The piece on refurbishing your spindle directly on the machine garnered a lot of attention. Nevertheless, a reader made an insightful query in the comment section.
How do you determine when to replace pull studs?
Great question, and one we'll cover right below. In this article, we'll talk about routine preventative maintenance for tool holders, spindles, and pull studs.
You want to avoid the kind of damage that led to that last article if you can. The cost to professionally repair a spindle can be quite high-$10,000 is not uncommon for a bad crash where the tool pulled out of the spindle. Not to mention the costs of lost productivity while the machine is down.
Regularly Check for Spindle Mouth Wear (Bellmouthing)
The spindle taper usually wears most right around the mouth because that's the area that is most easily contaminated by chips and it's the area that takes the most abuse. Such wear is often called "bellmouthing." Techniks has a great diagram of what this looks like from their "Machinist's Guide to Toolholder Maintenance:"
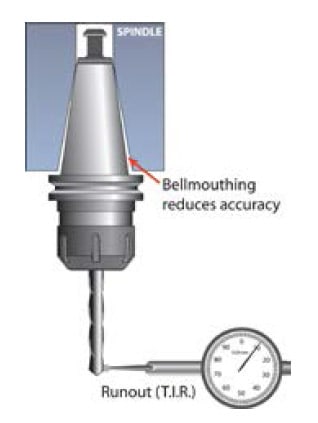
Bellmouthing is wear at the spindle taper mouth that causes increased T.I.R. Source Techniks
You can check for this problem a couple of different ways. First, like the Techniks diagram shows, you can check the T.I.R. measured at the spindle versus TIR (gonna drop those darned periods) measured at the bench for the same toolholder. If they differ markedly, you may have a problem. Another method is to blue up a known good toolholder and check it in the spindle. It's best even to reserve a toolholder for this testing to make sure it is a good reference. If you're getting less than 75% contact with the taper, you've got a problem. Haas gives a detailed procedure for this in their VMC Spindle Taper Maintenance article.
How often to check TIR on your spindle? Mazak suggests checking it every 6 months or after any serious crash.
Check the Toolholder for Taper Wear and Fretting
Just because the spindle taper is good doesn't mean the toolholder tapers are. In fact, hopefully your spindle taper is harder than the toolholder tapers so they'll take most of the wear and damage. Inspect your toolholders carefully, and look for small nicks and discolorations, especially near the big end. Be particularly vigilant for a form of wear called "fretting", which happens when two steel parts (the tool holder and spindle mouth) are rubbing against one another. Any time a toolholder slips inside the spindle, it's going to cause undue and possibly catastrophic wear. Fretting is just the first sign of it, before things get to be very serious.
With fretting, you're looking for small copper colored pits or marks on the toolholder taper. Fretting is easily mistaken for rust, but it is not rust. Here is what it looks like:

Fretting on a toolholder's taper. Source Techniks
You need to replace any toolholders that show noticeable fretting. If new toolholders quickly develop fretting, or toolholders stick in the spindle, your spindle may need to be reground.
Worn Pull Studs (Retention Knobs)

Pull studs come in a variety of shapes and sizes. Source
Pull Studs or Retention Knobs (the more modern term) are a consumable piece that is threaded into the top of a toolholder. It is gripped by either a finger-type (also called a collet-type) gripper or a gripper that uses ball bearings. The drawbar grips the pull stud to pull the toolholder up tight into the spindle taper.
You should regularly check your pull studs for signs of wear, cracks, or any other damage. Replace any that are not in perfect condition. Generally speaking, a pull stud has a lifespan of 2-3 years or a little less. Ball bearing grippers are harder on the pull studs than the collet style. They can reduce pull stud life to as little as 6 months. Watch for indentations caused by the ball bearings and replace the pull stud immediately if any are seen. Even scuff marks are a sign it’s time to replace your pull studs.
When you replace a pull stud, clean and degrease the thread, apply thread locking compound (low or medium force, not high force), and torque to proper specs. For example, Haas recommends 55 ft-lb on their 40 taper spindles.
If you're looking for tougher pull studs, Big Kaiser notes that die steel pull studs 2x stronger in tension and 1.5 times stronger in bending than hardened steel—use die steel for more security. Their video on pull studs is a good introduction:
Big Kaiser Pull Stud video
Keep It Clean
We all know that regular cleanly is a good thing in a shop, but it can be particularly critical for spindle and toolholder longevity.
Ensure all toolholders, collets, collet nuts, and cutter shanks are kept clean. Dirt, Dust, Oil, Chips, or other contaminants can cause poor TIR and premature wear of the tool, toolholder, and spindle mouth. Protect your tooling investment by keeping it clean and rust-free.
Hurco recommends a daily wipe down of the spindle taper with a lint-free cloth dipped in clear light oil. Haas has a similar recommendation for their machines. At least a weekly wipedown seems warranted. Periodically clean the taper portion of toolholders in the same way. Use a spindle wiper to periodically remove contamination from inside the spindle taper. To really get the whole taper clean, I like to use a spindle wiper like this one:

If you have a dedicated tool crib manager or tooling person, they should be cleaning toolholders and tooling as it is returned to the crib. Ultrasonic cleaners can be had which do an excellent and quick job of it. Disassemble all tooling before putting it into the cleaner.
Check Drawbar Force
This is a crucial preventative maintenance step. Low drawbar force is a danger to the spindle. You could spin a toolholder in the taper, damaging the taper, or if the force is bad enough, the drawbar might even lose grip altogether and send the toolholder flying. Even if you don’t damage the taper, low force leads to increased likelihood of chatter, poor repeatability, and problems with tool life and surface finish.
A typical drawbar spring stack is designed to last for about 1 million cycles. That sounds like a lot, but a machine doing frequent tool changes and operating a lot gets there in a hurry. For example, a machine running 3 to 4 tool changes per minutes for 2,000 hours a year (one shift), experiences between 360,000 and 480,000 tool change cycles a year. The drawbar will see it’s intended life within 3 to 4 years. Various factors may reduce that to as little as 2 years-for example, more shifts or higher rpm spindles. Higher rpm machines typically use smaller bearings, which forces the use of smaller diameter drawbar springs, which makes for shorter spring life. Regular testing of their drawbar force is even more important as deterioration can happen more frequently.
Not all the springs in a drawbar will break at once. You might only loose one at first, but this creates an overload on the others that reduces their life further. A drawbar force check will reveal the problem before it becomes too severe. It is recommended that drawbar force be checked every 6 months or so. Keep records, and if the drawbar force starts to fall, but is within spec, monitor more frequently—every 2 or 3 months. If it falls more than 10% below spec, it's time to get your drawbar serviced.
Here is a typical drawbar force gage:

Drawbar Force Gage. Source
They're not all that expensive to have around, especially if you have more than one VMC it can be used on. Drawbar forces are fairly high, but can vary quite a bit from one machine to the next, even for the same taper. Here is a table of drawbar force specs that Haas provides for their machines.
While the usual reason for low drawbar force is springs failing, there are other possibilities too:
- Coolant or debris contamination causing excessive friction or in some designs, too little friction
- Tool retention gripper wear
- Spindle taper has been reground causing tool to sit too deep in spindle
- Draw bar shaft wear caused by springs rubbing on the main shaft
- Pull stud wear
Collet Chuck Maintenance
I mentioned it before on pull studs, but it applies to collet nuts too. Pull Studs and Collet Nuts have specific torque specs that should be observed for best performance. Use a tightening stand and torque wrench to ensure they’re torqued to spec.
You should also regularly bench check the TIR of your collet and nut toolholder assemblies to identify when they wear out of spec.
Collets are made of softer metal than toolholders and are intended to be treated as consumables. Replace collets at the first sign of wear on them. Good examples would be:
- If a tool is broken off and there are signs of scoring on the collet.
- If there is any rust or pitting visible on the collet.
If you use a rust preventative, wipe the collet or toolholder clean before it goes into use—the rust preventative may cause slipping. When you return the collet or toolholder to storage, reapply the rust preventative.
Why mention all this in an article about spindle life? Because excessive vibration and the crashes that can happen with collet pullout or excessive TIR are bad for your spindle.
Lubrication and Vibration
Any spindle must have proper lubrication or the bearings won’t live long. If your spindle is sealed, then it’s more a matter of watching out for undue vibration. Any undue vibration is a sign of trouble that should be checked out. If your spindle has an air/oil lubricator, make sure the lubricants are clean and also service the air-intake filters on a regular basis.
Temperature
Always watch for unduly high spindle temperatures—they’re usually a sign of bearing trouble of one kind or another. If you have a spindle chiller, keep an eye out for any alarms the unit may provide and make sure it is always operating properly.
Conclusion
None of these things is very hard or expensive, at least not compared to the pain of a spindle rebuild. A regular program of preventative maintenance is a good idea for any CNC machine. Your machine manufacturer can usually provide you with a schedule of the right maintenance for your machine. If not, take a look at the schedule for a similar machine. For example, you could go over the the one Haas recommends.
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.