the Adapter Sleeve
Step 1: Turn rod to correct ODThis is a pretty easy project, but since I just started learning, I took it easy. I worked it over the weekend, and my guess is all together it could have been as much as 8 hours. There were frequent breaks in between steps.
I chucked up my trusty little rod in the 3-jaw, stuck my 1/2" chuck into the tailstock, and loaded up a center drill. I wanted to try turning with the live center for accuracy and support, and that would require a small pilot hole in the end of the rod.
Center drill in the chuck...

Did a nice job!
With the live center in place the workpiece was now well supported. I loaded up my Glanze carbide insert tool in the holder and went to town turning this piece. We're looking for a 14mm ouside diameter which I checked every so often with my El Cheapo digital calipers. The carbide insert likes pretty fast spindle speeds to cut well.

Glanze insert cutter does a fine job...
When I got pretty close, I started trial fitting the removable insert from the QCTP. This is one of my rules: always check with the part that has to fit if you can, and do so without tearing down the setup.

Checking for fit. Looks good!
Once the rod is turned to proper OD, the next step is to bore it out. Not wanting to mess with a boring tool on this tiny 10mm hole, I just used TiN coated drill bits in the tailstock chuck. Apply plenty of oil with a chip brush, go slowly, and life is good. Before starting, I changed my belt settings to slow the spindle way down as well. I cut the hole in 3 steps. Since I needed to thread the sleeve, I stopped short of 10mm, and finished the 3rd step with the correct drill size for the M8-1.25 tap.
I tapped the rod with a tap wrench while it sat in the chuck. I would've liked a wrench I could somehow afix to the tailstock for concentricity, but didn't have one so I just eyeballed it carefully. I've since learned there are various tricks, but I'll save those for another time. I threaded pretty much the whole tap in because I wanted a lot of threads.
Next step is to part off the threaded piece. Not having a parting/cut-off tool, I ground one from an HSS-Cobalt blank I had. As you can see, it's a little on the large side! I was worried about two things. First, I didn't want it snapping off. Second, I was kind of anxious to keep moving and it took quite a while just to grind this profile on it. Originally I was going to use a hacksaw applied with the spindle turning, but this seemed more interesting.
You need to go pretty slow when parting, and apply some oil or other lubricant/coolant. This tool peeled off nice wide chips and left a good finish, so I suppose it was okay!

Homemade parting tool sitting atop the gauge blocks I'll shim it with...
The parting tool cuts pretty well even at that size, eh?
Okay, clean up the parted off ends with a file and you have one of the two sleeve pieces done. Now the one still in the chuck needs a little bigger hole, since it won't be threaded. Same drill (oops, sorry about that pun, it just slipped out) to finish the last sleeve. Drill it to proper ID and then part it off.
The final step on the sleeves is fitting a threaded rod to the threaded sleeve. I used on M8-1.25 bolt and some Loctite. I Loctited it in about halfway into the sleeve, stuck the sleeve in a vise, and then sliced it off with about 1/4" of thread protruding with my air die grinder and a cutoff wheel. I cleaned up the end gently with a file and made sure my lathe handle fit. Everything was fine.
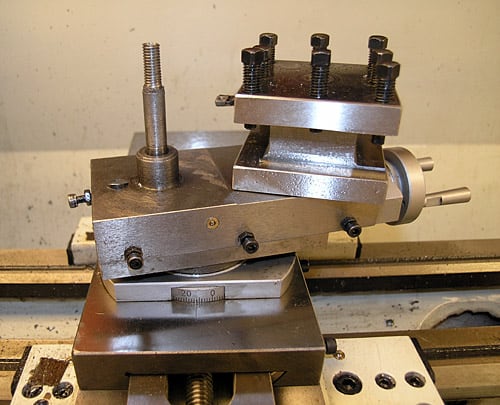
The next step is scary. We have to bore a large hole in the QCTP to fit over the boss. It needs quite a bit of enlarging. I used my 4-jaw chuck which is ideal for holding rectangular objects. It must have taken me 40 minutes to finally get the hang of tweaking the hole to dead center. I used a transfer punch exactly the size of the hole and a dial indicator. I don't have the right indicator (a test indicator) to indicate on the hole itself. Will pick one up on eBay for next project.
Boring was painful. I actually chipped a carbide insert before I got the hang of it. All I can tell you is speed is critical as is depth of cut. It's also really hard to get the boring bar properly set up in the tool holder so it's solid and cuts well.
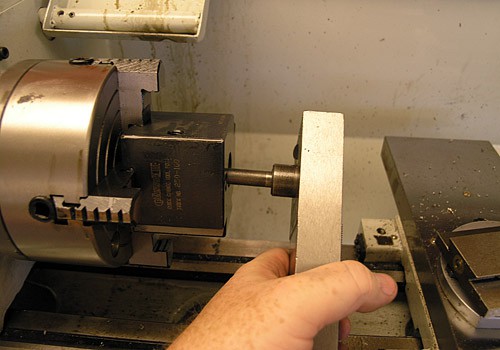
Check for fit before tearing down the setup!
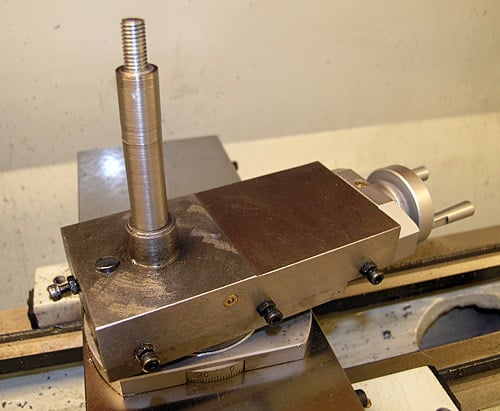
See the little hole to the right of the big bore below? That matches a spring operated stop on the lathe, except its on the wrong side of the big hole. I bored another, laying it out with a square and scriber, and using a center drill to start it in the drill press. This hole need not be so precision. BTW, I did ultimately get a decent finish in the bore, but it wasn't always that way!
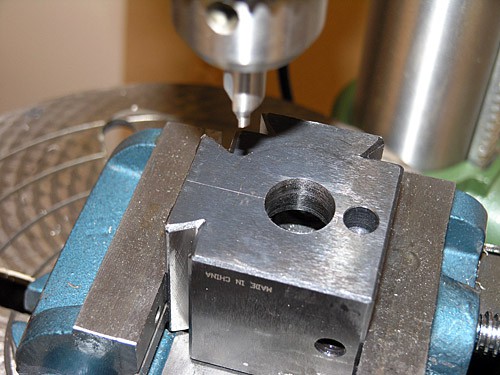
Preparing to start the new hole with a center drill...
Here are all the components, ready to go!
The naked toolpost...

First dress it with the unthreaded sleeve...
Now comes the threaded sleeve. I know that looks crooed, but it isn't!
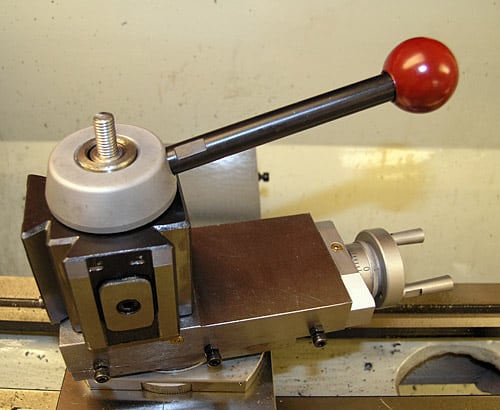
Drop on the QCTP. Notice how the sleeve on the toolpost sits just below the QCTP sleeve?
That's so the handle can bear down on the QCTP sleeve, which sits on a little ledge inside the unit and forces it down onto the lathe...
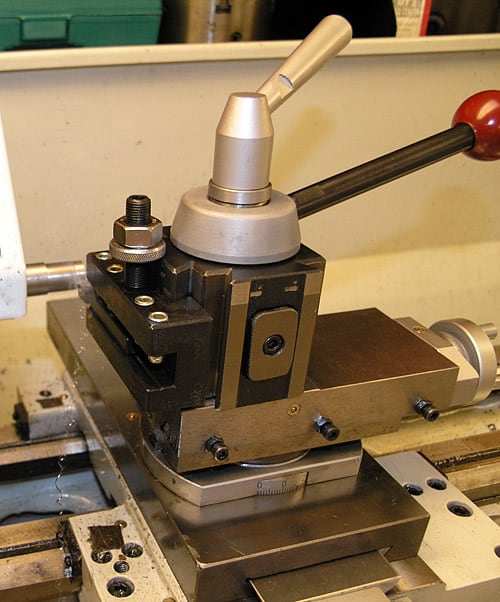
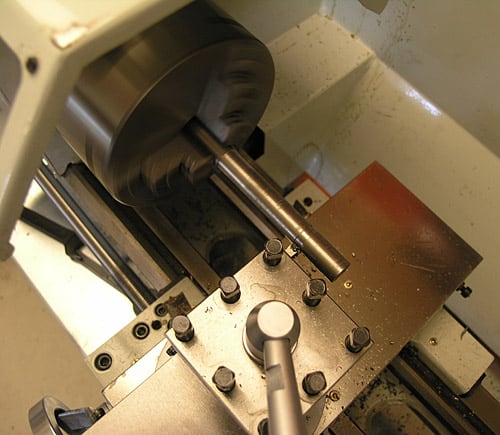
First cut-a thing of beauty!
Gorgeous finish. It's Milla Time!
Thus ended my first project on the lathe very happily. I learned a lot, didn't screw up too badly, and have made my lathe much nicer to use with the QCTP. A good time was had by all!
Tools and Materials Used
Materials
_1/2" Steel Rod, 6" in length (you won't need all of it, but this is what I started with)
_M8-1.25 Bolt, Stainless Hex Head, 40mm Long
Cutting Oil
Kerosene
Tools
Lathe
Drill Press
Grinder
Air-operated Die Grinder w/ Abrasive Cutoff Wheel
_3-Jaw Chuck
4-Jaw Chuck
Drill Press Vise
Bench Vice w/ Padded Jaws
_
Live Center
MT2 Taper 1/2" Drill Chuck
Glanze 1/4" Carbide Insert Cutting Tool Set (I used the turning tool and boring bar)
HSS-Co Tool Blank
Center Drill Set
Full Set of TiN Coated Drill Bits
Diamond Grinding Wheel Dresser
File w/ Handle
M8-1.25 Tap & Tap Wrench
Electronic Calipers
Machinist's Combination Square
Dial Indicator w/ Magnetic Base
Gauge Blocks (to shim cutting tools)_
Transfer Punches
Carbide Scribe
Sharpie Marking Pen_
Safety Faceshield
Allen Wrenches
1" Chip Brushes
Making a QCTP on a Tool Room Lathe More Crash Proof
Machine tools crash, it’s a fact of life. If you haven’t ever crashed yours, it’s like getting that first scratch on a new car–inevitable and a little bit heartbreaking when it happens.
There are lots of things we can do to try to reduce the likelihood of a crash ranging from running all the g-code through a simulator like G-Wizard Editor to requiring all g-code to “cut air” before it touches a real workpiece. These things all help, but the machines and their operators are not infallible. At some point we get a bad tool offset in the table, there is confusion about exactly which tool is which, or some other error creeps in. When that happens, we hit the E-Stop as quickly as possible and duck.
Lathes often have some of the nastiest crashes simply because they’re often swinging bigger masses than most mill cutters in the spindle and we’re driving the tools right into those whirling dervishes. The results range from a loud BANG! to molten lumps of red hot tooling depending on how aggressive the crash is. Hopefully this all happens inside an enclosure and nobody has to duck (or be hit) by flying pieces of metal. Once the initial pulse of adrenalin has subsided, it’s time to see what kind of damage has been done.
Whether you’ve got a turret, gang tooling, or a Quick Change Tool Post (QCTP), it’s highly likely that something was “boinked” out of alignment. With gang tooling, hopefully it’s just the one tool that crashed and it is easily put back into operation. A quick reset of the offsets, perhaps a new insert, or in the worst case a new toolholder, and you’re back on track. With the QCTP or turret, you’re in for quite a bit more work. By knocking a QCTP out of position, you’ve invalidated all the tool offsets associated with either. In addition, the turret has to be realigned to the spindle or things are never going to work right again.
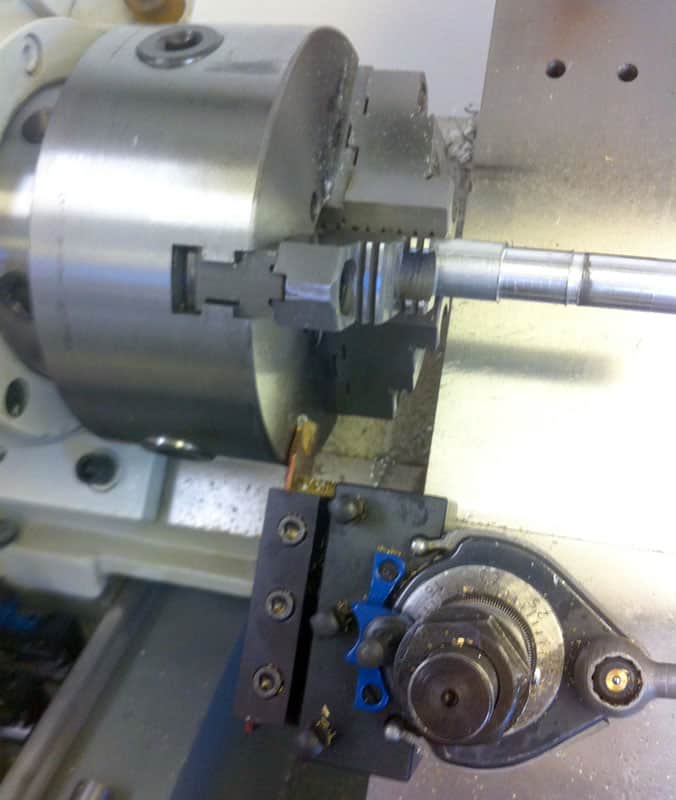
A friend of mine got tired of having to redo his offsets every time he knocked his QCTP out of alignment so he came up with a system to make things easier:

Indicator is set to sweep the QCTP back into position…
Having built the nice pedestal the QCTP is riding on, he got the idea to make it a little easier to recover from a crash. Basically, he pinned the pedestal with a precision dowel pin at the bottom. In the event of a crash, the pedestal pivots around this pin. He then surface ground the edge the DTI is sweeping. He uses the DTI to tram that edge so it is parallel to the direction of slide travel. Once that is done, he measures his tool offsets and puts them into the tool table. If things get knocked out, he just sweeps it back in again and the old offsets are good to go. Tramming takes a lot less time than remeasuring all those offsets.
He’s got two big trays of tool holders. Each tray has the holders in a fitted pocket that is engraved with the Tool Number. The holders have the same numbers so they go back in the correct pocket when done. I didn’t count them, but there’s probably 20 or 30 holders there. Rather than measure all those offsets, he employs one other productivity trick. Note the pink paint mark on the socket head cap screw for the pedestal. The colors change whenever he starts from scratch. Basically, when he measures an offset for a toolholder, he puts a dot of paint in the same color on that holder’s tray pocket. Measuring tools happens on an as-needed basis, and he can be sure that if the paint dot is the correct color, the proper offsets are already in the tool table.
What tricks do you use to help make managing your tools easier on CNC lathes?
More Lathe Articles
Discover the Benefits of Lathe Knurling Tools
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.