CAM Toolpaths and Operations have a lot in common with sculpture
CAM Programming is the process of using CAM Toolpaths and Operations to set your part free from the block of material it resides in.
When asked about his statue of David, Michelangelo said, "I saw the angel in the marble and carved until I set him free."
Much the same could be said of what goes on when using CAM software. You've got a piece of raw stock, perhaps a block of 6061 aluminum. You have a vision of the part that needs to be made in the form of a CAD model or drawing. The task of CAM software is to carve the block until you have set your part free.
This is typically done by selecting various CAM Operations or Toolpaths.
An Operation or Toolpath is typically aimed at machining a particular Feature on the part, and we often refer to the Toolpath and the Feature by the same name, such as a "Hole" or a "Pocket". But not always-"2D Profiling" cuts "Vertical Walls" around the outside of a part, for example.
This article is all about teaching you what those Operations and Toolpaths are so you'll have an idea of how to go about choosing them as you use your CAM Software. They're also very useful for thinking about Feeds and Speeds (our G-Wizard Calculator's CADCAM Wizards are built around toolpaths) and CNC Job Quoting (our G-Wizard Estimator also uses the same CADCAM Wizards for job estimation and quoting so the results match what you'll get on your Shop Floor).
[
Chapter 1
Degrees of Freedom
](#chapter1)
[
Chapter 2
Hole Making Toolpaths
](#chapter2)
[
Chapter 3
2D Profiling and Slotting Toolpaths
](#chapter3)
Chapter 4
Pocketing and Clearing Toolpaths
Chapter 5
3D Profiling
[
Chapter 6
Face Milling & Specialty Toolpaths
](#chapter6)
Chapter 7
4th Axis Toolpaths
[
Chapter 8
Features that Span Toolpaths
](#chapter8)
Chapter 9
Examples
Degrees of Freedom: How Many Dimensions?
Before delving into specific CAM Operation and Toolpath Categories, I want to talk briefly about Dimensions. They're important to getting your head around CAM as things operate differently based on how many dimensions are involved.
2 1/2D, 2.5D, or Prismatic Parts vs True 3D Machining
The vast majority of parts made on CNC Machines, at least on Milling Machines and Routers, are what's called 2 1/2D, 2.5D, or Prismatic Parts.
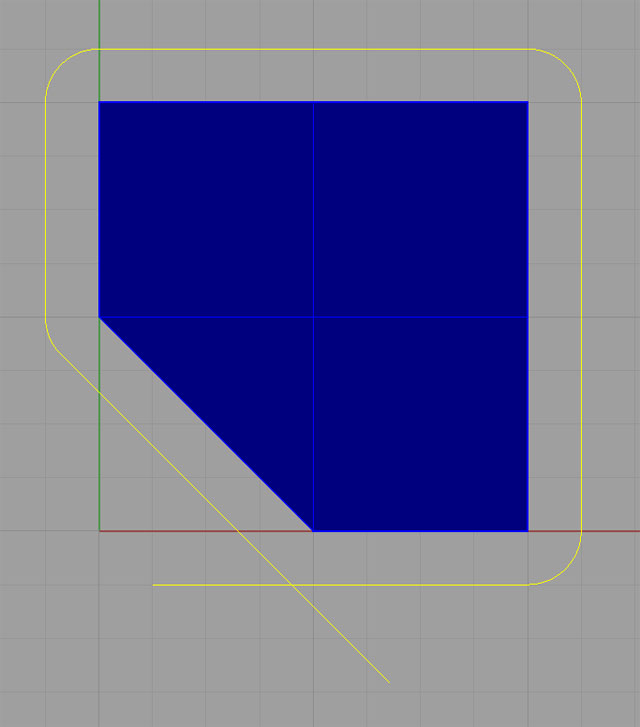
They're 3D parts to be sure-we live in a 3D world after all. But, cutting movement, with the exception of holes, happens mostly in X and Y, with a constant Z value. The walls of Prismatic Parts are vertical unless tapered cutters were used. And curves are strictly in X and Y, so no convex or concave curves happen on the face of the part. Here is a typical Prismatic part:
A typical prismatic part. Note the vertical walls.
Parts are shaped this way because they go together in mechanical assemblies. Having square faces and walls makes it easier to fit them together. By contrast, here is a part that has curved surfaces and is therefore not a Prismatic part:
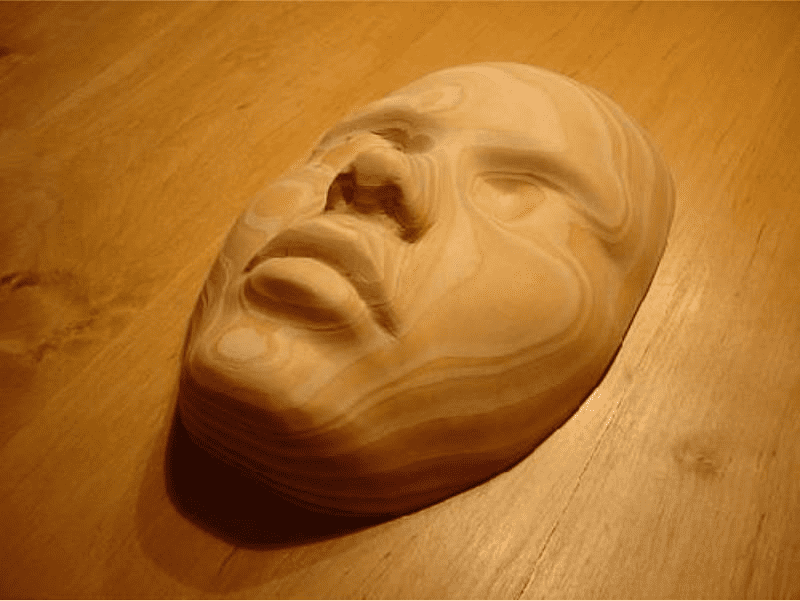
The 3D part is more organic. This one is perhaps an exaggeration to make to point, but you get the idea how different these two kinds of parts are. Hence they use quite different CAM Toolpaths and Operations.
One thing to keep in mind about these Toolpaths and Operations is they generally fall into two categories:
- General, but perhaps slow
- Specialized to be fast for a limited number of operations
4 Axis Machining
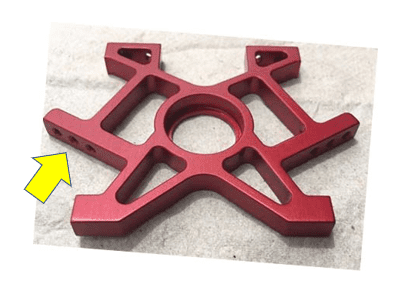
One of the difficulties with simple Prismatic or even full 3D machining is the spindle can only approach one side of the work. What if the part has Features that can be reached by the spindle while it is held down in one position. Our example Prismatic Part has some holes like that:
For these parts, there are some options available to solve the problem:
- We can manually pivot the part into a new position, lock it down, and start machining again. These different positions are called "Setups". "How many setups will it take to machine this part?" is a common question. The more setups, the more expensive the part is to machine because it requires more handling.
- We can sometimes use a special piece of tooling called a "right angle head" to access things at 90 degrees to the spindle. This only helps if the features are all 90 degrees from the spindle's normal orientation. The holes on the part above are at several angles, so they're hard to reach with a right angle head.
- We can place the part on a 4th Axis which allows it to be rotated under program control. For the part above, it will probably still take 2 setups. One with the part flat and no 4th axis needed, and one with the part vertical so we can rotate to all the different angles of the holes.
I'm not going to spend much time talking about 4 Axis Machining here (we have a Complete Guide to 4 Axis Machining article already), but I will provide a little insight.
5 Axis Machining
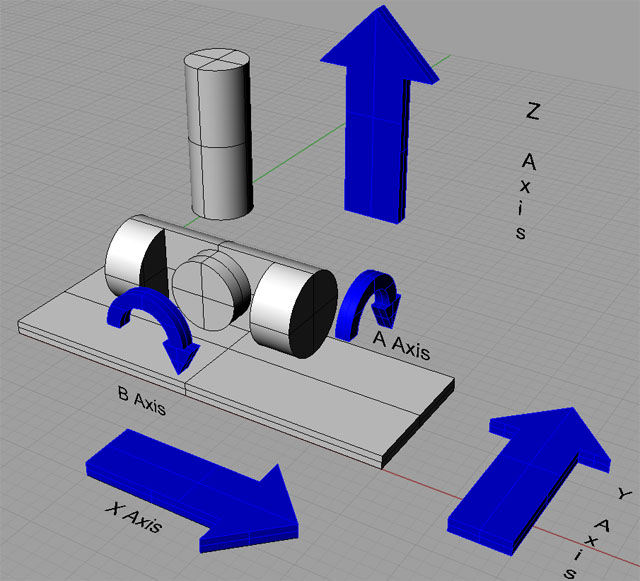
As you're probably imagining, there are cases where even a 4th Axis doesn't provide access as needed. That's one reason we have 5 Axis Machining. This diagram gives an idea how many degrees of freedom are available on a 5 Axis machine:
Programming a 5 Axis machine can get pretty complex as you can imagine, and we're going to make it the subject of other articles rather than spend time on it here. This article is all about getting a Big Picture and some ways to organize your thinking about CAM Toolpaths and Operations.
CAM Toolpaths and Operations by Category
With the discussion of dimensions out of the way, it’s time to get a high level framework.
We’ll do that by grouping CAM Toolpaths and Operations into Categories. There are many CAM software packages and they have MANY different detail features designed to optimize the work and give each package its own competitive advantage. Terminology varies and it can be a bit overwhelming if we don’t peel the onion a layer at a time. Getting the Big Picture and then drilling down for detail will make it easier to get your arms around how all this works.
Hole Making
We all know a hole when we see one. They're probably the single most common type of CAM Toolpath or Operation in use. Most parts have a number of holes in them.
But Holes are more complicated than you'd think. Remember when I said there'd be CAM Toolpaths that were aimed at being general, but that could be slow, and there were others that are specialized and often faster? Well, they can be specialized and more accurate as well when it comes to holes.
The title of this section has a link that allows you to drilldown on our Complete Guide to Hole Making. It gives a lot of detail on basic Hole Making CAM Toolpaths and Operations including:
- Drilling: Twist Drills are the most common way to make a hole. They're often the best choice for speed and simplicity. There are some specialized twist drills as well to do operations like Spotting, where you drill a little dimple at the hole's precise location to ensure the twist drill that'll make the actual hole won't wander.
- Interpolated Holes: These will be a revelation for non-CNC'ers. Basically, we can take an endmill and use a spiral cutting path to make almost any-sized hole we want that's larger than the endmill. it's a really cool and useful thing that CNC machines can do.
- Reaming: Twist Drills are great, but they have shortcomings when it comes to how accurate the hole's diameter is or how good the finish on the wall of the hole is. A Reamer is used to clean that hole up and make it substantially higher quality. You'll need a Reaming toolpath to take advantage of a reamer.
- Boring Heads: Another way to make a hole more accurate is to use a Boring Head. These things seem pretty Old School, but when you need the most perfect hole possible, they're often your best bet.
- Annular Cutters, Hole Saws, Trepanning and more. There are many specialized kinds of hole making cutters that have various advantages.
- Threading, Chamfering, Counterboring and more final finishing operations.
Deep Holes
A deep hole is anything over 5 diameters deep. They have all sorts of special challenges that require special tooling or strategies to deal with. Your CAM software may or may not have a full arsenal of Toolpaths and Operations to handle it. If not, you may have to do a little hand programming. Fortunately, it isn't hard for most hole drilling.

The chart above summarizes various techniques to use depending on the hole depth, and we have an entire Deep Hole Drilling Guide to take you through all of it:
[ CNCCookbook’s Deep Hole Drilling Guide ]
For the really seriously deep holes, we also have a guide to Gun Drilling:
[ Gun Drilling & BTA Drilling: Definitive Guide ]
Finishing and Perfecting the Hole
Once you've made a hole, you're probably not done. There are several potential additional operations you may need before the hole is finished:
- Threading: The most obvious improvement a hole may need is threading. Drilldown in the Home Making Guide and there you'll find further drilldowns on the various ways you can thread a hole (different taps, thread milling, yada, yada).
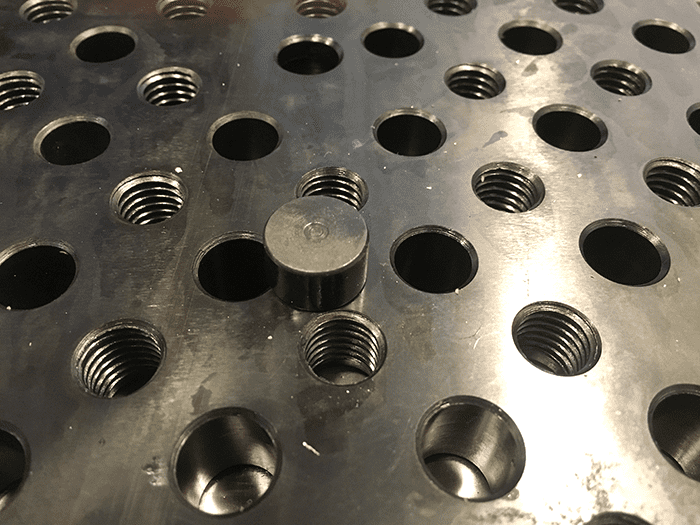
- Counterbore, Countersinking, and Chamfer: You can see the holes in the fixture plate illustrated above all have a nice chamfer at the top to break the sharp edge. Click the link to learn all about it.
- Cleanup and improve Accuracy: Reaming and Boring Heads are the two additional operations we may use to cleanup holes and improve their accuracy.
Hole Recognition
A popular feature found in Fusion 360 and many other CAM programs is called "Hole Recognition". Since holes are so common, being able to automatically identify them and do some or all of the CAM programming for a hole can really save a lot of time.
Hole Making Conclusion
I hope I haven't put you off with the complexities of Hole Making. As you can see, there are a lot of techniques there. The vast majority you won't need until you hit special situations. If that happens, you'll know we've got the info you'll need.
2D Profiling and Slotting
2D Profiling and Slotting involve just following a path with the cutter.
The path may be intended to cut a part out by following its outline. It may be intended to finish a wall on the part. You can use a 2D Profling path any time you want the cutter to follow a particular line on your CAD Model.
Not a lot special about 2D Profiling as it is very common and sort of the lowest common denominator toolpath. There are even programs that do nothing but follow a line from a DXF file, which gives ultimate flexibility at the cost of least usability.
Some of the sub-features that you may find in your CAM Software's 2D Profiling are:
- Chamfering: Running a chamfer around the top edge is an important finishing step for many CNC parts.
- Tabs: Many programs allow you to leave little tabs of material that span the gap created by cutting out a contour from a rectangular piece of rough material. The tabs hold the part in place while the rest of the machining is done. This can save time and trouble, though it adds the cost of clipping the tabs and then sanding or filing away the little nib left behind.
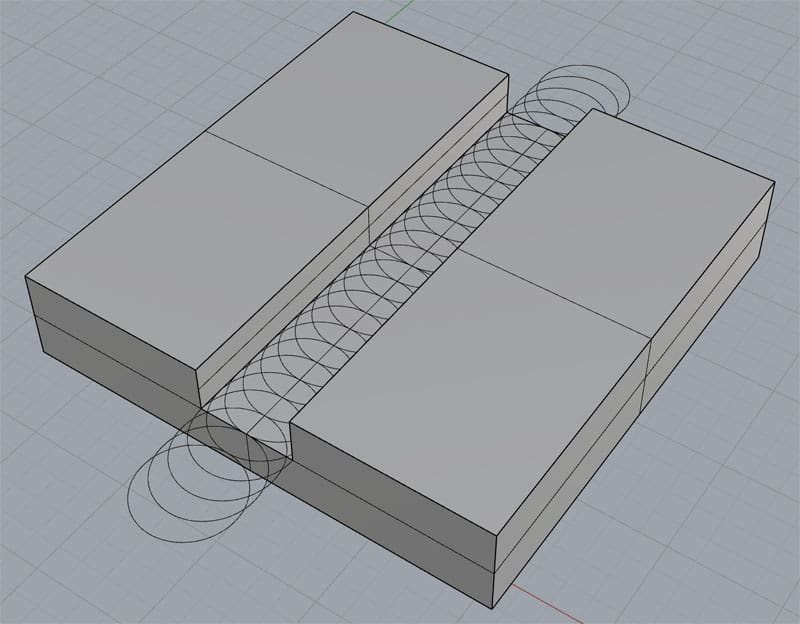
A word about Slots, as they can require some special technique. If you want an accurate and well-finished slot, you don't want to just make a single pass with an end mill whose diameter is the width of the slot. Instead, use a slightly smaller endmill, take it right down the center, and then give each wall its own finish pass.
You'll find this hard to believe, but you may be able to cut a slot faster with what's called a "Trochoidal Tool Path". It's a relative of high speed machining toolpaths such as Adaptive Clearing. A Trochoidal Path cutting a slot looks like this:
Pocketing and Clearing
Pockets are part features that are bounded on all sides by the part. Technically, I suppose a Hole is a pocket, though we usually don't think of it as such.
Pockets are very common features, and they present some of the hardest problems for CAM software to solve, so we often see a fair amount of sophistication where pockets are concerned. Let's go through some of the Toolpath types that are used to clear a pocket.
BTW, you generally want to convert the whole interior of the pocket to chips. Just machining the outline and hoping the middle falls out the bottom can lead to a broken tool if the middle starts flopping around and jams the tool.
Constant Stepover, Inside Out, and Outside In
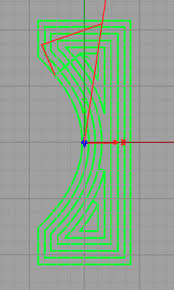
The very first pocketing toolpaths developed are called "Constant Stepover". They produce a toolpath that looks like this:
See how the gap between the lines is constant? Hence the name Constant Stepover. Fancier CAM software lets you cut one of these paths from the Inside Out or the Outside In. There are advantages for each, but you have to try them on a part-by-part basis to see which one wins.
High Speed Machining, Trochoidal Paths, Corner Peeling, and Adaptive Clearing
A huge revolution in Pocketing Toolpaths came with the advent of High Speed Machining Toolpaths. See our article for full details here:
[ High Speed Machining, Trochoidal Milling, and HSM Speeds and Feeds ]
HSM Toolpaths are MUCH faster than Constant Stepover because they maintain Constant Tool Engagement. Some really tricky moves mean that cutters don't suddenly dive into corners and cutting forces are equalized everywhere on the Toolpath. Because of that, we can run faster because we're not shocking the cutter with sudden huge increases in cutting forces.
These toolpaths have a distinctive appearance that is filled with seemingly randome curly cues and arcs:
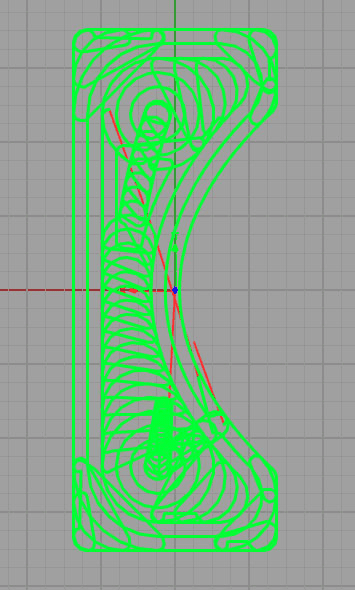
Weird, right? Yet these Toolpaths can be WAY faster. They can also be tricky to optimize on both feeds and speeds and the tradeoffs of Cut Width and Cut Depth. Our G-Wizard Calculator will do that optimization for you, and it has helped many CNC'ers to cut faster and with better tool life.
Plunge Milling: Secret Weapon for Lighter Machines and Rigidity Challenges
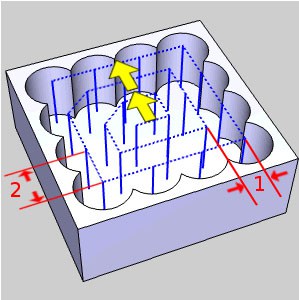
Plunge Milling a Pocket – Image courtesy of BobCAD…
As great as HSM Toolpaths are, there's another Toolpath that is sometimes better. It's called Plunge Milling, and it involved plunging straight down to open up a pocket with a series of holes. It's greatest advantage is that the rigidity of machines and tools is greatest in the direction of the spindle's axis. Plunge Milling focuses cutting forces where the machine and tool are strongest. If you have a lighter CNC machine, or other rigidity challenges (tiny corners in a deep pocket requiring a small diameter tool), this toolpath can really help.
Check our article for more details:
[ Plunge Milling / Roughing: CNC Secret Weapon ]
Holding Tabs
I mentioned you generally want to convert the interior of a pocket to chips even if there is no pocket floor so that the un-machined material doesn't jam and break the tool. But there's another way available in some CAM Software.
Many programs allow you to leave little tabs of material that span the gap created by cutting out a contour from a rectangular piece of rough material. The tabs hold the part in place while the rest of the machining is done. This can save time and trouble, though it adds the cost of clipping the tabs and then sanding or filing away the little nib left behind.
3D Profiling
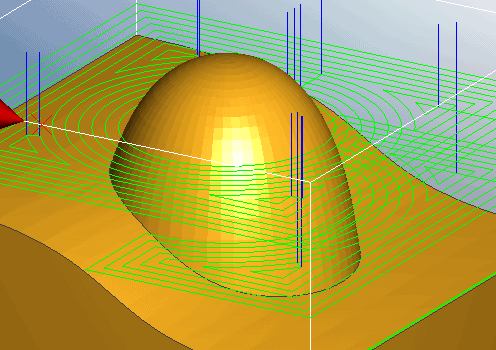
Offset Roughing a 3D Surface...
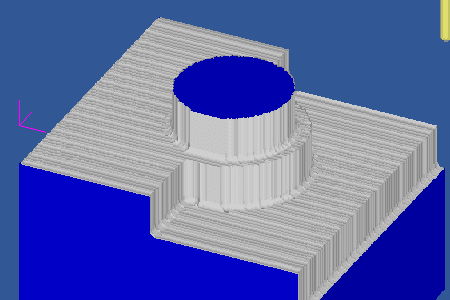
Simulation shows the resulting stair step will have to be made smooth in the finishing pass...
There are many different Toolpaths, both general and specialized, for 3D Profiling. Some are completely unique to the 3D Profiling world. Some borrow a bit from their 2D cousins, for example, Adaptive 3D Clearing allows HSM toolpaths for 3D Profiling.
When doing 3D Profiling it is even more important to break roughing and finishing into two different operations, and choose appropriate Toolpaths and their parameters for each. Roughing is all about removing the majority of the material as quickly as possible, but what it leaves behind may not resemble the finished work very much. See the stair step above from a 3D roughing pass.
Finishing is all about getting as close to the ideal surface as is needed.
Choosing the right toolpaths and parameters for the toolpaths is topic complex enough that it stands on its own. We have two great articles for you to drill down and understand more:
[ 3D CAM Toolpath Fundamentals ]
This article walks through a bunch of the roughing and finishing toolpath types for 3D work and helps you to understand which is best for each application.
Stepover, or how far apart each pass of the cutter should, is one of the most important parameters for 3D Profiling Toolpaths. This article walks you through how to optimize your stepover:
[ Stepover for 3D Profiling ]
Face Milling or Surfacing
This operation simply mills a surface flat, typically with a Face Mill or perhaps a Fly Cutter. There are variations in how the full surface is covered:
- Spiral In/Out
- Zig Zag back and forth
- Climb Mill Only
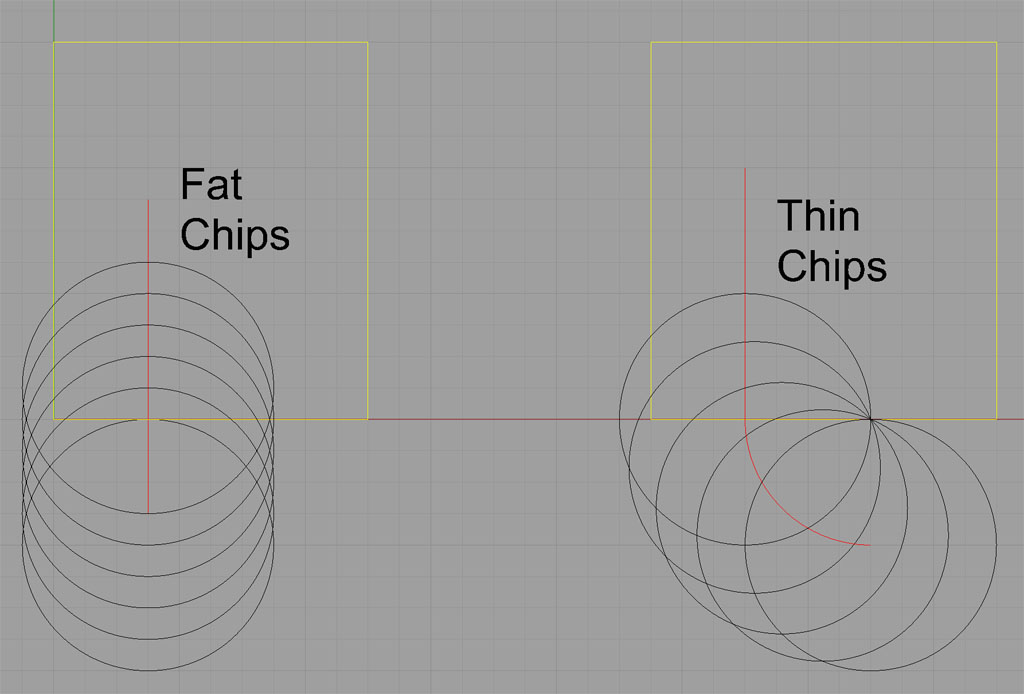
What can be really key when Face Milling is how the cut is entered, especially for tough materials like Stainless Steel or Titanium. You want to arc into these cuts like so:
Specialty Toolpaths
Many CAM packages, have a variety of specialty toolpaths. For example, Vectric's Aspire has specialty toolpaths aimed at these areas:
- V-Carving
- Engraving
- Inlay Work to make it easy to carve the inlay pocket and the inlay material
Always check out these extra toolpaths so you know they're there and can go look them up as needed.
4th Axis Toolpaths
Let's talk about the 3 major categories of 4 Axis Toolpaths and Operations:
Indexing
Indexing is not a Toolpath, because no cutting is done during Indexing. But it is a CAM Operation.
With Indexing, the 4th Axis rotates to give the spindle access to another side of the part, or perhaps, to access more parts.
4th Axis Wrapping
4th Axis Wrapping is the simplest kind of 4 Axis Toolpath. Imagine a Prismatic Part that is cutting shapes on a flat plane. Now wrap that plane around a 4th axis to create a cylinder. Lastly, imagine a Toolpath that follows the wrapped 2 1/2D Toolpath around that cylinder. Now you've got 4th Axis Wrapping.
It's pretty simple, but can be quite useful for some applications.
Full Contouring
Cutting arbitrary shapes in 4 Axes is the ultimate 4th Axis Toolpath, and is called Full Contouring.
To see some of the different products 4th axis machining could be used for, check out our 4Axis CNC Router article.
Features that Span Toolpaths
Toolpath Entry Methods
How the cutter enters the cut is crucial to tool life and surface finish, especially in hard or difficult materials like stainless steel or titanium. Lots of entry options are available in the most full featured CAM packages. Ramping down is one of the most common. Where possible, avoid entering cuts with a plunge.
Here's a tip for entering a 2D profile. Follow a path like this and there will be fewer tool marks in the wall of your part:
To learn more about niceties like Toolpath Entry, check the following article:
[ CAM Software Tips & Techniques for Better Machining ]
Rest Machining
If CAM Software could have super powers, Rest Machining would be near the top of the list.
Many features, like pockets, require the cutter to fit into tight corners. A simple-minded CAM Toolpath tries to cut the entire pocket with the largest tool that'll fit into those corners. It's like machining a billiard table with a toothpick-very slow and inefficient!
Imagine being able to make two or more passes. First, you'd use a very large cutter that won't fit into the tight corners but that can hog out a lot of material quickly. Then, you'd follow up with a smaller cutter that only goes places where the big cutter wouldn't fit. In other words, it does the "Rest" of the machining, hence the term "Rest Machining."
Big productivity gains are possible when you have CAM Software that has Rest Machining.
Here's another use for Rest Machining. Suppose you're machining a casting rather than some simpler geometry. With Rest Machining you can specify the shape of that initial casting and save a lot of "Cutting Air."
Examples of Breaking Parts Down Into Features for Toolpaths
Knowing what all of these different CAM Toolpaths and Operations are means you have a basic vocabularly. Learning the language of CAM means apply that vocabulary to real parts. In other words, you need to learn how to look at a part (or CAD model of a part) and break it down into the series of CAM Toolpaths needed to create each Feature on the part. The result is you can use CAM to program the part.
Start with simple parts first. Let's go through a couple of examples.
Paperclip Bin
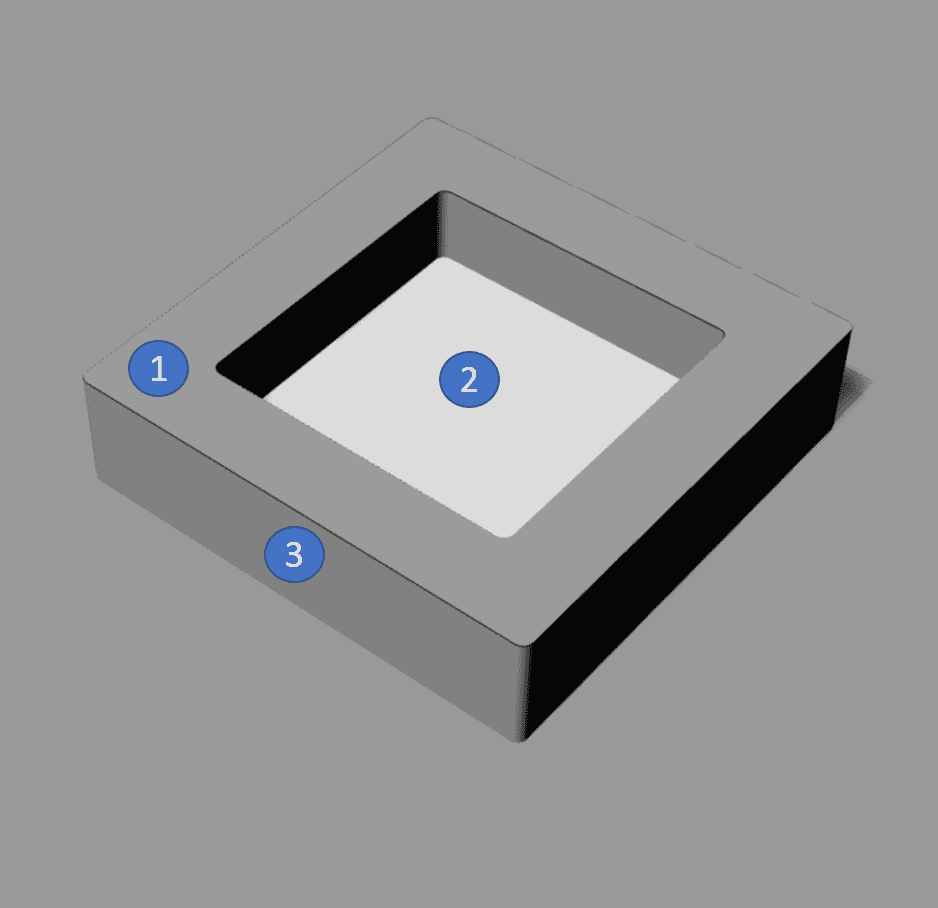
Here's a very simple part, a Paperclip Bin for your desk:
I look at that part and I can identify 3 features (one of which has to be done twice):
- Face Mill the top surface. When all the other features are done, flip the part upside down and Face Mill the bottom.
- Pocket. This is a classic pocket. The radius of the inside corners will determine how large an end mill we can use to do the pocketing, at least the finish pass. If we have Rest Machining, we can remove most of the material with a bigger end mill and then get down into those corners on a later finish pass.
- 2D Profiling is the toolpath we'll use to finish the outside wall of the part.
Note that we're also like to want to run Chamfer Toolpaths around all of the edges of the part. I haven't shown that hear, because it is sometimes an option for Pockets and 2D Profiling, and sometimes you have to program it as a separate Toolpath.
Now here is a radical alternative:
If you are using MeshCam, it simplifies CAM by using only 3D Surface Toolpaths for everything. It works pretty darned well, in fact. But it will be slower to machine than more complicated methods.
That was easy, right? Let's do one that's slightly harder.
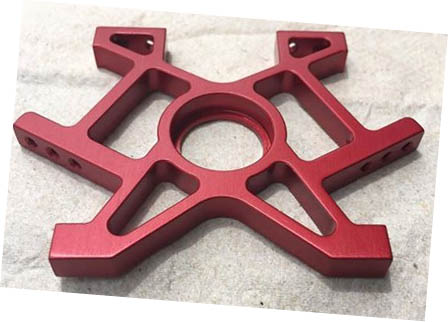
Carb Spacer
![]()
What Toolpaths would you use?
This is a classic cut-out-the-part from sheet (or plate) material kind of problem. The sort of thing many CNC Routers do all day long, for example.
I'd approach this part as follows:
- Drill the 8 holes. Get them out of the way.
- Decide how to do the center cavity. We have to make sure it doesn't flop around and jam the cutter, which can break your cutter. Several choices. If we are on a vacuum table, the vacuum may hold down the center piece if we simply cut the outline with 2D Profiling. Alternately, if our CAM Software allows it, we could program it to leave tabs. Lastly, we can just convert the whole center area to chips by running a Pocket Toolpath on it.
- Now cut out the part. We have the same issue of not wanting it to flow around. We can use vacuum, tabs, or another common approach is to leave some uncaught material by starting with stock thicker than the part. We flip the part upside down, clamp on the outside edge in our vise, and then Face Mill off the excess until the part is the correct thickness.
What you want to do is go through a bunch of parts and break them down into the basic CAM Toolpaths needed to make the part. Then you'll be ready to dive in and start programming for real.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.