A multi-function or composite tool, as the name implies, is a single tool capable of performing the duties of multiple tools. It can help economize your usage of time and finances by eradicating the need for a tool change or sparing you a place in your tool carousel or lathe turret. Admittedly, they may require a little additional effort to program and can be expensive (though generally not more expensive than numerous tools), but when utilized correctly they can facilitate significant improvements. In this piece, we will examine seven distinct styles of combination tools.
Milling Thread Mill
I decided to write this article after seeing Datron's excellent blog post on a couple of their combination tools, so it's only fair I include them here and give them some recognition. First up is their combination milling and thread milling tool. It's an endmill and threadmill in one:

Combination Milling and Thread Milling Tool...
The endmill consists of just the bottom or end part and not the full flutes, though there is a little bit of helical cut away as you can see. It's good for plunging and interpolating shallow holes after which you can thread mill a thread into the hole. Compared to using 2 tools, Datron claims a 65% time savings with this little gem.
BTW, many threadmills can chamfer the hole if programmed properly. They can even chamfer top and bottom!
Milling Countersink
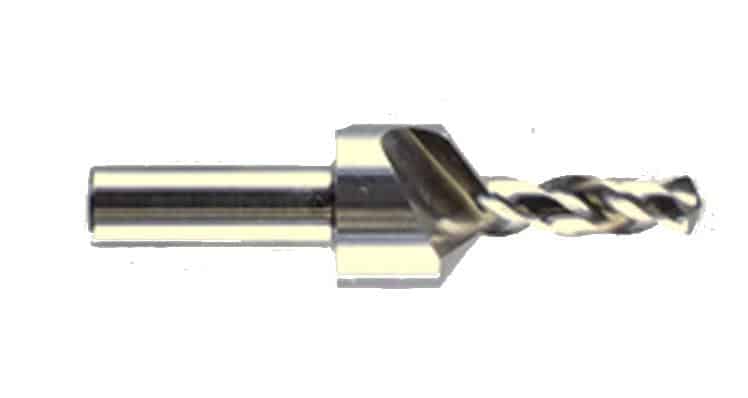
How about combing an endmill with a countersink? This is a very common combination and Datron makes a single flute endmill with countersink (you can get more flutes from other vendors):

Combination single flute endmill and countersink...
Again, the idea is to save tool changes and slots in tool changers. Datron claims a 45% time savings with one of these.
Note: They'll also tell you that you can chamfer with the countersink portion. This is always an option. I have seen a spot drill used to spot, chamfer, and countersink-3 tool functions in 1. Heck, don't stop there, you can use one as a V-Bit engraver too for 4 functions.
Drill Countersink
Of course we are all familiar with a Center Drill for lathe work, which is nothing but a combination drill and countersink. There are many more combinations and sizes available, however. Here is a [drive matic drill and countersink](https://drive matic Drill Countersink):
These are most commonly used in through-hole applications. You can also get countersink collars for regular twist drills that let you set the depth of the countersink relative to the point of the twist drill.
Dreamer: Drill and Reamer
How about a combination drill and reamer, such as Dreamer makes?

You have to look pretty closely to see the difference, but the nose is a twist drill just the right amount undersized, while the rest of the body is a reamer with spiral flutes. Given that you don't have to relocate a second tool over the drilled hole, the combination Drill and Reamer can deliver superior accuracy than using 2 separate tools.
Drill and Tap
By now you're getting the picture that anything to do with a hole is ripe for a combination tool. We'll give one more-the combination drill and tap:

The one pictured is made by Kodiak, but there are many other manufacturers of these handy tools. Be careful choosing a combination drill and tap-you want to make sure the drill size is right for the thread percentage you're targeting.
Choosing the right thread percentage is absolutely the best way to minimize tap breakage, and the standard drill sizes in most charts are not right. You need our special drill tap size chart and calculator article to get the right one for maximum tap life!
Combination Part Cutoff and Bar Puller
Lest you think there's nothing to combination tooling but milling and hole applications, let's quickly check out a couple for lathes. I'll start with one of my favorites, the combination part cutoff and bar puller:
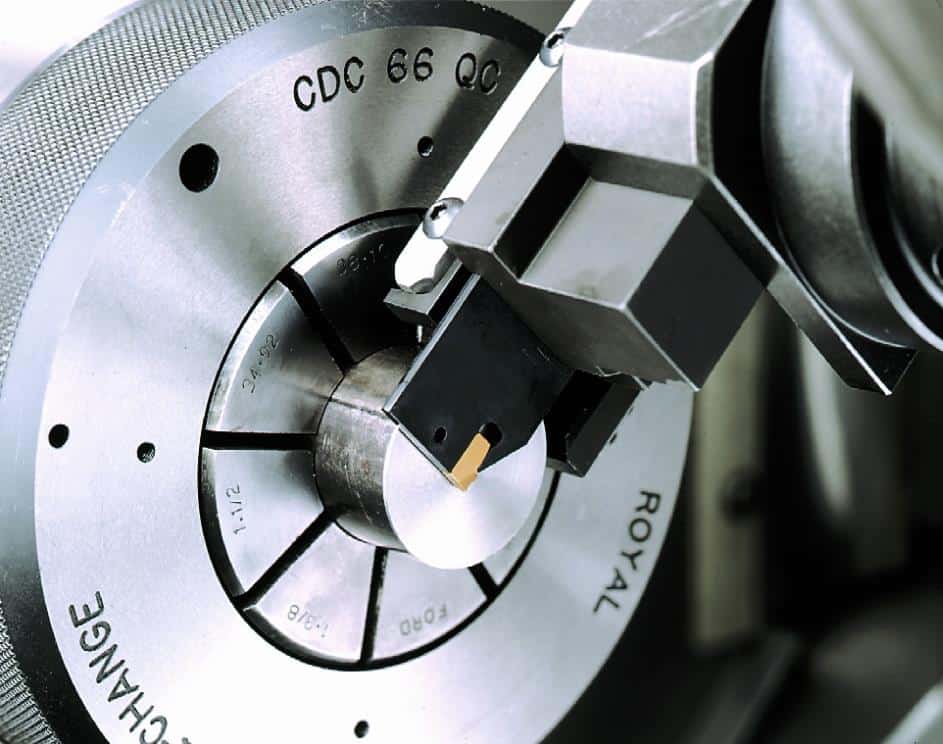
Lathe turrets are often limited and it's great to save a slot. In this case, the motion needed to part off is a perfect motion to also get the bar puller into position.
Drilling, facing, int/ext turning
There are much more complex combination tools for lathes as well. How about this tool from Iscar which can drill, face, and do ID and OD turning:

Bonus: Box Cutters - Combination Steady Rest and Turning Tool
Turning a small diameter piece that’s long and skinny is difficult. The piece is going to want to bend and flex and generally make it difficult. Imagine trying to work this piece, for example:
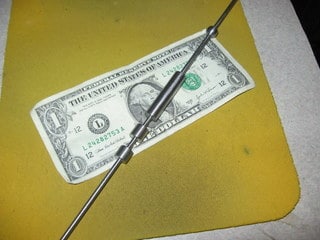
That long skinny piece would give me fits!
Steady rests and follower rests were made to pick up where the support a tailstock can lend is not enough. Most lathes come with these gadgets, and most folks don’t use them often enough–I know I certainly don’t. Part of my problem is I have the usual cheap Asian brass tipped units, and I just can’t feature that brass riding very happily along the workpiece. It has been in the back of my mind to add some ball bearings. I’ve got a ton of cheap skate bearings floating around the shop that should be perfect for the job.
The fellow that did the dollar bill piece above came up with a solution when turning that piece:



Frank Ford, whom I’ve mentioned here before (be sure to visit his awesome site!) has a mini-follower built right into a QCTP toolholder:

Here’s another version, the one I think Frank said he modeled on, that you may be able to purchase from King if you don’t have time to make one:

The only thing I don’t neccessarily like about the QCTP mounted versions is your tool has to be square onto the workpiece. For some operations, that isn’t the case, so I think mounting one to the carriage as in the first example might be a little more versatile.
Conclusion
Combination tools-is there anything they can't do? I think Homer Simpson said that about Donuts, and like the Donuts, yes, there is a time and a place for them. Most combination tools are a compromise of some kind. It may be that they can't cut quite as fast or well as the individual tools can. It will often be that they are more expensive. Plus, if one operation generates a lot more wear than the other, you'll be wearing out part of a more expensive combo tool, which raises the tool costs even a bit higher. On the other hand, if you're out of tool changer slots, or if you're doing the combo operations constantly and need to save some time, they can be just what the doctor ordered for your next job.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.