Your g-code program has ended and all looks well with the part. What's your next move?
For most, the next move is to pull the part out of the machine and chuck up another blank to start machining the next part. But, depending on how well debugged your manufacturing process is, and it isn't very debugged if this is a one-off part you're making for the first time, you may want to avoid pulling the part out just yet.
Why?
Because the easiest time to rework the part, assuming it needs any rework, is while it is still in the original setup where the original work was done. Now, if you've been turning out dozens of these parts, they're coming out great, and your inspection regimen doesn't call for anything more, it might be time to pull the part. But if you wind up needing to do a little rework, a few tricks can really make your life easier, saving time and money.
Let's go through them.
Have you inspected all the critical features that you can without removing the part?
Did you do a quick visual to be sure everything looks good? Are all the cutters used in the job in good shape? No loud noises during the run or untoward gouges in unexpected places?
Great!
What about inspecting those critical features? Are there any diameters you want to check before pulling the part? Any go-no-go gages you can try without removing the part?
If you discover a diameter is out of tolerance, particularly on a turned part, it might be very easy to rework it right on the machine as soon as you discover the problem at the end of the job. Certainly a lot less trouble to take another pass with a wear offset to adjust than to put the part back on the lathe later and have to indicate everything in.
Can you get the part back onto the machine if you take it off, inspect, and need to rework?
Sometimes all it takes is a work stop to get a part back on the machine just exactly the way it was. If I didn't use a stop initially, I might set my vise stop (for example), to allow me to put the part right back into the machinist vise before I remove it from the vise. It's quick and easy and lets me inspect the part more easily.
You haven't provided any text for me to rephrase. Please give the text you want to be rephrased.
I flip my Kurt vise stop down before removing the part so I can put it right back if I need to...
Don't have a stop on your milling vise? How about a small Kant-Twist clamp? Can you get one on the jaws? They can even be used as carriage stops on a manual lathe.
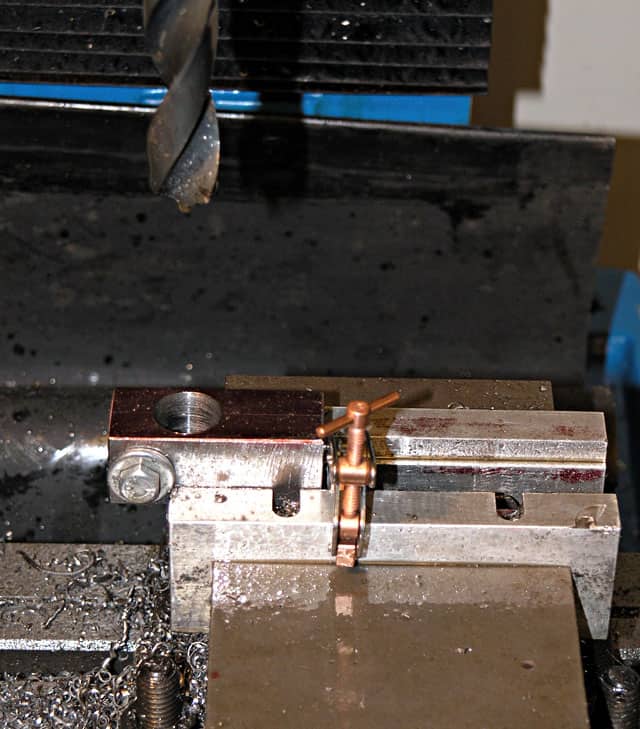
No vise stop? Drop a Kant-Twist on the vise jaws to act as a stop...
Design for Inspection and Re-Work from the Start
Anticipating Murphy's Law can often be helpful, although Murphy is smart enough that any amount of idiot proofing will simply make him prove you're a bigger idiot than you thought!
Better idiots notwithstanding, how about thinking ahead when you pick a workholding solution so that all critical features can be inspected before the part is removed? That means leaving clearance for measuring tools to get in there, setting up the g-code to do in-process probing, or creating functional gages that make inspection easy and work in a minimum of space.
For cases where the part must be removed to facilitate inspection, how about setting up your workholding solution so it will index the part right back into place once it's finished. This may take a little ingenuity since you're machining away material. But, adjustable sliding stops that can be positioned to index the part should it need to go back into the fixture would be one approach. Think of the equivalent of the vise stop, but working in two axes so you can reposition the part up against the two and clamp it down again.
The Lean Manufacturing World calls this sort of mistake-proofing "Poka-Yoke." It's just one of many techniques in their arsenal, but it can be useful to any CNC'er. You might check out our Free Lean Manufacturing Mini-Course to learn more.
Here's another thought. The first time you run a job for a quantity of parts, you might want to run just one part all the way through to discover problems. The more parts you have to make, the more savings if there's a problem late in the process. You wouldn't want to run 1000 parts through 2 of 3 setups only to discover a problem in the 3rd setup that requires you to scrap all 1000.
Likewise, setting up your gcode so its easy to do fewer parts than the full setup calls for and setting it up so it is easier to start things in the middle for rework can be very helpful.
What sort of defensive steps do you take on your CNC jobs? Tell us in the comments below!
Be the first to know about updates at CNC Cookbook
Join our newsletter to get updates on what's next at CNC Cookbook.